

Ijraset Journal For Research in Applied Science and Engineering Technology
A Study on Effect of Addition of Steel Slag to Stone Matrix Asphalt (Grade-2) Using VG-30 Grade Bitumen
Authors: Er. Pawan Kumar, Er. Ajay Kumar Duggal
DOI Link: https://doi.org/10.22214/ijraset.2025.66827
Certificate: View Certificate
Abstract
The thesis investigates the performance of Stone Matrix Asphalt (SMA) mixes using VG-30 binder with varying proportions of steel slag and cellulose fibers. Comprehensive Marshall Stability and draindown tests were conducted to evaluate the impact of these additives on different parameters, including stability, air voids, flow values, and binder retention. For conventional SMA mixes, optimal performance was achieved at 6.2% binder content, yielding peak stability (10.57 kN) and acceptable voids in mineral aggregate (17.08%–18.49%) while ensuring durability and resistance to deformation. Incorporating steel slag significantly improved performance, with the best results observed at 20% slag content and 6.2% binder. Stability peaked at 12.39 kN, and air voids were reduced, demonstrating improved compaction and binder distribution. The addition of cellulose fibers further enhanced binder retention, reducing draindown to a minimum of 0.08% at 0.35% fiber at 6.2% binder content. Optimal performance with cellulose fibers was noted at 6.2% binder, ensuring a balance between stability, flow values, and durability. Higher fiber and steel slag content enhanced tensile strength and moisture resistance, as indicated by high TSR values (above 0.94). These findings highlight the effectiveness of steel slag and cellulose fiber in enhancing SMA properties, offering sustainable and durable solutions for heavy-duty pavements. By optimizing binder, slag, and fiber content, the study provides a framework for improving SMA mix performance under varying traffic and environmental conditions.
Introduction
I. INTRODUCTION
Throughout the world, bitumen-bound aggregates are commonly used in flexible pavement construction and maintenance, typically in the form of dense, well-graded, or coarse-graded mixes. However, assessing these mixes may not always be feasible at all construction sites. In such cases, Stone Matrix Asphalt (SMA), a gap-graded mix, serves as an effective alternative.
SMA was first introduced in Europe during the late 1960s and early 1970s to address pavement damage caused by studded tires. Subsequent studies confirmed its exceptional ability to resist deformation under heavy traffic and wheel loads. Over time, SMA has been widely adopted globally, delivering consistently superior results. This asphalt mixture contains approximately 70–80% coarse aggregates, 6–7% bitumen, 8–12% fillers, and at least 0.3% fiber content. Its gap-graded design forms a skeleton-like framework, providing superior stone-on-stone contact among coarse aggregates. This feature significantly enhances its resistance to rutting. Unlike dense-graded mixes, where finer aggregates facilitate load transfer, SMA primarily relies on coarse aggregates to distribute loads. Its higher bitumen content makes SMA more durable than traditional asphalt layers. Additionally, the fibers in the mix prevent bitumen draindown during transportation, ensuring the binder remains intact. The Federal Highway Administration (FHWA) describes SMA as "a gap-graded aggregate hot mix asphalt (HMA) that maximizes the coarse aggregate fraction and bitumen content while forming a stable stone-on-stone skeleton held together by a rich blend of bitumen, filler, and stabilizing additives."
Steel slag, a by-product of steel manufacturing, enhances the performance and sustainability of Stone Matrix Asphalt (SMA) when used as a replacement for virgin aggregates. Its high hardness, toughness, and angular texture improve durability, rutting resistance, and skid resistance, while its chemical composition enhances bonding with asphalt and moisture resistance. The rough texture stabilizes the binder, reducing drainage during compaction. Steel slag also promotes environmental sustainability by recycling industrial waste and reducing the need for virgin aggregates.
II. NEED AND SCOPE OF STUDY
A. Need For Study
Road transportation is becoming increasingly important. To meet current transportation needs, new roads must be built as well as existing ones improved. Despite the fact that numerous agents and filler materials have been used in SMA to find the Indirect Tensile Strength and Draindown Test. This study is ahead of them in determining the effect of incorporating steel slag on Indirect Tensile Strength and Draindown properties.
