

Ijraset Journal For Research in Applied Science and Engineering Technology
Acidic and Enzymatic Hydrolysis of Corn Cobs for Biofuel Production
Authors: Anushree Jha, Dr. Madhu Rani Sinha
DOI Link: https://doi.org/10.22214/ijraset.2025.66877
Certificate: View Certificate
Abstract
This study extensively explores the use of both acidic and enzymatic hydrolysis methods for the degradation of corn cobs into fermentable sugars, which can be further processed into bioethanol. Corn cobs, as a significant form of lignocellulosic biomass, offer a promising alternative for sustainable biofuel production due to their abundance and high polysaccharide content. Acidic hydrolysis was carried out using dilute sulfuric acid, while enzymatic hydrolysis employed cellulase and hemicellulase enzymes. These two methods were compared to evaluate their efficiency in converting the cellulose and hemicellulose components of corn cobs into fermentable sugars. Multiple reaction conditions, such as temperature, enzyme concentration, and reaction time, were optimized for both processes to maximize sugar yield. The study also evaluated the production of degradation by-products, which could affect the fermentation process. The results showed that while acidic hydrolysis provided a faster sugar yield, enzymatic hydrolysis offered a more controlled breakdown of the biomass with fewer inhibitory by-products. This work provides insights into the optimization of biomass conversion for bioethanol production and highlights the potential of corn cobs as a biofuel feedstock.
Introduction
I. INTRODUCTION
The growing need for alternative and renewable energy sources has spurred significant interest in bioethanol as a sustainable fuel. Bioethanol is produced from various biomass resources, including sugars, starches, and lignocellulosic materials. Among these, lignocellulosic biomass has garnered attention due to its abundance, cost-effectiveness, and minimal competition with food sources [1]. Lignocellulosic materials, such as agricultural residues, grasses, and wood, contain cellulose, hemicellulose, and lignin, which can be hydrolyzed into fermentable sugars for bioethanol production [2].
Corn cobs, a by-product of maize cultivation, are considered one of the most promising lignocellulosic feedstocks due to their high cellulose (35–45%) and hemicellulose (25–35%) content [3]. These polysaccharides can be hydrolyzed into glucose, xylose, and other sugars, which can then be fermented into bioethanol. However, the complex and recalcitrant nature of lignocellulosic biomass poses challenges to efficient hydrolysis. Therefore, developing efficient hydrolysis methods is crucial to maximize the release of fermentable sugars. Two primary methods for hydrolyzing lignocellulosic biomass are acidic hydrolysis and enzymatic hydrolysis. Acidic hydrolysis involves the use of dilute or concentrated acids to break down the hemicellulose and cellulose into monomeric sugars [4]. Enzymatic hydrolysis, on the other hand, employs cellulase and hemicellulase enzymes to catalyze the hydrolysis of cellulose and hemicellulose under milder conditions [5]. Both methods have their advantages and drawbacks. Acidic hydrolysis is faster and can achieve high sugar yields, but it often results in the formation of inhibitory by-products such as furfural and hydroxymethylfurfural (HMF) that can hinder downstream fermentation. Enzymatic hydrolysis is more selective and produces fewer inhibitors but is typically slower and more expensive due to the cost of enzymes. This study aims to compare the efficiency of acidic and enzymatic hydrolysis in breaking down corn cobs into fermentable sugars. Specifically, we investigate the optimal conditions for both processes in terms of temperature, reaction time, enzyme concentration, and sugar yield. Furthermore, the formation of degradation by-products and their impact on sugar yield and potential fermentation are also analyzed.
II. MATERIALS AND METHODS
A. Raw Material Preparation
Corn cobs used in this study were obtained as agricultural waste from local maize farms. After collection, the corn cobs were air-dried to reduce moisture content and then milled into fine particles using a laboratory mill. The particle size was reduced to 1–2 mm to increase the surface area for hydrolysis. The dried and milled corn cobs were stored in airtight containers at room temperature until further use.
B. Acidic Hydrolysis
For acidic hydrolysis, 2% (w/v) sulfuric acid (H?SO?) was used as the hydrolyzing agent. A pre-determined amount of corn cob biomass (10 g) was mixed with the sulfuric acid solution in a 250 mL Erlenmeyer flask. The mixture was subjected to different temperatures (90°C, 100°C, and 110°C) and reaction times (30, 60, and 90 minutes) in a water bath. After hydrolysis, the mixture was neutralized with calcium hydroxide (Ca(OH)?) to a pH of 6–7, filtered through Whatman No. 1 filter paper, and the filtrate was collected for sugar analysis. The yield of reducing sugars was determined using the dinitrosalicylic acid (DNS) method [6].
