

Ijraset Journal For Research in Applied Science and Engineering Technology
Analysis and Characterization of Coconut Shell Particulates Filled HDPE Composites
Authors: Jeganathan. S, Yuvaraj. K, Dr. Balaji Ayyanar. C
DOI Link: https://doi.org/10.22214/ijraset.2024.63977
Certificate: View Certificate
Abstract
This project mainly focuses on evaluating the mechanical property of composite material that consist of High-density polyethylene (HDPE) and Coconut shell powder (CS). The matrix material is High-density polyethylene (HDPE), and reinforcement is Coconut Shell (CS) particles were created with varying weight percentages (0, 10, 20 and 30wt. percent) using the injection molding process and were tested for strength. The elemental compositions of HDPE/CS new composites were investigated mechanical characterization and FEA software analysis. The varies wt. % such that (0,10,20, and 30 wt%) CS particulates-filled HDPE composite revealed the maximum compressive strength, Shore A hardness, Tensile test, Flexural test was founded. Then the Catia V5 software FEA structural analysis test was conducted such that structural analysis and thermal analysis. The HDPE/CS composites would be utilized for applications requiring low strength rack and pinion gear, light weight, electrical insulating component, home appliances, automobile interior parts, low power transmission spur gears, automobile brake fluid reservoir, automobile radiator water storage tank.
Introduction
I. INTRODUCTION
A material system is a mixture or combination of two or more constituents that differ in form of chemical composition and are insoluble in each other. Constituent material or phases must have significantly different properties for it to combine them thus metals and plastics are not considered as composites although they have a lot of fillers and impurities. The two category of the composites are a matrix and another one is reinforcement. The main advantage of composite materials is their high strength and stiffness, combined with low density, when compared with bulk materials, allowing for a weight reduction in the finished part. High performance demands on engineering materials have led to extensive research and development of new and improved materials, such as composite materials used for structural purposes. A composite material is a macroscopic, physical combination of two or more material in which one material usually provides reinforcement.
In most composites one material is continuous and is termed the matrix, while the second usually discontinuous phases, is termed the reinforcement, in some called filler is applied. A polymer matrix composite (PMC) is a composite material composed of a variety of short or continuous fibers bound together by an organic polymer matrix. PMCs are designed to transfer loads between fibers through the matrix.
POLY MER
↓ ↓
Many repeats unit
A polymer is a large molecule (macromolecule) composed of repeating structural units connected by covalent chemical bonds. Polymer matrix composites (PMC) is the material consisting of a polymer (resin) matrix combined with a fibrous reinforcing dispersed phase. Polymer matrix composites are very popular due to their low cost and simple fabrication methods. The matrix material is consisting of High-density polyethylene (HDPE), or polyethylene high density (PEHD) is a thermoplastic polymer produced from the monomer ethylene. It is sometimes called “alkathene” or “polythene” when used for HDPE pipes. The HDPE having some good characteristics are high strength to density ratio, High impact strength, good fatigue, Abrasive wear resistance, Low coefficient of friction, Excellent chemical resistance, Moderate stiffness and rigidity. The HDPE is commonly recycled and has the number “2” as its resin identification code. The reinforcement is used in natural coconut shell is the strongest part covered in coconut fruit. This shell naturally created to protect the inner part of coconut. Coconut shell is high potential material due to its high strength and modulus properties. Coconut shell powder exhibits admirable properties compared to other materials such as low cost, renewable, high specific strength to weight ratio, low density less abrasion to machine and environmentally friendly.
II. LITERATURE REVIEW
In the recent years there is a fast growth in natural fiber-based polymer composites due to it varies attractive features likes biodegradability no abrasiveness, flexibility, availability, low cost, light weight etc. different researchers have performed various experiments to enhance the mechanical properties of natural fiber-based polymer composites.
[1] Aigbodion, V.S., Atuanya, C.U., Igogori, E.A. & Ihom, P. (2013). Development of high-density polyethylene /orange peels particulate bio-composite, Gazi University Journal of Science. 26 (1), 107-117. Renewable resources such as natural fillers in the field of particles reinforced materials with their new range of applications represent an important basis to fulfill the ecological objective of creating environmentally friendly materials. In views of enormous advantages, a study on composites using orange peels particles as a reinforcing material and high-density polyethylene (HDPE) as a novel matrix has been made. The composite was first compounded to produce homogeneity of the particles in the matrix, and then it was compacted into flat plates. The composites were produced by varying the orange peels particles (uncarbonized and carbonized) from 5-25wt%. The properties of HDPE reinforced with orange peels have been studied using mechanical tests and microstructural analysis.
[2] Andrzej KBA, Abdullah AM, Jürgen V (2010) Barley husk and coconut shell reinforced polypropylene composites: The effect of fiber physical, chemical, and surface properties. Compos Sci Technol 70: 840-846. The main objective of this research was to study the potential of grain by-product such as barley husk, coconut shell as reinforcements for thermoplastic as an alternative or together with wood fibers. Thermal degradation characteristics of those fibers were studied to investigate the feasibility of these fibers to the processing point of view. The particle morphology and particle size was investigated by scanning electron microscopy. Water absorption properties of the fibers were studied to evaluate the viability of these fibers as reinforcements. The chemical composition and surface chemistry of those fibers were also determined to evaluate its importance in determining the end-use properties of composites.
Polypropylene composites were fabricated using a high speed mixer followed by injection molding with 40 wt.% of fiber load. Tensile and Charpy impact strength of resulting composites were investigated.
[3] C. Balaji Ayyanar, K. Marimuthu, Characterization and in vitro cytotoxicity evaluation of fish scale and seashell derived nano-hydroxyapatite high-density polyethylene composite, Polymers and Polymer Composites. (2020) 1-9.
Design, fabrication, and characterization of natural fillers loaded HDPE composites for domestic applications This work aims to incorporate lignocellulosic coconut coir (CC) fillers into the HDPE matrix for domestic cloth clip product development where the strength is less significant. The structural, mechanical, and thermal properties of HDPE composites with varying weight fractions of CC fillers (10, 20 wt%) were investigated. The die for product development was designed through Pro-E software and manufactured with relevant machining processes. The composites were fabricated through the injection molding technique as per ASTM standards. Using scanning electron microscopy (SEM) and energy dispersive X-ray (EDX) analysis, the microstructure and various proportions of elements present in the composites were investigated. The presence of different functional groups and their vibrations were identified through the Fourier-transform infrared spectroscopy (FTIR) technique. The experimental mechanical results reveal the positive effect of CC fillers in the HDPE matrix, and the results were a maximum of 20 wt% CC filler incorporation.
[4] C. BalajiAyyanar C, K. Marimuthu, Investigation on the morphology, thermal properties and in vitro cytotoxicity of the fish scale particulates filled high-density polyethylene composite, Polymers and Polymer Composites. (2019) 1-12. The high-density polyethylene (HDPE) and fish scale particulates are in the ratio of 10:3 (matrix 100 g: filler 30 g) which is filled and blended with thermoplastic composites and are then fabricated by the injection molding machine. In this work, the thermal energy absorption is obtained as 103.9 J g−1 that melts onset temperature at 121.75°C and melts peak temperature at 129.98°C of the specimen using differential scanning calorimetry instrument.
A gradual mass degradation and decomposition of the prepared samples were analyzed from the thermogravimetric analysis. Evaluation of microstructure, surface morphology, and elemental analysis was carried out using field emission scanning electron microscope. The presence of functional groups in the polymeric materials was identified using Fourier transform infrared spectroscopy. The cytotoxicity testing of composites has been carried out using MG 63 cell line. In these studies, five different volumes of liquid extract of the prepared specimen having different concentrations (10, 20, 30, 40, and 50 μL) were allowed to interact with fresh cell culture medium for 24 h. The cell viability, cell morphology, and the levels of cytotoxicity of the composite specimen were studied as per ISO 10993:12 and ISO 10993:5 test standards. It was found that the natural fiber filled composite showed none to slight cytotoxic reactivity to MG-63 cells after 24 h contact. The cytotoxicity level of fish scale particulate filled HDPE composite material was compared with standard reactivity level and it was confirmed to have low toxic level (none to slight).
[5] Husseinsyah and Mostapha (2011) investigated the impact of coconut shell particle content on the mechanical, water absorption, and morphological properties of coconut shell particle-reinforced polyester composites. Particulate composites were created by introducing coconut shell particles at various contents of 0, 15, 30, 45, and 60 weight percent (php) into a polyester matrix. The study revealed that an increase in coconut shell particle content led to an improvement in tensile strength and Young's modulus, as well as an increase in water absorption. However, this increase in particle content resulted in a reduction in elongation at break. The scanning electron microscopy study indicated that the rise in filler content heightened the interaction between the particles and the matrix.
III. METHODOLOGY
This research papers process flow chart represented the varies work methodology are followed given below fig 1. Here discussed below varies operation are carried out such that material selection and preparation, fabrication of composites, injection molding process, specimen preparation, testing and result.
A. Material Selection
In this work we have used matrix and reinforcement materials are HDPE and Coconut shell powder composites. The waste coconut shell was used as the filler to produce HDPE composite. The coconut shell has a density of 1.6 g/ cm 3. The commercially available HDPE, procured from king polymers from Coimbatore (India), was used as a matrix. It has a density of 0.91 g cm−3, melting point of 125° C, tensile strength of 16 MPa, and melt flow index of 6 g/10 min at 190°C and 2.16 kg.
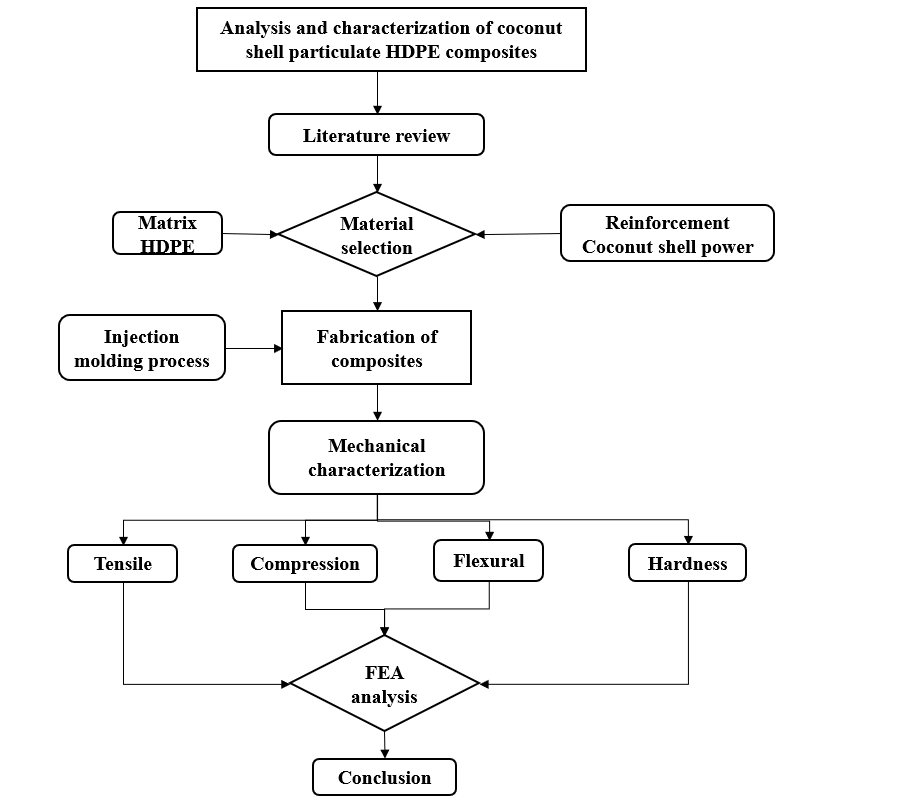
Figure 1. Process flow chart.