Recycling is one of important factors to be considered in the present situation. Dumping of waste materials causes land requirement. By using some amount of steel slag percentage in the SMA Mix, there is reduction in amount of virgin material to be used and reduction in cost as well. Considering these facts an attempt has been made to study the behaviour of SMA Mix with steel slag and addition of fiber to it using VG-30 grade binder.
B. Scope And Objectives Of Present Study
Conducting a Draindown test and TSR (Tensile Strength Ratio) test on Stone Matrix Asphalt (SMA) with steel slag offers a broad scope for understanding its performance. The draindown test assesses the asphalt mix's ability to retain its binder during transport and construction, important for ensuring proper coating of aggregates. Meanwhile, TSR evaluates the resistance of the asphalt mixture to cracking.
This research has the potential to contribute to the development of environmentally friendly road construction practices, addressing issues like binder drainage and tensile strength in recycled material-based SMA. The findings can guide the industry toward more sustainable and durable asphalt solutions.
The main objectives of the present study are;
- To determine optimum binder content of Stone Matrix Asphalt SMA (Grade-2) using controlled mix.
- To determine optimum content of steel slag at optimum binder content.
- To determine optimum content of cellulose fiber at optimised amount of steel slag and optimised binder content.
- To determine the Tensile Strength Ratio (TSR) and Draindown properties of mix prepared for Stone Matrix Asphalt (Grade-2) at optimum binder content for VG-30 and compare it with controlled mix.
III. MATERIAL PROPERTIES EVALUATION
A. Aggregate
Aggregates measuring 19 mm, 10 mm, and 6.7 mm and stone dust were used. The materials used satisfied all general requirements as per MoRTH (5th revision) and IRC: SP: 79-2023. The aggregates were collected from the nearby road construction site. The tests which have been done on aggregates are displayed in Table 1.
Table 1: Physical Properties of Coarse and Fine Aggregates including Steel Slag
|
Physical properties |
19mm down |
10mm down |
6.7 mm down |
Stone Dust |
Steel Slag |
Required values as per MORTH 5th revision |
|
Specific Gravity |
2.52 |
2.57 |
2.61 |
2.67 |
3.56 |
2.6-2.8 for aggregate and 3-5 for Steel slag |
|
Impact value |
20.62 |
21.08 |
- |
- |
- |
Max 24% |
|
Water absorption |
0.3 |
0.4 |
0.65 |
- |
2.9 |
Max 2% |
B. Binder
The right selection of binder has an impact to the stone skeleton's performance. In this research, VG-30 grade binder is used. To determine the physical characteristics of bitumen, different tests are performed in accordance with IS 73:2013. The binder VG-30 is obtained from apollo mix plant near Banur and the test results are reported in Table 2.
Table 2: Properties of VG-30 grade binder.
|
S.N. |
Characteristics |
Results |
Requirements |
Method of Test |
|
1 |
Penetration at 25?C, 0.1mm, 100g, 5 sec |
52 |
45 (min) |
IS: 1203-1978 |
|
2 |
Softening Point, (R&B), ?C Minimum |
52?C |
47?C (min) |
IS: 1205-1978 |
|
3 |
Ductility at 27?C, cm, Minimum |
42 |
40 (min) |
IS: 1208-1978 |
|
4 |
Specific Gravity |
1.02 |
>0.99 |
IS: 1202:1978 |
C. Mineral Filler
Fine stone dust has been used as the mineral filler in the stone matrix asphalt mixture, with the replacement for hydrated lime in the percentage range of 8-12%. It was procured from nearby site in Chandigarh.
The Grading of fine stone dust and test results as shown in Table 3
Table 3: Sieve analysis of filler
|
Sieve Size (mm) |
Percent Finer |
Lower Limit (%) |
Upper Limit (%) |
|
0.6 |
100 |
100 |
100 |
|
0.3 |
98.3 |
95 |
100 |
|
0.075 |
86 |
85 |
100 |
D. Fiber (Cellulose Fiber)
Fibers are used as stabilizer in SMA mixture. It helps to increase the strength and stability also decrease the drain down in SMA Mix. In the present study, the fiber used is Cotton-cellulose fiber. It was procured from VK Minerals and Chemicals, Tronica City, Ghaziabad. Cotton-cellulose is a soft and absorbent fiber that is obtained from the seeds of the cotton plant and it is a powdery to fibrous cellulose additive for use in construction chemicals products.