C. Enzymatic Hydrolysis
Enzymatic hydrolysis was carried out using a commercial enzyme cocktail containing cellulase and hemicellulase (from Trichoderma reesei and Aspergillus niger, respectively). The corn cob biomass was pre-treated with hot water at 80°C for 30 minutes to remove soluble components and increase enzyme accessibility. After cooling, the biomass was suspended in a sodium citrate buffer (0.05 M, pH 4.8) and enzymatically hydrolyzed at 50°C for 72 hours. The enzyme loading was varied between 5 and 20 FPU (Filter Paper Units) per gram of biomass. Samples were collected at intervals (0, 12, 24, 48, and 72 hours) and analyzed for sugar content using the DNS method [7].
D. Analytical Methods
The concentration of reducing sugars was determined spectrophotometrically by the DNS method, which measures the reduction of DNS reagent by reducing sugars to form a colored complex. Glucose was used as the standard for calibration, and sugar concentration was expressed as grams of glucose equivalent per gram of dry biomass (g/g). Additionally, the concentration of inhibitory by-products such as furfural and HMF was measured using high-performance liquid chromatography (HPLC) equipped with a refractive index detector and a Bio-Rad Aminex HPX-87H column [8].
E. Statistical Analysis
Data were statistically analyzed using analysis of variance (ANOVA) to determine the significance of various factors (temperature, enzyme loading, time) on the yield of reducing sugars. Mean values were compared using Tukey's test at a significance level of p < 0.05. All experiments were conducted in triplicate, and data were expressed as mean ± standard deviation.
III. RESULTS AND DISCUSSION
A. Yield of Reducing Sugars from Acidic Hydrolysis
Table 1 presents the results of the reducing sugar yield from acidic hydrolysis at different temperatures and reaction times. As seen, the yield of reducing sugars increased with both temperature and reaction time. Higher temperatures and longer hydrolysis times resulted in higher sugar yields, likely due to the increased breakdown of hemicellulose and cellulose at elevated conditions. The highest sugar yield of 0.48 g/g was achieved at 110°C for 90 minutes.
Table 1: Yield of reducing sugars (g/g dry biomass) in acidic hydrolysis of corn cobs under different conditions.
|
Temperature (°C) |
Reaction Time (min) |
Sugar Yield (g/g) |
|
90 |
30 |
0.22 |
|
90 |
60 |
0.30 |
|
90 |
90 |
0.35 |
|
100 |
30 |
0.28 |
|
100 |
60 |
0.38 |
|
100 |
90 |
0.40 |
|
110 |
30 |
0.34 |
|
110 |
60 |
0.42 |
|
110 |
90 |
0.48 |
The rapid increase in sugar yield at higher temperatures suggests that acidic hydrolysis is highly effective at breaking down the hemicellulose content of corn cobs. However, it was observed that at 110°C and longer reaction times, there was an increase in the formation of by-products such as furfural and HMF, which could inhibit subsequent fermentation steps. This suggests that while higher temperatures can enhance sugar release, they also promote the degradation of sugars into unwanted by-products.
B. Enzymatic Hydrolysis: Effect of Enzyme Loading and Time
The results of enzymatic hydrolysis showed that increasing enzyme loading resulted in higher sugar yields, although a plateau was reached at 20 FPU/g biomass. Table 2 shows the yield of reducing sugars over time for different enzyme loadings. The highest sugar yield of 0.42 g/g was obtained after 72 hours of hydrolysis with an enzyme loading of 20 FPU/g. The results indicate that the enzymatic hydrolysis of corn cobs was slower than acidic hydrolysis, but with fewer degradation by-products.
Table 2: Yield of reducing sugars (g/g dry biomass) during enzymatic hydrolysis of corn cobs at various enzyme loadings.
|
Enzyme Loading (FPU/g) |
Sugar Yield (g/g) at 72 hours |
|
5 |
0.30 |
|
10 |
0.36 |
|
15 |
0.40 |
|
20 |
0.42 |
C. Comparison of Acidic and Enzymatic Hydrolysis
The comparison between acidic and enzymatic hydrolysis is illustrated in Figure 1, which shows the sugar yields for both methods over time. While acidic hydrolysis provided a faster release of sugars, enzymatic hydrolysis showed a more gradual increase in sugar yield over time. Moreover, the enzymatic process produced significantly fewer inhibitory by-products, making it more suitable for downstream fermentation.