B. Material Preparation
The coconut shell was collected from a former agriculture land in local area kaniyur, coimbatore, Tamil Nadu (India). The given below fig 2 flow chart for coconut shell preparation method here. The coconut shell was cleaned repeatedly with the adhering dust and soluble impurities from their surface. The cleaned shell was kept in the sunshine for 1 day and dried. It was then crushed to convert in small pellets form, then after once again crushed the charcoal form to make it. Finally, the charcoal to crush got it the coconut shell powder form. The powder having particulates of 15–30-µm size.
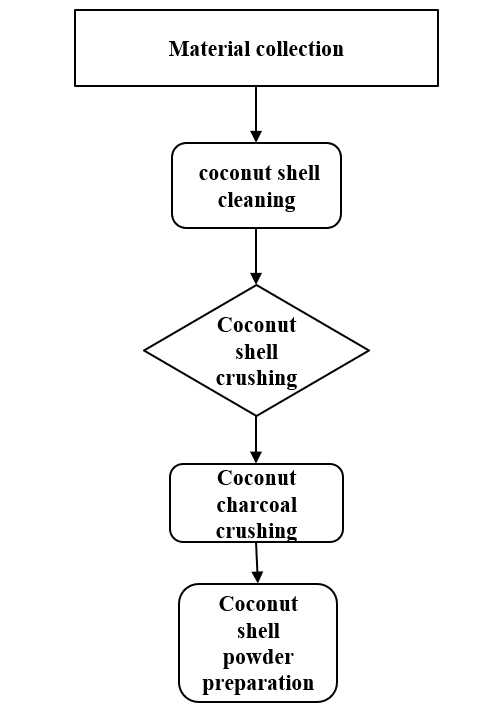
Figure 2. CS power preparation flow chart
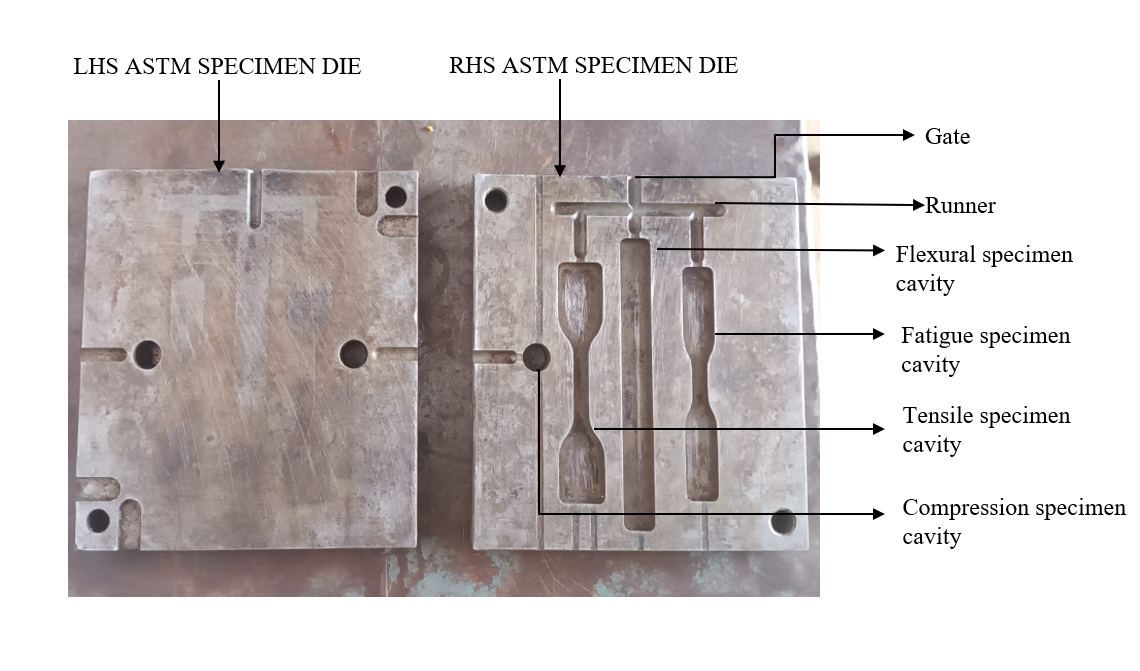 Figure 3. ASTM specimen injection molding die
Figure 3. ASTM specimen injection molding die
C. Fabricaion Of Composites Specimen
1. CONFIGURATION OF INJECTION MOLDING DIE
The machined the injection molding die split up such as LH side and RH side is shown in Figure 3.
D. Molding Of Polymer Composite
The die is made of steel which has two splits up such as LH side and RH side of specimen shape in the form of a cavity with a suitable size as shown in fig 3. The dies are provided with a cavity at the injection to mix the melted semi-solid mixture of coconut shell particulates with HDPE. The coconut shell particulates filled HDPE and mixture were fed into a heated barrel pushed into a cavity where it is cooled and hardened to the configuration of the mold cavity.
The filled mixture of required quantity was pushed to specimen cavities through the small circular passage to get the cured specimens. The specimen cavity has both ends extended portion to accommodate the excess mold material. The molded specimens are used for further studies.
E. Injection Molding Process (Vertical Type)
The matrix material to load the hopper of the injection molding machine. To melt the sample mixtures, the required quantity of preheated coconut shell particulates and HDPE have been taken in the heating chamber for a few minutes.
The heated and blended semisolid pressurized mixture was placed into the cavities in the die to fabricate the molded composite specimen. The obtained composite specimens were then removed from the die and unwanted portions were trimmed out. The temperature was slowly controlled to keep the fillers in the matrix without any remarkable change. The temperature (80°C to 110°C) was preferred in the injection molding process to control the melting and thermal degradation of coconut shell particulates present in the composite.
F. Advantage Of Vertical Injection Molding Process
- Easy to operate,
- Easy to insert molding, Mold faces up, insert into the positioning is easy.
- Low cost
- Easy to uninstall.
- Suitable of small-batch production
G. Vertical Injection Moulding Machine
The vertical plastic injection molding machine parts are highlighted given below fig 4.
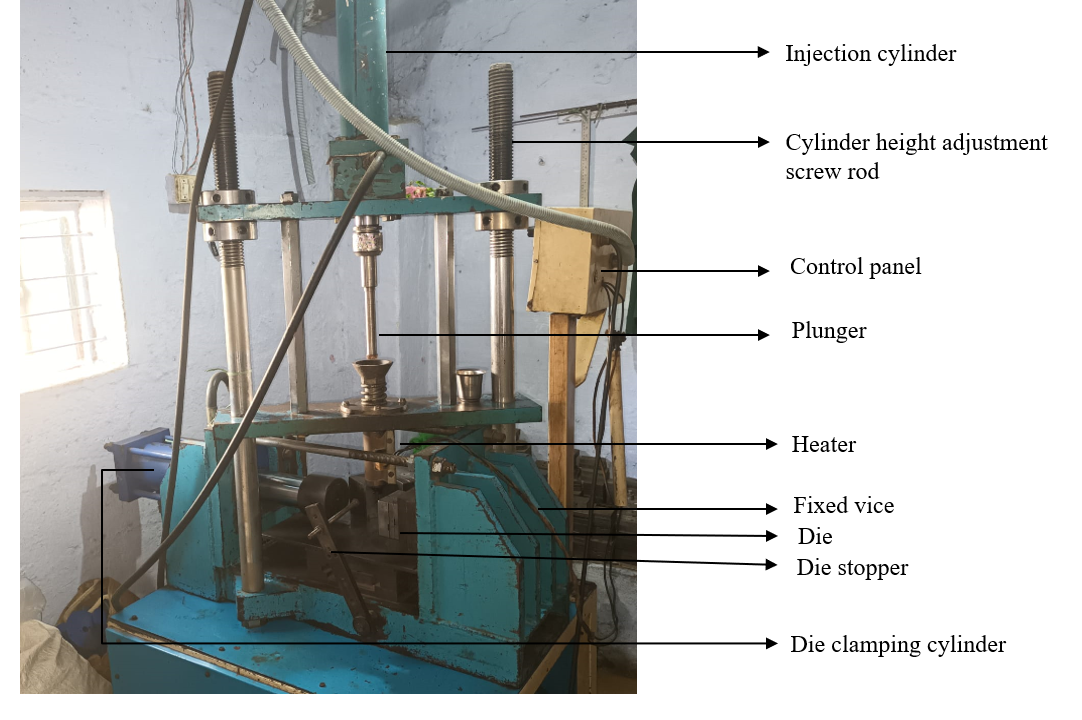
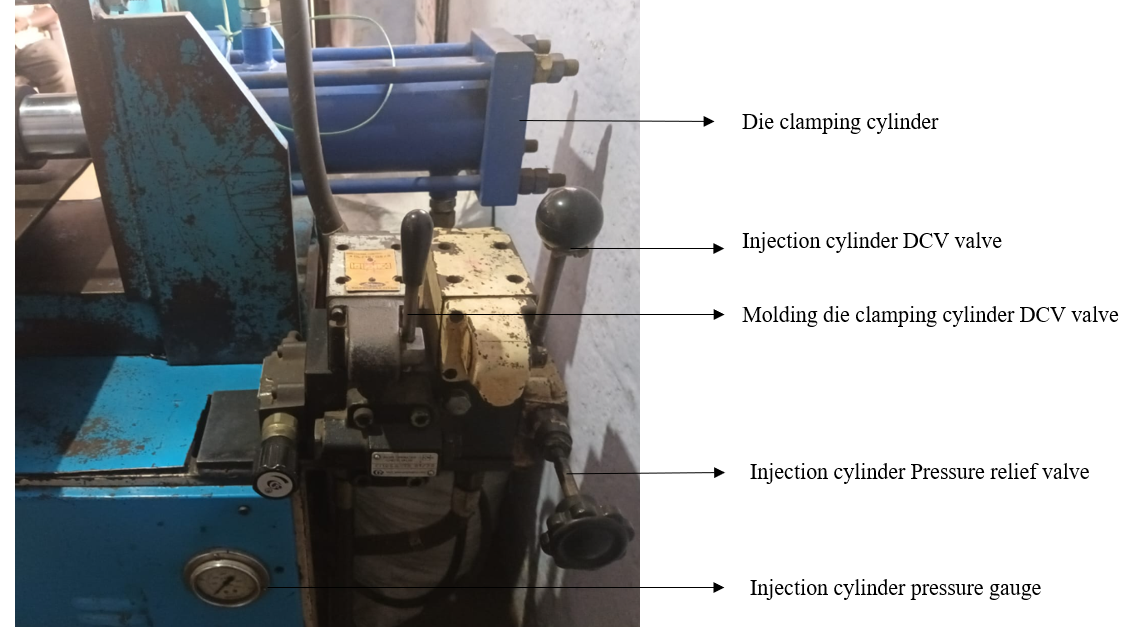 Figure 4. Vertical injection molding machine
Figure 4. Vertical injection molding machine
Table 1. Vertical Injection Molding Machine Specifications
|
S NO |
Description |
Range |
|
1 |
Die clamping methodology |
Hydraulic cylinder |
|
2 |
Hopper capacity |
60 grams |
|
3 |
Heater power supply |
230 Volt, AC power source |
|
4 |
Injection methodology |
Hydraulic motion |
|
5 |
Hydraulic pressure |
50 – 60 bars |
|
6 |
Powerpack motor capacity |
3HP, 3P, 230V, AC |
|
7 |
Cycle time |
30 seconds/3 pieces |
|
8 |
Powerpack oil reservoir capacity |
40 litters |
|
9 |
Hydraulic fluid |
VG32, servo 32 oil |
H. Molding Of Hdpe Polymer Specimen
- STEP 1
The initial hopper should be cleaned very well and feed the raw material HDPE (pellets shape) to the top of the hopper.