IV. EXPERIMENTAL INVESTIGATIONS
A. Aggregate Gradation:
To achieve the proper blend, aggregates of varying sizes were used, including 20mm, 10mm, 6mm, and stone dust as a filler. A total of 4000 grams of aggregates were subjected to sieve analysis. Aggregate gradation was performed using Rothfuch’s Method to determine the individual percentages of different aggregate sizes, ensuring compliance with the upper and lower limits specified in MoRTH Table 500-37 and IRC: SP:79:2023.
Gradation chart was prepared using for both conventional SMA mix and mix with varying proportion of steel slag. The grading of material is tabulated in Table 4.
Table 4: Grading of aggregate and mix for different SMA mix type
|
IS Sieve (mm) |
19mm |
10mm |
6.7mm |
Stone dust |
Steel Slag |
Grading of Mix |
Cumulative % by weight total aggregate passing |
|||
|
Control Mix |
Mix with 15% Steel Slag |
Mix with 20% Steel Slag |
Mix with 25% Steel slag |
|||||||
|
26.5 |
100 |
100 |
100 |
100 |
100 |
100.0 |
100.0 |
100.0 |
100.0 |
- |
|
19 |
100 |
100 |
100 |
100 |
100 |
100.0 |
100.0 |
100.0 |
100.0 |
100 |
|
13.2 |
74.6 |
98.7 |
100 |
100 |
85 |
94.2 |
92.8 |
92.8 |
92.1 |
90-100 |
|
9.5 |
7.4 |
65.6 |
100 |
100 |
60 |
67.1 |
66.3 |
67.1 |
66.1 |
50-75 |
|
4.75 |
0 |
8.3 |
35.4 |
100 |
35 |
25.1 |
27.4 |
27.8 |
28.6 |
20-28 |
|
2.36 |
0 |
4 |
15 |
100 |
25 |
17.8 |
19.6 |
19.7 |
20.6 |
16-24 |
|
1.18 |
0 |
1.7 |
2.3 |
100 |
18 |
13.3 |
14.8 |
14.7 |
15.5 |
13-21 |
|
0.6 |
0 |
0 |
1 |
100 |
14 |
12.3 |
13.3 |
13.0 |
13.7 |
12-18 |
|
0.3 |
0 |
0 |
0 |
98.5 |
6 |
11.8 |
11.7 |
11.1 |
11.4 |
10-20 |
|
0.075 |
0 |
0 |
0 |
90 |
0 |
10.8 |
9.9 |
9.0 |
9.0 |
8-12 |
B. SMA MIX Design
The mix design was carried out using the Marshall Stability Test to determine the optimum binder content, Steel slag replacement percentage and fiber content, ensuring maximum stability values. The design also adhered to other Marshall parameters. The mix was designed to meet the specifications outlined in MoRTH Table 500-38: SMA Mix Requirements. The samples are prepared in accordance of ASTM D6926: Standard practices for preparation of Bituminous specimens using Marshall apparatus. 50 blows are required on each face of the specimen for SMA mixes. Table 5 shows the proportion of 19mm, 10mm, 6.7mm, filler and Steel slag for different mix type.