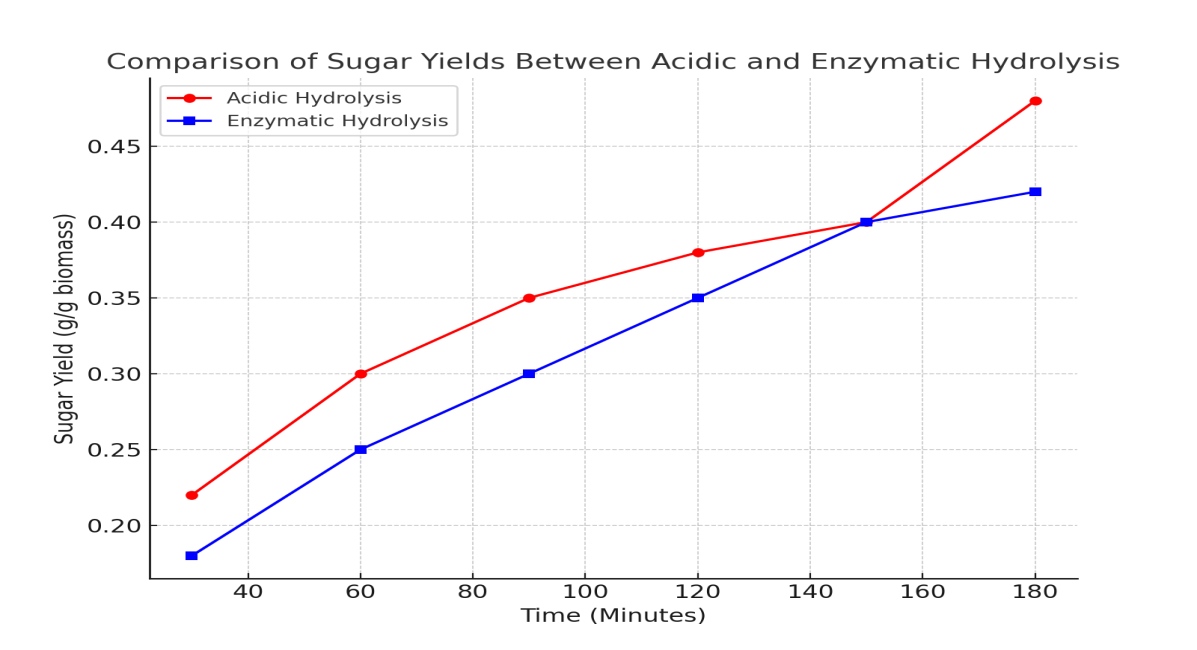
Figure 1: Comparison of sugar yields between acidic and enzymatic hydrolysis of corn cobs over time.
Conclusion
This study demonstrates that both acidic and enzymatic hydrolysis methods can effectively convert corn cobs into fermentable sugars. Acidic hydrolysis was faster and achieved higher sugar yields in a shorter time frame, particularly at higher temperatures and longer reaction times. However, the increased production of inhibitory by-products in acidic hydrolysis suggests that careful optimization of conditions is necessary to minimize these side products. Enzymatic hydrolysis, while slower, offered a more controlled and selective conversion process, with fewer by-products that could hinder fermentation. The optimal enzyme loading for corn cob hydrolysis was found to be 20 FPU/g biomass, which provided the highest sugar yield after 72 hours of hydrolysis. These findings provide valuable insights for the optimization of hydrolysis processes in bioethanol production from corn cobs and highlight the potential of corn cobs as a sustainable feedstock for biofuel production.
References
[1] Mohanty B, Abdullahi II. Bioethanol production from lignocellulosic waste-a review. Biosci. Biotechnol. Res. Asia. 2016 Jun 1;13(2):1153-61. [2] Hossain Z, Sahu JN, Suely A. Bioethanol production from lignocellulosic biomass: an overview of pretreatment, hydrolysis, and fermentation. Sustainable utilization of natural resources. 2017 Mar 16:145-86. [3] Guo Y, Liu G, Ning Y, Li X, Hu S, Zhao J, Qu Y. Production of cellulosic ethanol and value-added products from corn fiber. Bioresources and Bioprocessing. 2022 Aug 13;9(1):81. [4] Loow YL, Wu TY, Md. Jahim J, Mohammad AW, Teoh WH. Typical conversion of lignocellulosic biomass into reducing sugars using dilute acid hydrolysis and alkaline pretreatment. Cellulose. 2016 Jun;23:1491-520. [5] Wyman CE, Decker SR, Himmel ME, Brady JW, Skopec CE, Viikari L. Hydrolysis of cellulose and hemicellulose. Polysaccharides: Structural diversity and functional versatility. 2005 May;1:1023-62. [6] Jaffur NB, Jeetah P, Kumar G. Harnessing the Power of Mauritius Hemp Fibres for Polyhydroxybutyrate Biopolymer Synthesis. InInnovation, Social Responsibility and Sustainability 2023 Dec 14 (pp. 139-171). Emerald Publishing Limited. [7] Zhang Y, Yang J, Luo L, Wang E, Wang R, Liu L, Liu J, Yuan H. Low-cost cellulase-hemicellulase mixture secreted by Trichoderma harzianum EM0925 with complete saccharification efficacy of lignocellulose. International journal of molecular sciences. 2020 Jan 7;21(2):371. [8] Sahu TK, Sahu VK, Mondal A, Shukla PC, Gupta S, Sarkar S. Investigation of sugar extraction capability from rice paddy straw for potential use of bioethanol production towards energy security. Energy Sources, Part A: Recovery, Utilization, and Environmental Effects. 2022 Mar 31;44(1):272-86.
Copyright
Copyright © 2025 Anushree Jha, Dr. Madhu Rani Sinha. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET66877
Publish Date : 2025-02-09
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online