- STEP 2
To locate the die for exact to coincide the inject orifice with the help of the clamping cylinder to clamping the die. Then now to set the die location stopper (like rigid structure) for avoiding misalignment.
- STEP 3
Now the machine heater switches to be on. To set the temperature of poured material, now the heater is working after a few minutes later the raw material to phase change. Now the state ready to inject the material through the die.
- STEP 4
The readily material in the hopper to the next sequence of the injection process. To inject the material through die with the help of a hydraulic motion reciprocating cylinder to plunge inside the hopper. The cylinder working pressure is 50 bar, the direction control valve is manually operated to downward then the cylinder was moving in the towards die side.
The material was flowing through the gate system and fulfilled in the die cavity. The air vent holes to flashing the raw material. Now stop the injection process. After the direction control valve is active the cylinder upward motion occurs. The material solidification time is very less few seconds was sufficient.
- STEP 5
To dismantle the die clamping vice cylinder with help of DCV.
- STEP 6
To split the die in LHS & RHS. Finally, the molded product is taken from the die.
- STEP 7
To remove the runner excess material. Finally, our objective of polymer composites was produced well.
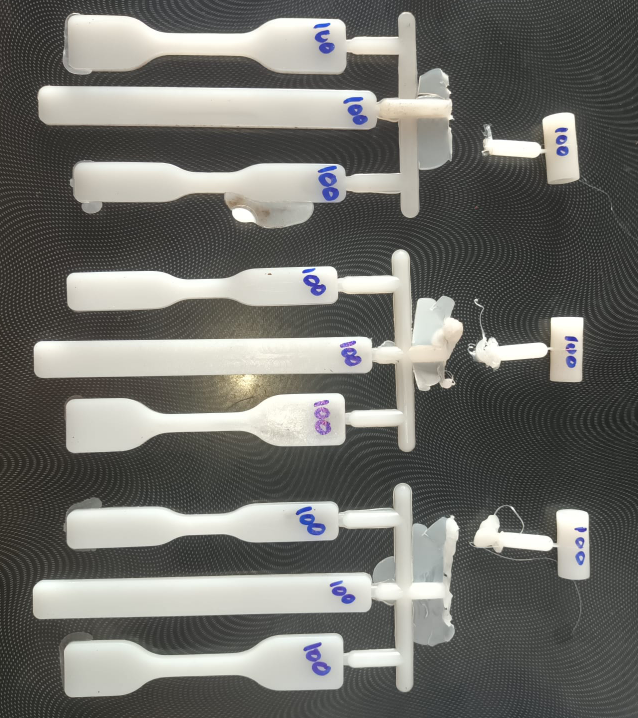
Figure 5. HDPE after injection molding specimen

Figure 6. HDPE after injection molding specimen weight
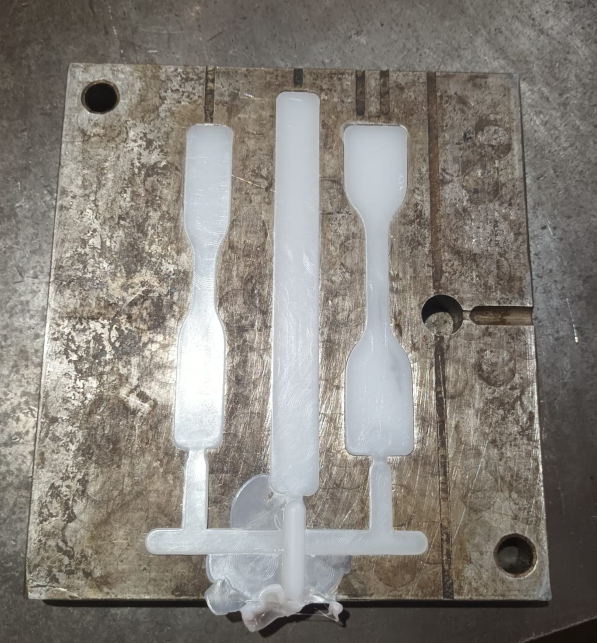
Figure 7. HDPE injection molding specimen in die
I. Procedure For HDPE With Coconut Shell Powder Composites
Repeat the step 1 to step 7 for different composite weight percentage (0,10,20,30 wt%) to make different composites test specimen are make it, the varies sample as shown in below fig 8.
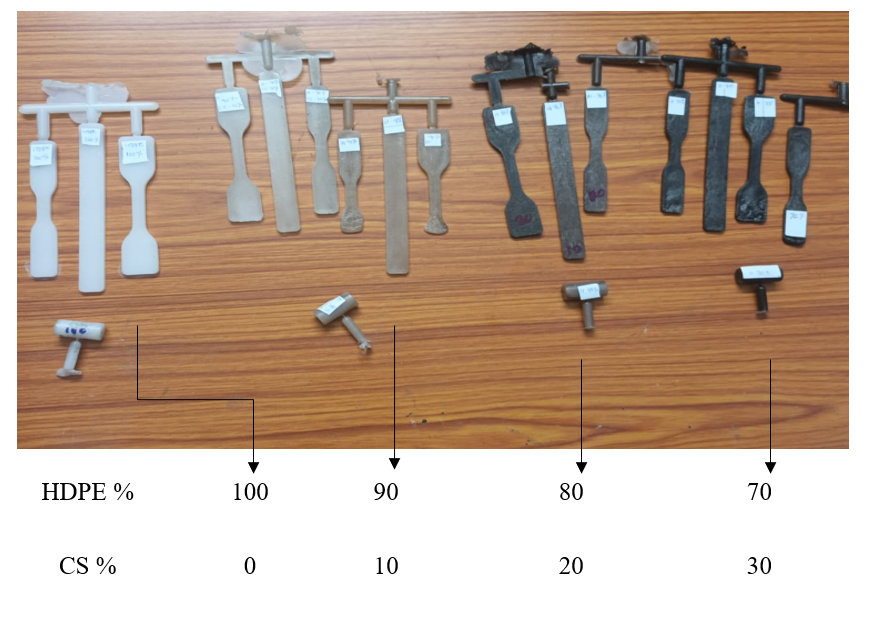
Figure 8. HDPE filled CS after injection molding specimen.
IV. EXPERIMENTAL ANALYSIS
A. Mechanical Characterisation Of HDPE/CS Composites
To evaluate its critical characteristics of the HDPE filled with coconut shell polymer composite specimen. The following characteristics were evaluated to assess mechanical properties. After the fabrication of the composite, the sample was carried out for investigated the following tests such as Compression, Hardness, Tensile, Flexural strength.
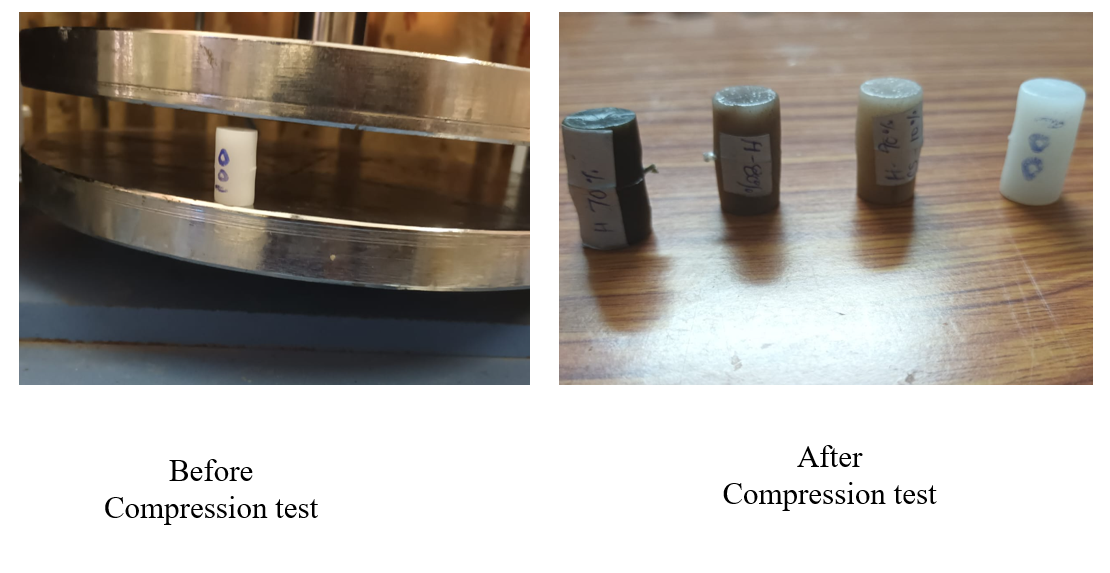
Figure 1. HDPE/CS before/ after compression test specimen
B. Compressive Strength
The compression strength of the varies 0,10,20,30 wt. % coconut shell particulate blended HDPE composite specimens were carried out as per the ASTM D695 as shown in fig 1. The test was conducted using Deepak Poly Plast (Gujarat, India) Universal Tester (30kN capacity) at Coimbatore Institute of Technology, Coimbatore. The test was conducted at a traveling speed of 5 mm/min, grip length 25mm by gradually increasing the load. The report has shown in figure 2 to 5. The average compressive stress was found at varies 0,10,20,30 wt% percentage given below table 1, the result was 7.81, 9.2, 10.44, 14.31 N/MM^2. The compression test comparison bar chart is shown in fig 6. The best sample is 4 (70:30). Here fig 7. representing compression tested samples before and after.