Table 5: Proportion of materials in percentage including steel slag for different mix type.
|
|
Control Mix |
Mix with 15% Steel Slag |
Mix with 20% Steel Slag |
Mix with 25% Steel slag |
|
19mm |
21 |
18 |
15 |
15 |
|
10mm |
39 |
32 |
32 |
29 |
|
6.7mm |
28 |
24 |
23 |
21 |
|
Stone dust |
12 |
11 |
10 |
10 |
|
Steel Slag |
? |
15 |
20 |
25 |
1) Conventional SMA Mix
The Marshall Stability test was carried out in the lab to determine the ideal binder content and stability for conventional SMA mix. Samples were prepared with minimum bitumen of 6% and subsequently with an increment of 0.2% and going up to 6.6%. Table 6 displays the test findings, Figure 1,Figure 2 and Figure 3 display the Marshall Parameters of air void, stability and flow Value of mix vs Bitumen Content. According to IRC: SP: 79: 2023 Specifications for Stone Matrix Asphalt, the volumetric properties with binder content (%) for ordinary mixes are within acceptable bounds. According to research on engineering properties, the ideal bitumen concentration for a traditional SMA mix was determined to be 6.2%.
Table 6: Marshall Properties for Conventional SMA Mix
|
Dry subset |
Conditioned subset |
|||||||
|
Bitumen Content (%) |
6% |
6.20% |
6.40% |
6.60% |
6% |
6.20% |
6.40% |
6.60% |
|
Gt (g/cc) |
2.28 |
2.26 |
2.25 |
2.26 |
2.28 |
2.26 |
2.25 |
2.27 |
|
Gm (g/cc) |
2.58 |
2.58 |
2.58 |
2.58 |
2.58 |
2.58 |
2.25 |
2.58 |
|
Vv (%) |
3.40 |
4.00 |
4.08 |
3.50 |
3.52 |
4.11 |
3.91 |
3.09 |
|
Vb (%) |
13.68 |
14.01 |
14.41 |
14.90 |
13.66 |
13.99 |
14.43 |
14.97 |
|
VMA (%) |
17.08 |
18.01 |
18.49 |
18.41 |
17.18 |
18.11 |
18.34 |
18.05 |
|
VFB (%) |
80.10 |
77.79 |
77.92 |
80.96 |
79.53 |
77.28 |
78.67 |
82.90 |
|
Flow Value (mm) |
3.32 |
3.54 |
3.77 |
3.61 |
3.16 |
3.38 |
3.52 |
3.46 |
|
Stability value (kN) |
10.25 |
10.57 |
10.39 |
10.44 |
9.39 |
9.53 |
10.35 |
9.57 |
|
ITS Value (kN/mm²) |
0.72 |
0.77 |
0.79 |
0.70 |
0.69 |
0.74 |
0.77 |
0.70 |
|
Tensile Strength Ratio |
0.96 |
0.96 |
0.97 |
0.99 |
||||
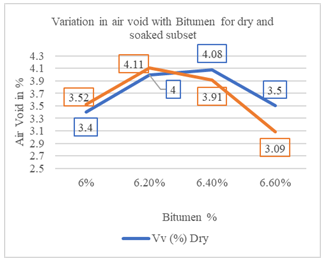
Figure 1: Variation in air void with Bitumen for dry and soaked subset for control mix.
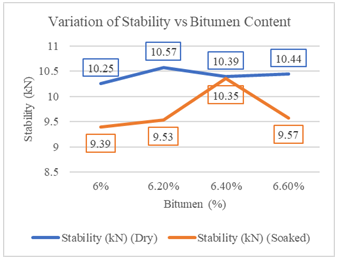
Figure 2: Variation of Stability vs Bitumen Content for control mix
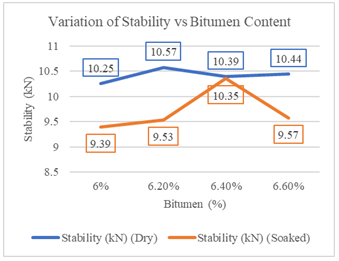
Figure 3: Variation of Flow value vs bitumen content for control mix
2) SMA Mix with different proportion of Steel slag
The incorporation of steel slag into Stone Matrix Asphalt (SMA) mixes was evaluated based on Marshall properties. The dosage levels of steel slags were varied across 15%, 20%, and 25%, with the bitumen content adjusted within the same range as observed in conventional SMA mixes. Experimental investigations revealed that the optimum steel slag content for the SMA mix was 20%. At this dosage, the Marshall properties were observed to be superior compared to those at 15% and 25% steel slag. Consequently, the 20% slag dosage was selected for further studies to determine the fiber content and optimum bitumen content required for assessing various engineering properties.
The results of these assessments are summarized in Table 7, and the corresponding steel slag representations are illustrated in Figure 4, Figure 5 and Figure 6 for Air void, Stability and flow value respectively.
Table 7: Marshall properties of dry and soaked subset for mix with different proportion of Steel slag at Optimum Binder content of 6.2%
|
Dry Subset |
Soaked Subset |
|||||
|
Variation of steel slag |
15% SS |
20 % SS |
25 % SS |
15% SS |
20 % SS |
25 % SS |
|
Gt (g/cc) |
2.37 |
2.42 |
2.47 |
2.37 |
2.42 |
2.47 |
|
Gm (g/cc) |
2.75 |
2.81 |
2.87 |
2.75 |
2.81 |
2.87 |
|
Vv (%) |
4.42 |
4.10 |
4.04 |
4.52 |
4.11 |
4.15 |
|
Vb (%) |
14.70 |
15.02 |
15.30 |
14.69 |
80.87 |
15.28 |
|
VMA (%) |
19.12 |
19.12 |
19.34 |
19.21 |
19.13 |
19.43 |
|
VFB (%) |
76.89 |
78.55 |
79.12 |
76.45 |
78.50 |
78.65 |
|
Flow Value (mm) |
3.58 |
3.77 |
3.77 |
3.51 |
3.62 |
3.62 |
|
Stability value (kN) |
12.14 |
12.39 |
12.34 |
12.09 |
12.29 |
12.34 |
|
ITS Value (kN/mm²) |
0.82 |
0.83 |
0.78 |
0.77 |
0.82 |
0.75 |
|
TSR |
0.94 |
0.98 |
0.96 |
|||
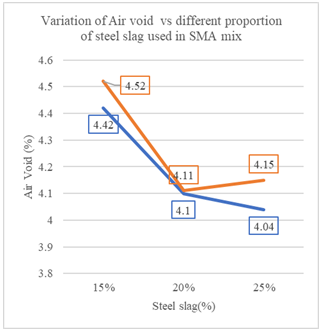
Figure 4: Variation of Air void vs different proportion of steel slag used in SMA mix
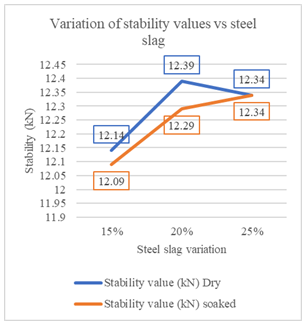
Figure 5: Variation of stability values vs steel slag for modified SMA mix with different proportion of steel slag

Figure 6: Variation of flow value for modified SMA mix with different proportion of steel slag
3) SMA Mix with Optimized Steel slag and Fiber
This section focuses on determining the optimum dosage of fiber for use in the SMA (Stone Matrix Asphalt) mix. Fiber dosages were varied between 0.3% and 0.35%, while the bitumen concentrations used in the mix were 6.0%, 6.2%, 6.4%, and 6.6%. The optimum bitumen content (OBC) required for further investigations was also determined in this study.
Experimental results indicated that the maximum stability and other Marshall parameters were achieved at a bitumen content of 6.2%. The optimum fiber dosage for the mix was observed to be 0.3%, while the optimum bitumen content (OBC) for further evaluation of engineering properties was identified as 6.2%.
The results of these investigations are summarized in Table 8, with the corresponding Marshall properties illustrated in Figure 7, Figure 8, Figure 9 and Figure 10.