Table 1. comparison of Compression strength
|
Sample (WT%) |
Max force (N) |
Max deflection (MM) |
Area (MM^2) |
Compressive strength (N/MM^2) |
|
1. HDPE 100/CS 0 |
959.09 |
6.77 |
122.65 |
7.81 |
|
2. HDPE 90/CS 10 |
1128.52 |
3.81 |
122.65 |
9.2 |
|
3. HDPE 80/CS 20 |
1342.7 |
9.8 |
122.65 |
10.44 |
|
4. HDPE 70/CS 30 |
1755.39 |
9.94 |
122.65 |
14.31 |
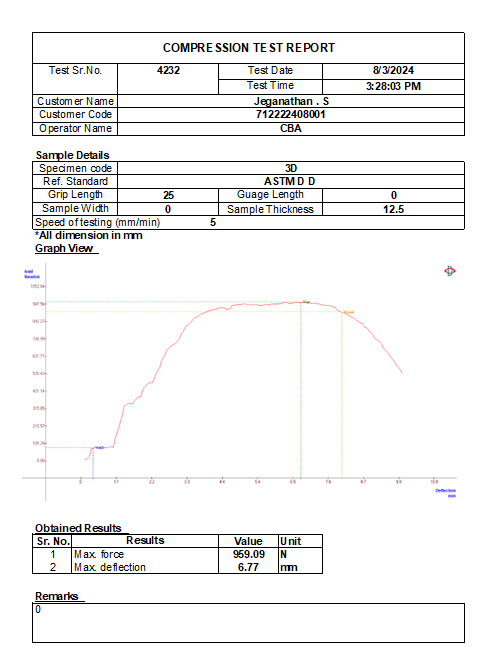
Figure 2. compression test report
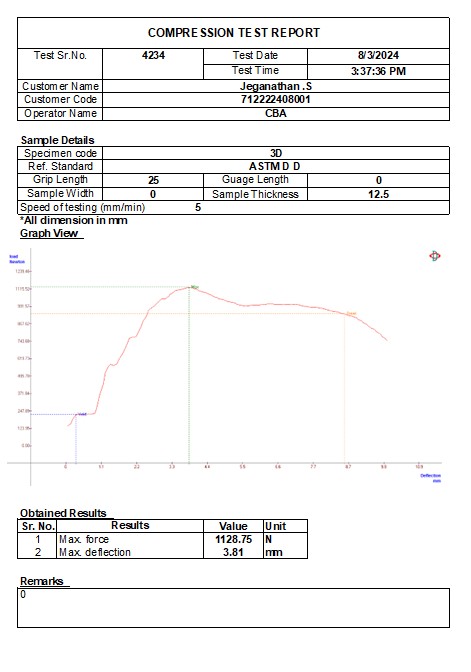
Figure 3. compression test report
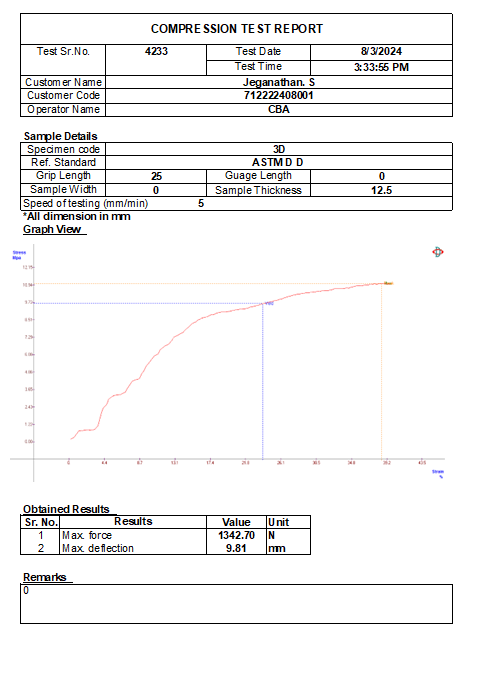
Figure 4. compression test report
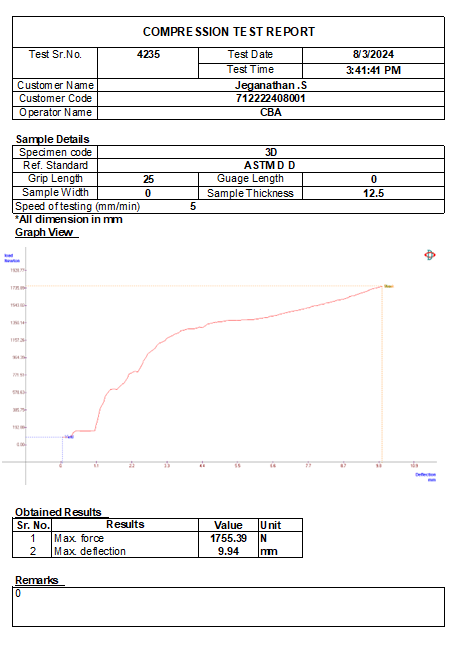
Figure 5. compression test report
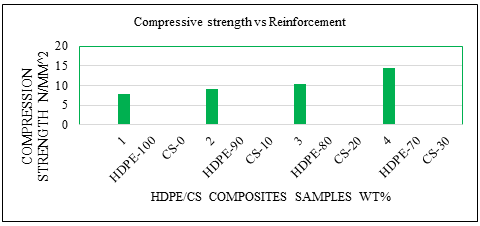
Figure 6. compressive strength vs composite reinforcement
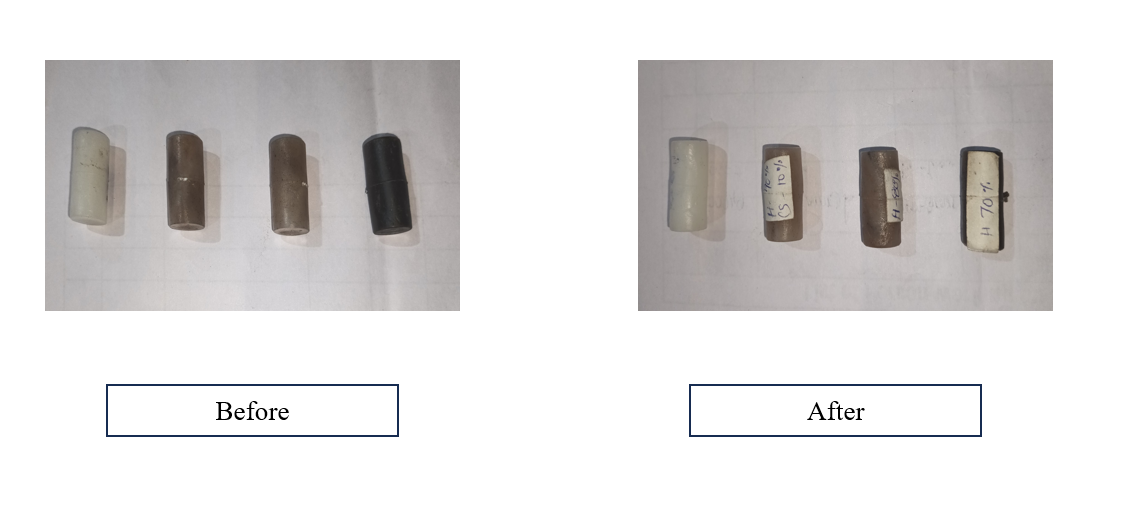 Figure 7. compression tested samples before after
Figure 7. compression tested samples before after
C. Hardness Test
Application of hardness testing enables you to evaluate a material's properties, such as strength, ductility and wear resistance, and so helps you determine whether a material or material treatment is suitable for the purpose you require. This is an important test for ferrous and non-ferrous metal and having many testing methods. Durometer fig 4.8 is one of several measures of the hardness of a material. Higher numbers indicate harder materials, lower numbers indicate softer materials.
Hardness may be defined as a material's resistance to indentation. The durometer scale was defined by Albert Ferdinand Shore, who developed a device to measure Shore hardness. The Shore durometer is a device for measuring the hardness of a material, typically of polymers, elastomers, and rubbers.
The shore hardness test was carried out Coimbatore Institute of Technology College, Coimbatore. The Shore A hardness test is carried out as per ASTM D2240 standard for each specimen. The Shore A hardness tester is used for thermosetting and thermoplastic polymer composites, force applied to the specimen is 4.55 kg and 30° cone indenter is used for the testing.
The test specimen is first placed on a hard flat surface. The indenter for the instrument is then pressed into the composite test specimen making sure that it is parallel to the surface. The hardness is read within one second of firm contact with the specimen. The test requires applying the force in a consistent manner, without shock, and measuring the hardness. The hardness values are measured at five different positions at these samples and average values have been taken given below table 2. It can be inferred that the measured hardness of the composites increases with an increase in percentage of reinforcement.
The highest hardness value was found to be 89.7 SHN of 30 wt. % reinforcement of composite as shown in graph fig 8.
Table 2. Hardness value of HDPE/CS composites
|
Sample (WT%) |
Average hardness value (Shore A) |
|
1. HDPE 100/CS 0 |
85.3 |
|
2. HDPE 90/CS 10 |
87.3 |
|
3. HDPE 80/CS 20 |
88.1 |
|
4. HDPE 70/CS 30 |
89.7 |
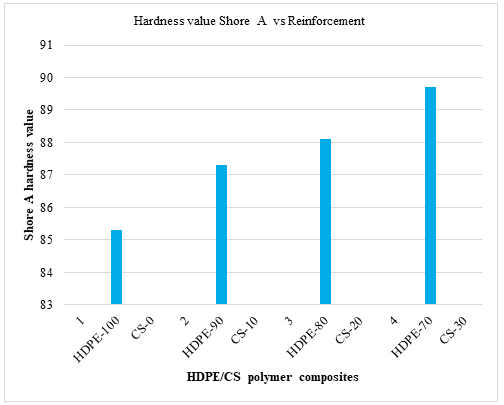
Figure 8 Hardness vs reinforcement
D. Tensile Test
The tensile strength of the varies 0,10,20,30 wt. % coconut shell particulate blended with HDPE composite specimens were carried out as per the ASTM D638. The test was conducted using Deepak Poly Plats (Gujarat, India) Universal Tester (30kN capacity) at Coimbatore Institute of Technology, Coimbatore. The test was conducted at a traveling speed of 5 mm/min, grip length 30mm by gradually increasing the load, the tested report has shown in fig 9 to 12. The average tensile stress was found at varies 0,10,20,30 wt% percentage in the result was 2.35, 2.61, 7.09, 6.67 MPa. The best samples in this test are sample 3 (80:20). The comparison report is shown in fig 13. The tensile tested samples before and after images are given below in fig 14.
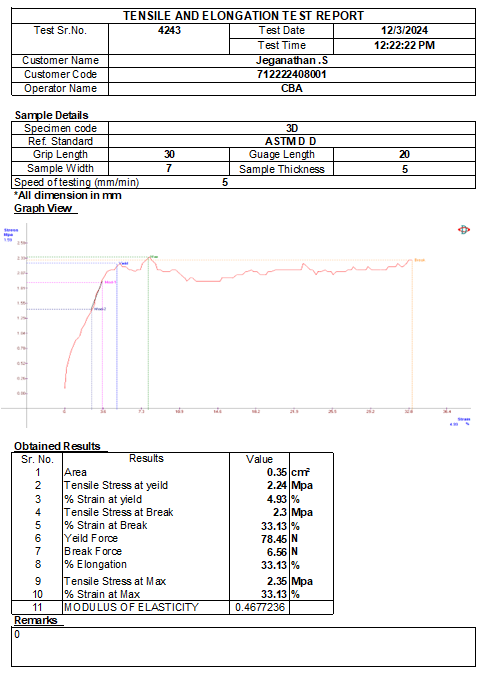
Figure 9. Tensile test report
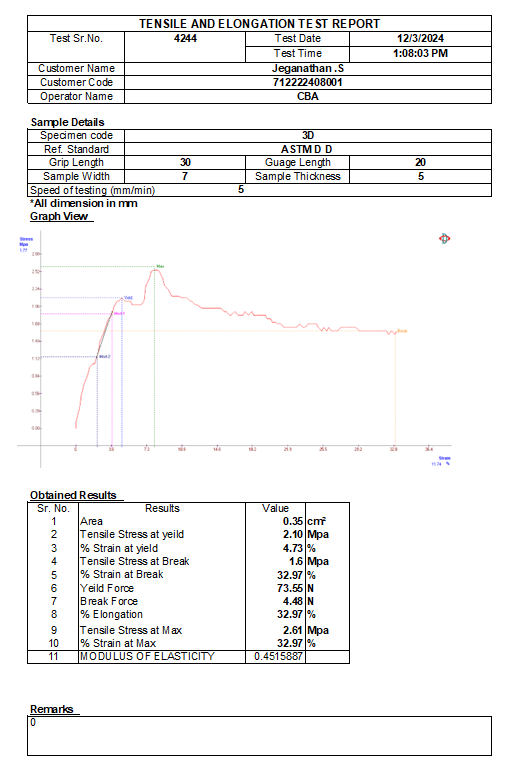
Figure 10. Tensile test report
Table 3. Tensile test report
|
Sample (WT%) |
Tensile stress at max of composites (MPa) |
|
1. HDPE 100/CS 0 |
2.35 |
|
2. HDPE 90/CS 10 |
2.61 |
|
3. HDPE 80/CS 20 |
7.09 |
|
4. HDPE 70/CS 30 |
6.67 |
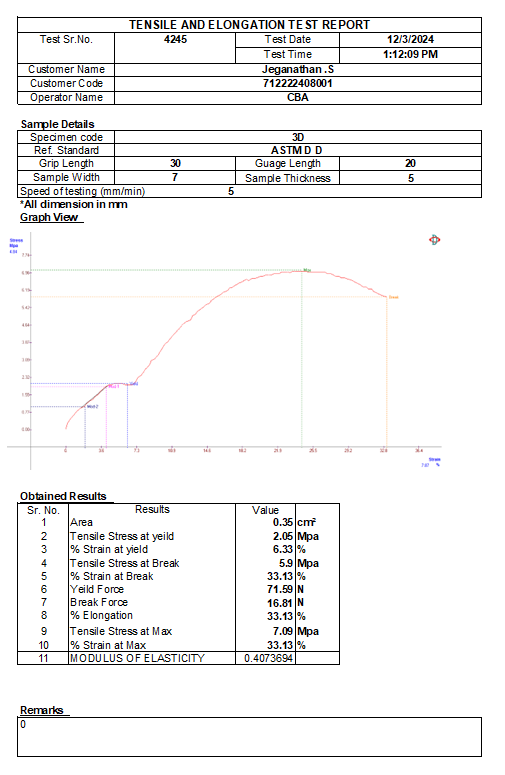
Figure 11. Tensile test report
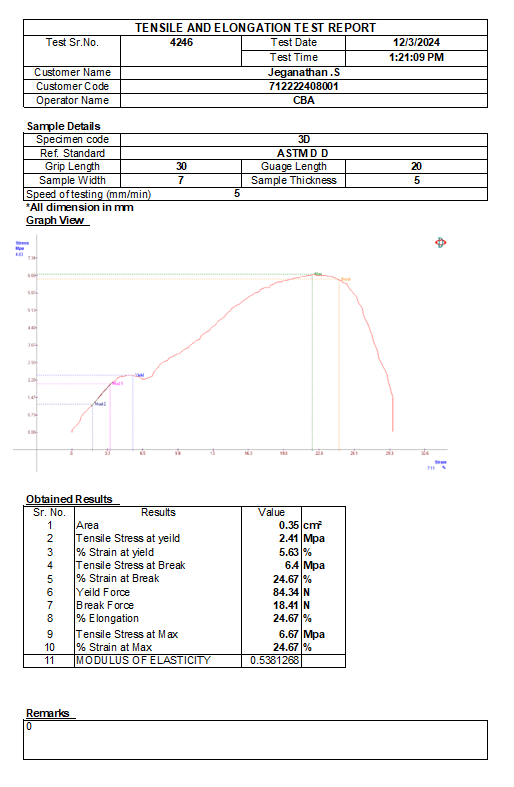
Figure 12. Tensile test report
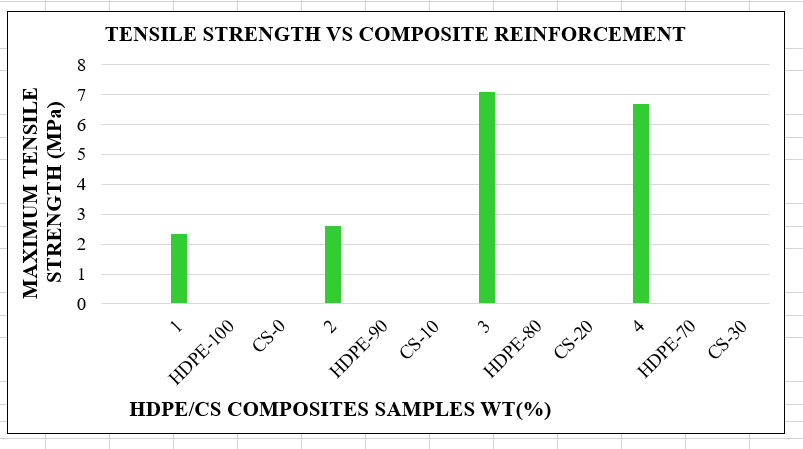
Figure 13. Tensile test comparison report
 Figure 14. Tensile strength tested samples before after
Figure 14. Tensile strength tested samples before after
E. Flexural Test
The flexural strength of the varies 0,10,20,30 wt. % coconut shell particulate blended with HDPE composite specimens were carried out as per the ASTM D790. The test was conducted using Deepak Poly Plats (Gujarat, India) Universal Tester (30kN capacity) at Coimbatore Institute of Technology, Coimbatore.
The test was conducted at a traveling speed of 10 mm/min, span length 64mm and sample width 12mm by gradually increasing the load, the tested report has shown in fig 17 to 20. The average flexural stress was found at varies 0,10,20,30 wt% percentage given below table.4 the result was 8.11, 6.35, 5.59, 5.07 N/MM^2.
The best combination of the samples is 4 (70:30) the flexural strength is 5.07 N/MM^2. Herewith attached the flexural testing machine as shown in fig 15, the test specimen placed on the simply supported resting block and top movable arm to apply the force uniformly. The flexural strength comparison bar chart is shown in fig 21. The flexural tested samples before after images are shown in fig 16.