Table 8: Marshall Properties for SMA Mix with optimized Steel slag and fiber
|
Dry subset |
Soaked subset |
Dry subset |
Soaked subset |
|
|
Fiber Addition |
0.3%CF |
0.30%CF |
0.35%CF |
0.35%CF |
|
Gt (g/cc) |
2.45 |
2.45 |
2.45 |
2.44 |
|
Gm (g/cc) |
2.84 |
2.84 |
2.84 |
2.84 |
|
Vv (%) |
4.23 |
4.31 |
3.97 |
4.12 |
|
Vb (%) |
14.89 |
14.87 |
15.18 |
15.15 |
|
VMA (%) |
19.12 |
19.18 |
19.14 |
19.27 |
|
VFB (%) |
80.88 |
80.82 |
79.28 |
78.64 |
|
Flow Value (mm) |
3.58 |
3.61 |
3.63 |
3.58 |
|
Stability value (kN) |
12.67 |
12.78 |
12.89 |
12.29 |
|
ITS Value (kN/mm²) |
0.79 |
0.75 |
0.80 |
0.75 |
|
TSR |
0.96 |
0.94 |
||
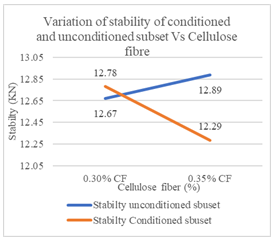
Figure 7: Variation in Marshall stability vs modified SMA mix optimized Steel slag and cellulose fiber
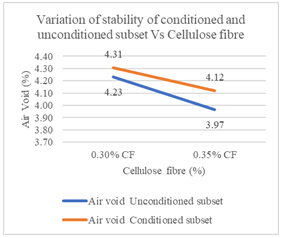
Figure 8: Variation in Air void vs modified SMA mix optimized Steel slag and cellulose fiber
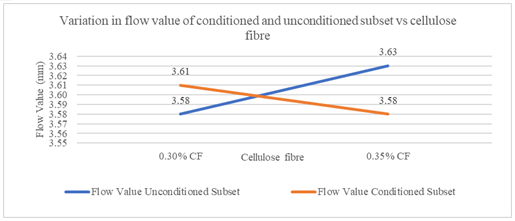
Figure 9: Variation in Flow value vs modified SMA mix optimized Steel slag and cellulose fiber

Figure 10: Variation in ITS and TSR values for different mix type
4) Draindown Test
Draindown of binder is one of the most common features observed in gap-graded bituminous mixes such as Stone Matrix Asphalt and hence the effect of binder content on draindown characteristics of un-compacted fresh mix is an important parameter to address. This test was done in order to assure that binder drain off does not exceed 0.3%. The Draindown characteristics for the SMA mix were conducted for the conventional SMA mixes as well as for the SMA mix with optimized steel slag and fiber as obtained above, the results are tabulated in the
Table 9 as follows, and corresponding graph are displayed in Figure 11, Figure 12 and Figure 13.
Table 9: Drain down Potential Test Results Mix Type
|
Drain down Potential Test Results Mix Type |
Draindown (%) |
|
Conventional SMA |
0.12 |
|
Optimum Steel Slag (20%) |
0.13 |
|
Optimized Steel Slag + 0.3% Fiber |
0.10 |
|
Optimized Steel slag + 0.35% Fiber |
0.08 |
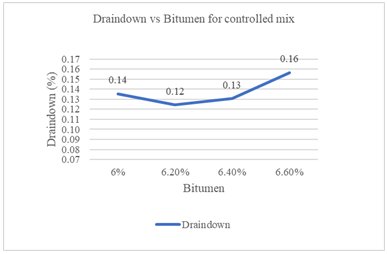
Figure 11: Draindown vs bitumen for controlled mix.
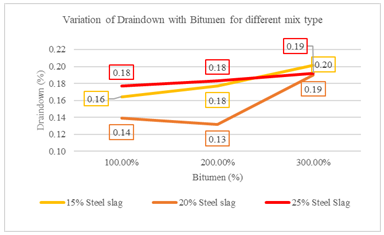
Figure 12: Variation in draindown of different mix type vs bitumen.
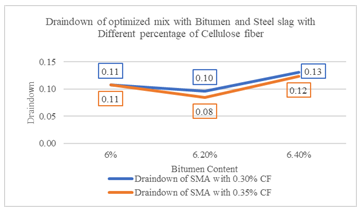
Figure 13: Variation in draindown of mix with optimized steel slag and cellulose fibre.