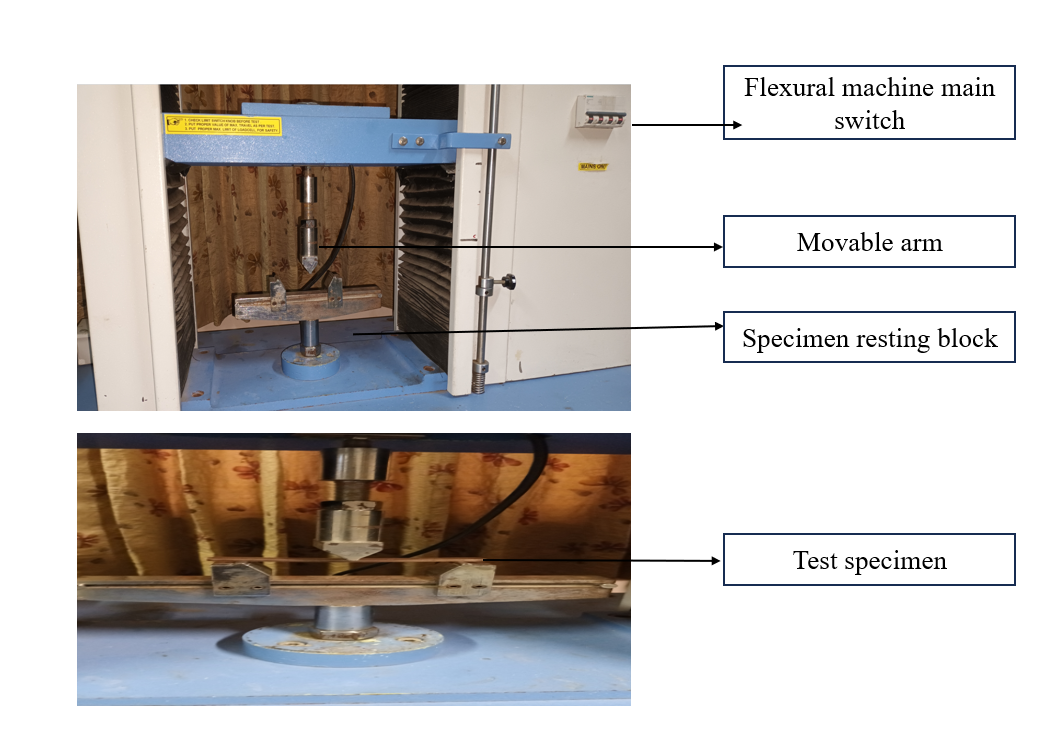
Figure 15. Flexural testing machine
 Figure 16. Flexural test tested samples before after
Figure 16. Flexural test tested samples before after
Table 4. Tensile test report
|
Sample (WT%) |
Flexural strength (N/MM^2) |
|
1. HDPE 100/CS 0 |
8.11 |
|
2. HDPE 90/CS 10 |
6.35 |
|
3. HDPE 80/CS 20 |
5.59 |
|
4. HDPE 70/CS 30 |
5.07 |
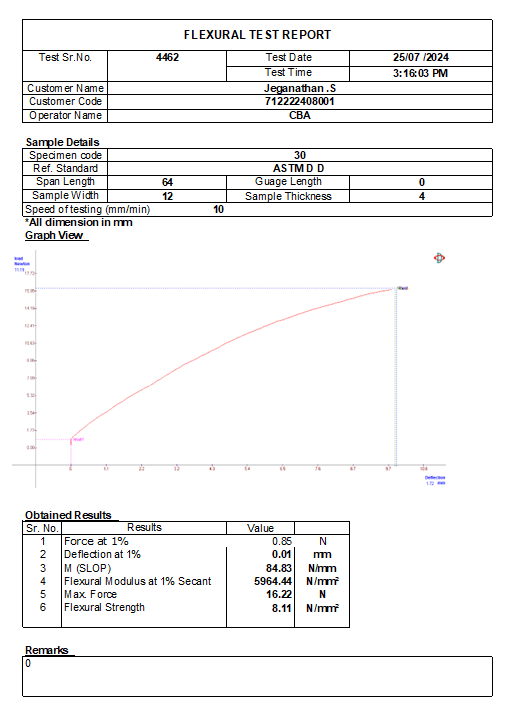
Figure 17. Flexural test report
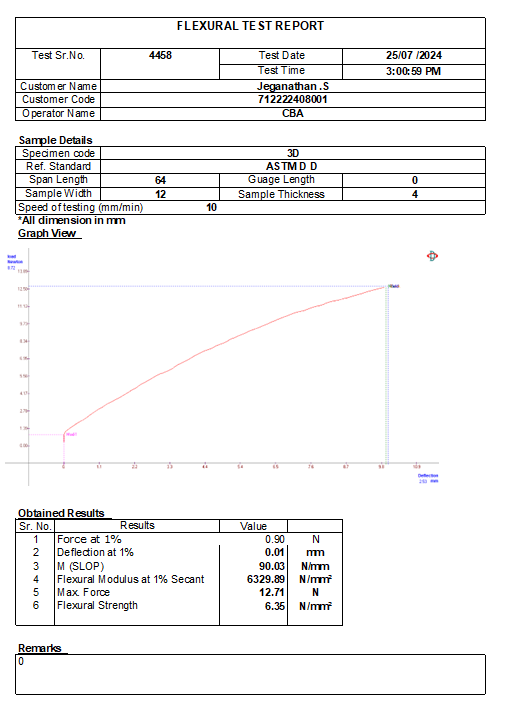
Figure 18. Flexural test report
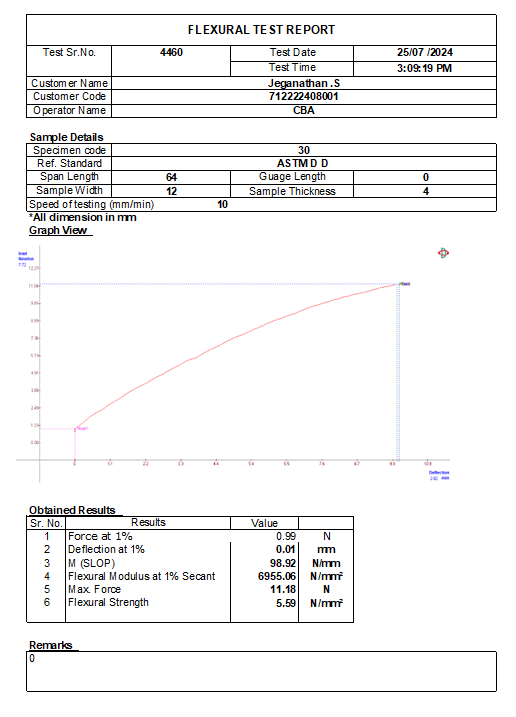
Figure 19. Flexural test report
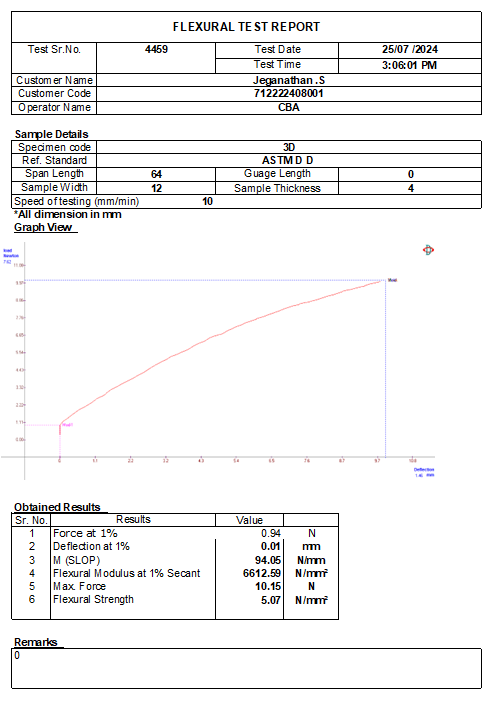
Figure 20. Flexural test report
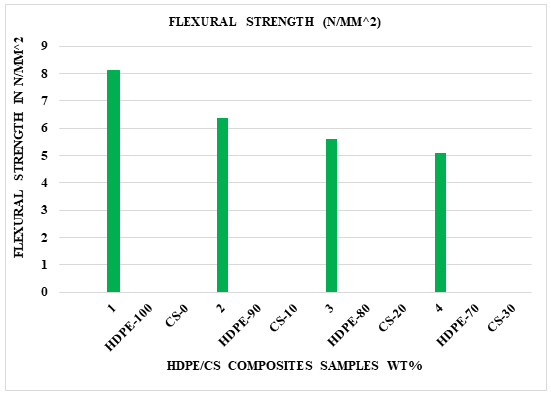
Figure 21. Flexural test report comparison
F. CATIA V5 FEA ANALYSIS
The HDPE with CS composite material was software modeling and FEA analysis test carried out given below attached the file. The varies modeling are drafted such that flat plate and rectangular plate with hole and circular disc and thermal analysis are made it. The flat plate size is 200*20*6mm one end is fixed and another end to apply the load of 100N.
The result is given below deformation as shown in fig.22, and von mises stress shown in fig.23, and displacement are shown in fig 24. The next one was study about the rectangular plate with circular hole (100*50mm*20mm L*W*T, D30mm circle) section drafting via Catia V5 software and one end fixed and other end load 1000N applied the varies result are got in are given below fig.26 to 29. The deformation is fig 26.
The von mises stress are shown in fig 27 the maximum stress developed is 2.58 n/mm2. The fig 28 representation of 0.07mm displacement are created. The next one is circular disc 100mm Dia and 20mm rod Dia length is 100mm with twisting analysis are shown in fig 29 to 34.
The fig 29 is OCTREE meshing size are explained 10mm and slag is 2mm linear type meshing is done. The fig 30 clamp fixed, and fig 31 moment applied in X direction CW 100N. The fig 32 is dis with rod deformation are shown, then fig 33 is von mises stress are founded 1.9 n/m2. The dis displacement is max 4.4mm are shown in fig 34.
The next analysis is thermal analysis with circular tube dimension is id is 80mm and od is 100 mm length of the tube is 400mm and temperature is applied at 100kdeg. The varies result are given below in the fig 35 is deformation, then fig 36 is von mises stress the maximum point is 5.3n/m2. The total displacement of the tube is 1.02mm are shown in fig 37.