V. RESULTS AND DISCUSSION
A. Conventional Mix
- The SMA mix with VG-30 binder performed optimally at 6.2% binder content, achieving peak stability of 10.57kN, flow values of 3.51 for conditioned subset while 3.58 for unconditioned subset, air voids of 3.09%–4.11%, and VMA of 17.08%–18.49%. VFB (77.28%–82.90%), TSR (0.96–0.99), and ITS (0.69–0.79 N/mm²) confirmed excellent moisture resistance and durability.
1) Mix With Varying Percentage Of Steel Slag
- 15% Steel Slag: Optimal at 6.2% binder, stability reached 12.14kN, flow ranged 3.44–3.69 mm, air voids 3.78%–4.52%, VMA 18.15%–19.60%, VFB 77.87%–79.17%, TSR 0.96–0.99, and ITS 0.72–0.79 N/mm², indicating reliability and durability.
- 20% Steel Slag: Density ranged 2.41–2.43 g/cc, air voids 4.10%–4.31%, VFB 77.26%–78.62%, stability 12.09–12.70 kN, TSR up to 0.98, and ITS 0.77–0.83 N/mm², showing strong moisture resistance and durability.
- 25% Steel Slag: Highest stability (12.34 kN) at 6.2% binder, lowest air voids (3.95%) at 6.0% binder, and highest density (2.48 g/cc). VFB peaked at 79.12%, ensuring structural integrity.
2) Mix With Optimized Steel Slag And Cellulose Fiber
- 0.30% Cellulose Fiber: Stability decreased slightly (12.21–11.72 kN) with increasing binder content (6.0%–6.4%). Air voids remained consistent (3.98%–4.32%), with VFB >77% and TSR >0.92.
- 0.35% Cellulose Fiber: Stability decreased (12.89–11.72 kN) with increasing binder content. Air voids remained consistent (3.98%–4.32%), with VFB >77% and TSR >0.92, indicating durability.
3) Draindown Test Result
- Conventional Mix: Minimal binder drainage observed, with draindown decreasing from 0.14% at 6.0% binder to 0.12% at 6.2%, ensuring effective binder retention.
- Different steel slag Percentages: Lowest draindown (0.13%) was observed at 20% steel slag and 6.2% binder, ensuring minimal binder loss.
- Optimized steel slag with Cellulose Fiber: Lowest draindown (0.08%) was achieved with 0.35% cellulose fiber and 6.2% binder, while 0.30% fiber at 6.4% binder showed higher draindown (0.13%).
- Overall, SMA with VG-30 binder, 20% steel slag, and 0.35% cellulose fiber at 6.2% binder content delivers optimal stability, durability, and binder retention.6.4% bitumen. Higher fiber content reduces draindown slightly but requires balance with bitumen for durability.
Conclusion
The study on Stone Matrix Asphalt (SMA) using VG-30 binder, varying steel slag percentages, and cellulose fiber demonstrated significant improvements in mechanical properties, durability, and moisture resistance across different mix compositions. The conventional SMA mix performed optimally at 6.2% binder content, achieving a peak stability of 10.57 kN, flow values ranging from 3.16–3.77 mm, air voids between 3.09%–4.11%, and Voids in Mineral Aggregate (VMA) of 17.08%–18.49%. The Voids Filled with Bitumen (VFB) ranged from 77.28%–82.90%, while TSR values (0.96–0.99) and Indirect Tensile Strength (ITS) values (0.69–0.79 N/mm²) confirmed excellent moisture resistance and durability. Incorporating steel slag further enhanced performance. At 25% steel slag, the mix achieved the highest stability (12.34 kN), the lowest air voids (3.95%), and the highest density (2.48 g/cc), with VFB peaking at 79.12%. This indicated better aggregate coating, mix stability, and structural integrity. The addition of cellulose fiber further optimized performance. With 0.35% cellulose fiber, the mix achieved stability values ranging from 12.89–11.72 kN, consistent air voids (3.98%–4.32%), and a TSR greater than 0.92, ensuring reliable moisture resistance and durability. The draindown tests revealed effective binder retention across all mixes. The optimized mix with 20% steel slag, 0.35% cellulose fiber, and 6.2% binder content recorded the lowest binder loss (0.08%), highlighting excellent binder distribution and minimal susceptibility to drainage during transportation and placement. Overall, the findings suggest that SMA with VG-30 binder, 20% steel slag, and 0.35% cellulose fiber at an optimal binder content of 6.2% delivers superior mechanical performance, durability, and moisture resistance while minimizing binder draindown. This optimized mix is a sustainable and cost-effective solution for heavy-duty pavement construction, offering long-lasting structural integrity and environmental benefits.
References
[1] Mogawer, W. S., & Stuart, K. D. (1996). Effects of Mineral Fillers on Properties of Stone Matrix Asphalt Mixtures. Transportation Research Record, 1530(1), p86-94. [2] Valunjkar, Shriniwas. (2010). Utilization of Fly Ash and Steel Slag in Road Construction – A Comparative Study. ResearchGate, Govt. College of Engineering, Aurangabad, India. [3] A.Behnooda, M. Amerib (2012) presented paper on “Experimental investigation of stone matrix asphalt mixtures containing steel slag” Scientia Iranica, Transactions A: Civil Engineering. [4] Sinha, Anil & Havanagi, Vasant & Mathur, Sudhir. (2013). Steel slag waste material for the construction of road. Indian Highways. 41. p15-22. CRRI New Delhi [5] Sarang, Goutham & Lekha, B. & Krishna, G. & Ravi Shankar, A. (2015). Comparison of Stone Matrix Asphalt mixtures with polymer-modified bitumen and shredded waste plastics. Road Materials and Pavement Design. [6] Fakhri, M., & Ahmadi, A. (2017). Recycling of steel slag and steel slag aggregates into the warm mix asphalt: A performance evaluation. Construction and Building Materials, p630-638. [7] Groenniger, J., Falchetto, A. C., Isailovi?, I., Wang, D., &Wistuba, M. P. (2017). Experimental investigation of asphalt mixture containing Linz-Donawitz steel slag. Journal of Traffic and Transportation Engineering (English Edition), p372-379. [8] Shiva Kumar, G., & Ravi Shankar, A. U. (2020). Evaluation of workability and mechanical properties of stone matrix asphalt mixtures made with and without stabilizing additives. Transportation Infrastructure Geotechnology, p191-204. [9] Pasetto, Marco & Baliello, Andrea & Giacomello, Giovanni & Pasquini, Emiliano. (2023). The Use of steel lags in Asphalt Pavements: A State-of-the-Art Review. Sustainability. [10] IRC Standards, ASTM Standards [11] IRC: 120-2015 Recommended practice for recycling of bituminous pavements, New Delhi, Indian Roads Congress, June 2015. [12] IRC: SP:79- 2023 Specifications for stone matrix asphalt (first Revision), Indian Roads Congress, New Delhi, December 2023 [13] AASHTO: MP 8 Standard Specification for Stone Matrix Asphalt (SMA) American Association of State Highway and Transportation Officials (AASHTO), Washington DC, 2007 [14] QIS: 122 Designing and Constructing SMA Mixtures— State-of-the-Practice, National Asphalt Pavement Association, Maryland, Revised 03/02. [15] T 166 Bulk specific gravity of compacted asphalt mixtures using saturated surface-dry specimens. American Association of State Highway and Transportation Officials (AASHTO), Washington DC, 2022. [16] AASHTO T 283 Standard Method of Test for Resistance of Compacted Asphalt Mixtures to Moisture-Induced Damage, American Association of State Highway and Transportation Officials (AASHTO), Washington DC, 2022 [17] MORTH-Specifications for road and bridge work (5th Revision), Indian Road Congress, New Delhi, 2013 [18] ASTM D6926-20: Standard Practice for Preparation of Asphalt Mixture Specimens Using Marshall Apparatus Other References: [19] H.P. Bitumen Handbook (2002).
Copyright
Copyright © 2025 Er. Pawan Kumar, Er. Ajay Kumar Duggal. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET66827
Publish Date : 2025-02-04
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online