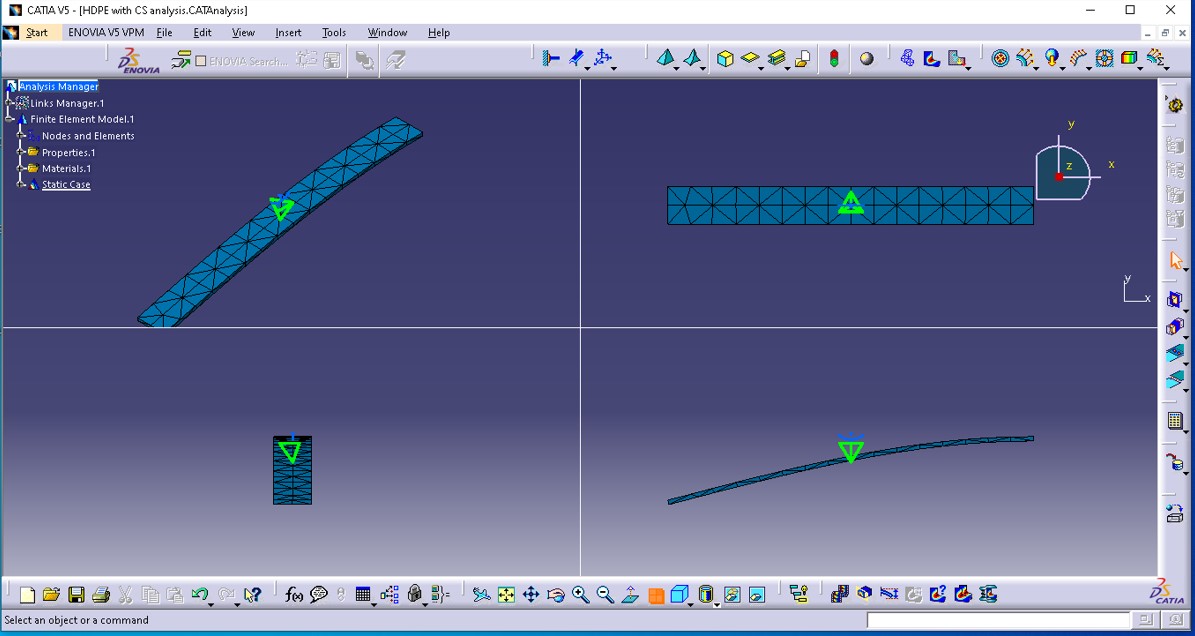 Figure 22. FEA analysis for flat plate
Figure 22. FEA analysis for flat plate
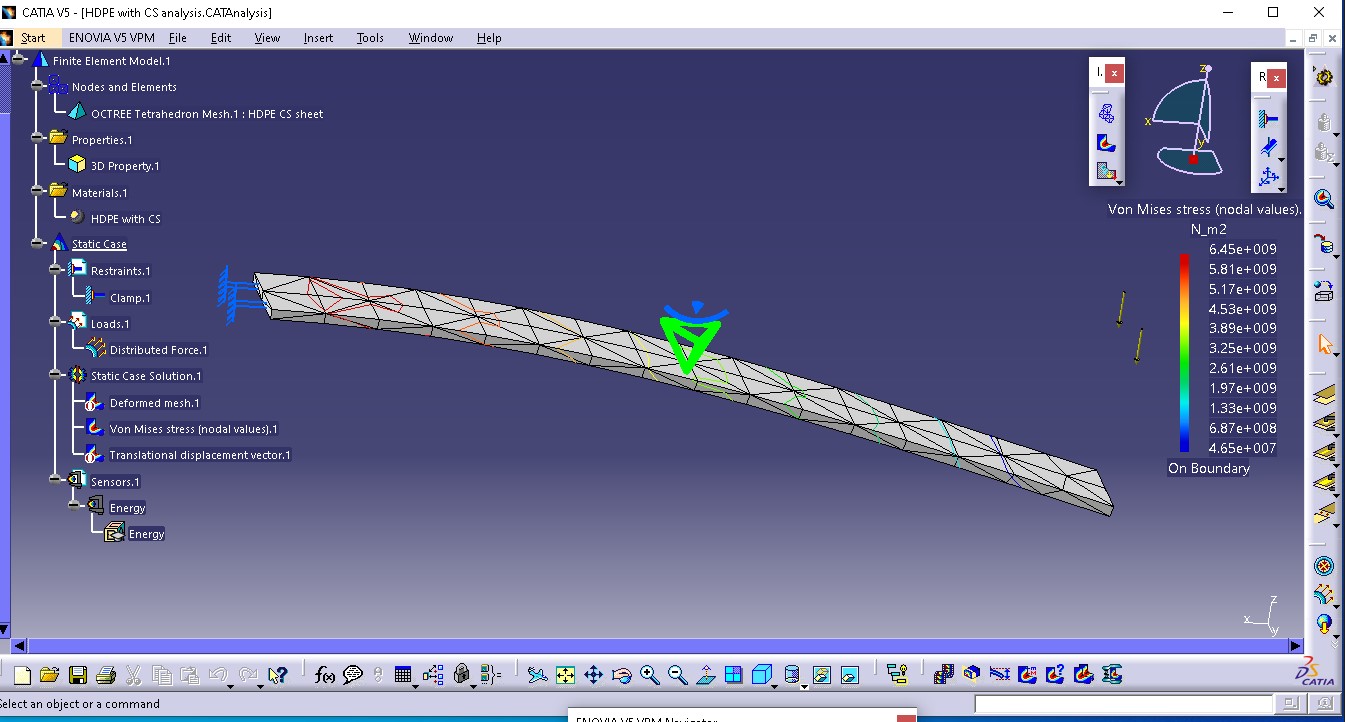 Figure 23. FEA Analysis for flat plate von mises
Figure 23. FEA Analysis for flat plate von mises
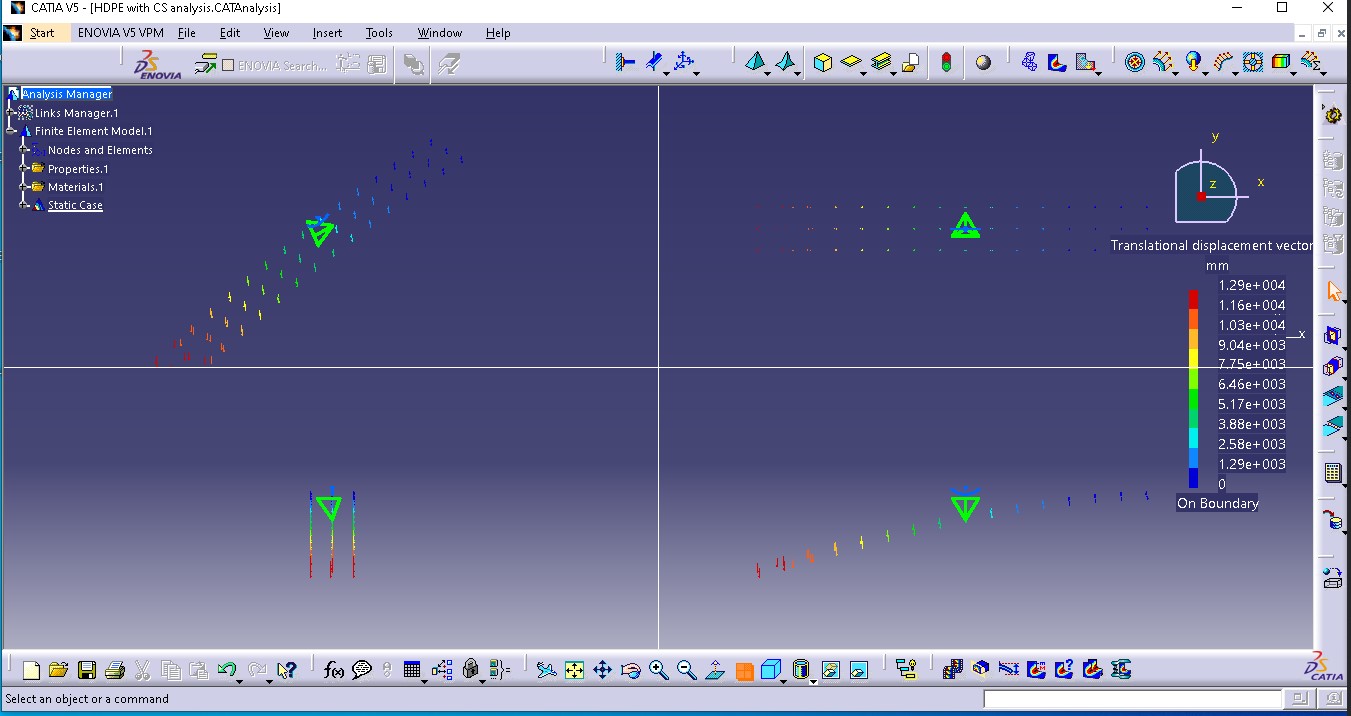 Figure 24. FEA analysis for flat plate displacement
Figure 24. FEA analysis for flat plate displacement
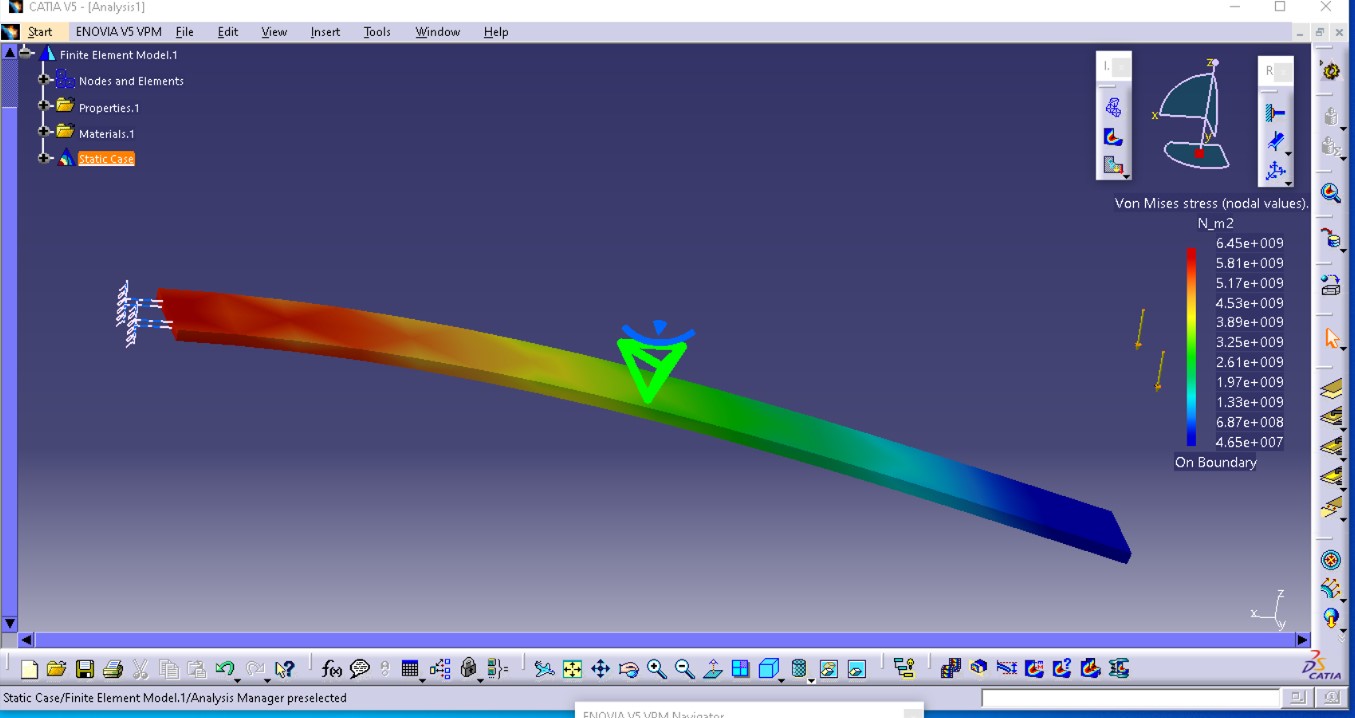 Figure 25. FEA analysis flat plate
Figure 25. FEA analysis flat plate
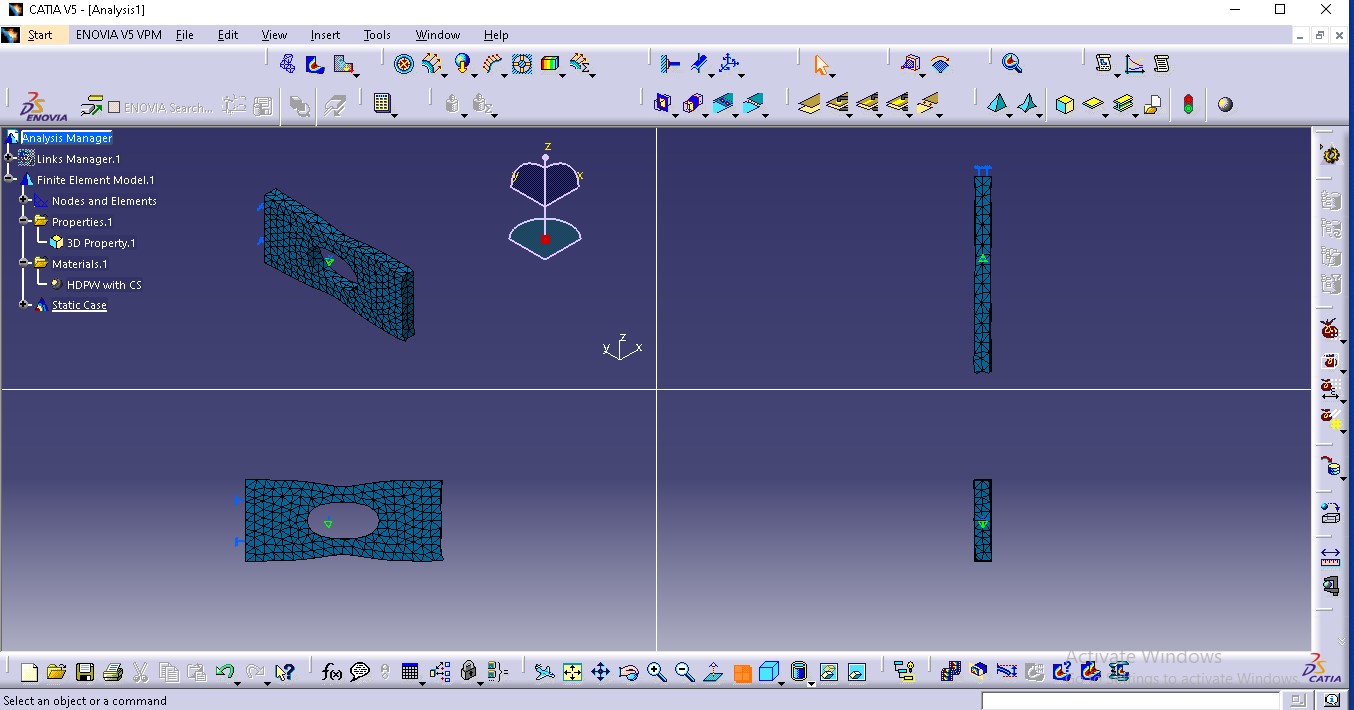 Figure 26. FEA analysis for rectangular plate with hole deformation
Figure 26. FEA analysis for rectangular plate with hole deformation
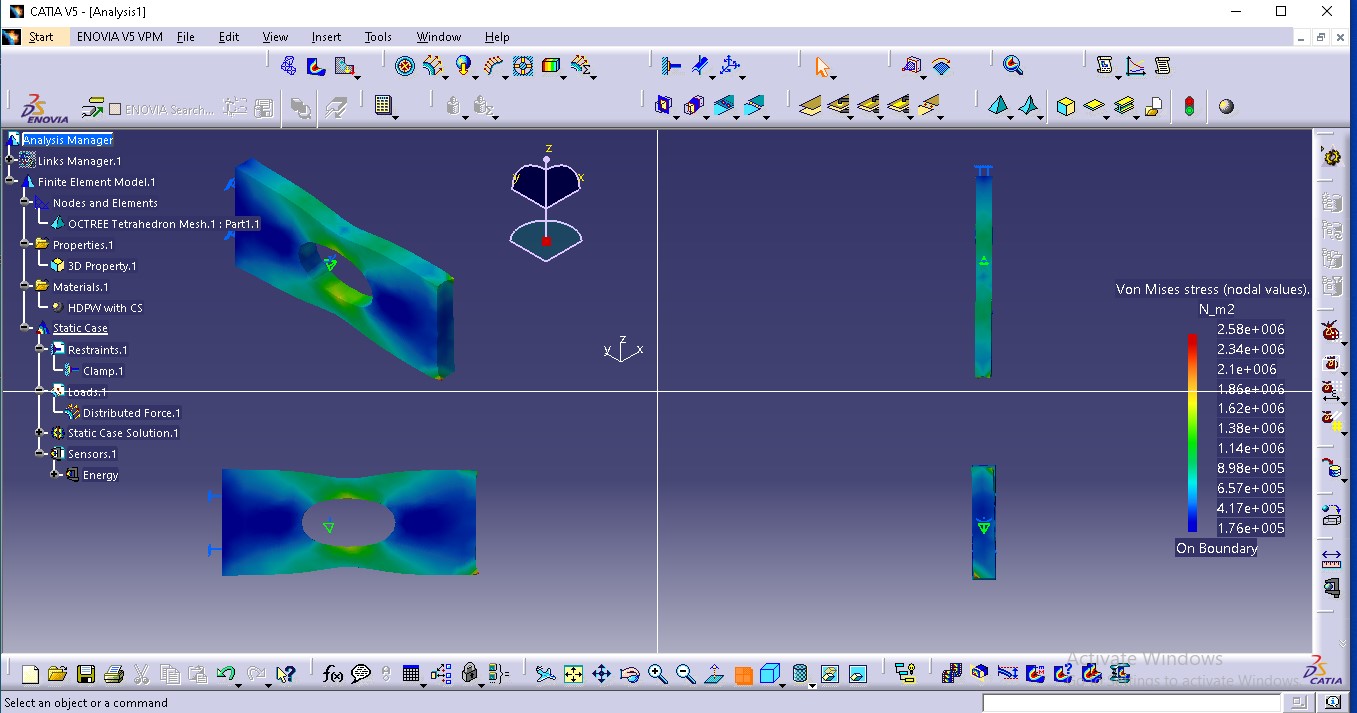 Figure 27. FEA analysis for rectangular plate with hole von mises stress
Figure 27. FEA analysis for rectangular plate with hole von mises stress
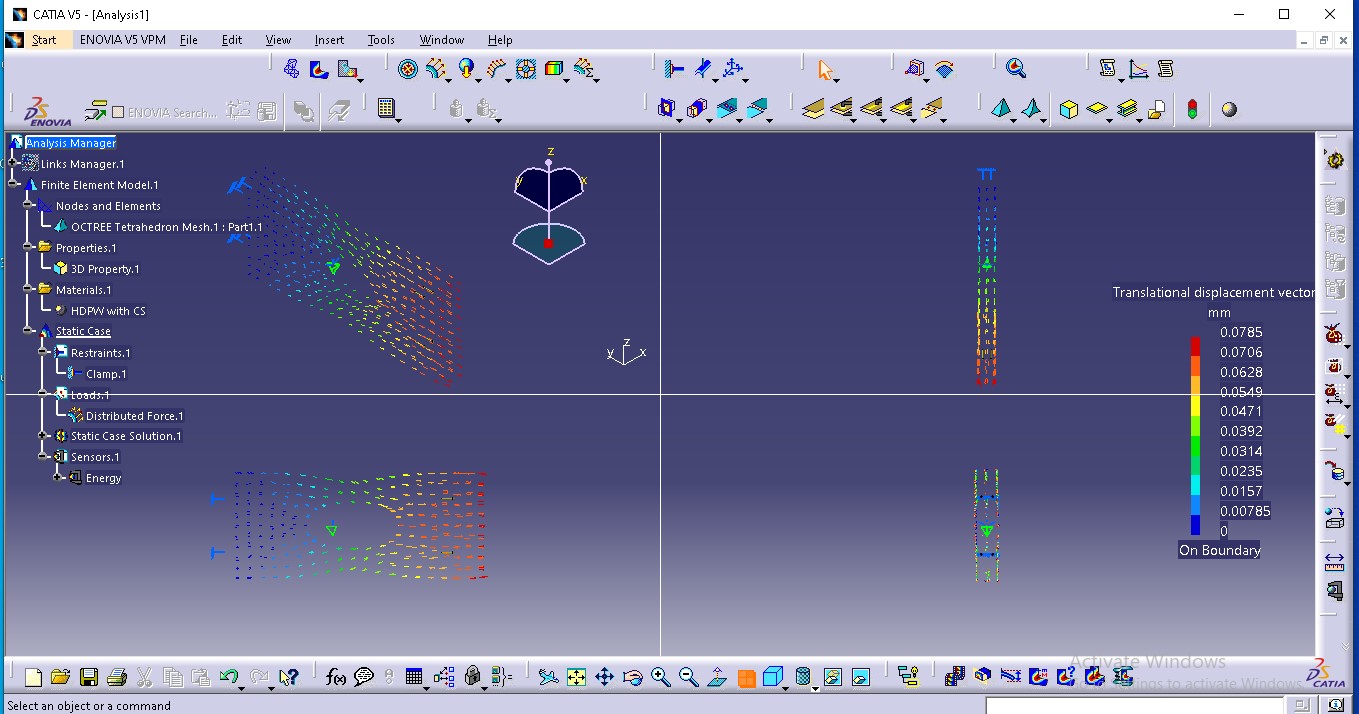 Figure 28. FEA analysis for rectangular plate with hole displacement
Figure 28. FEA analysis for rectangular plate with hole displacement
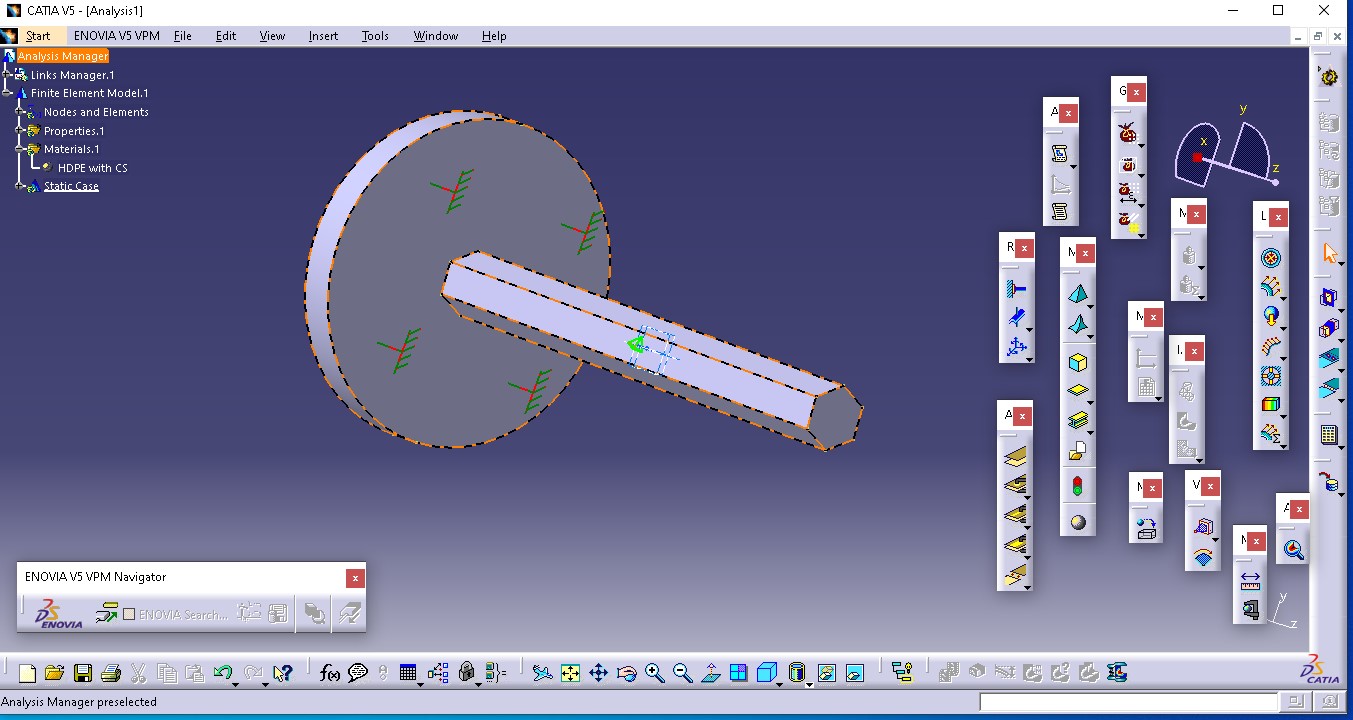 Figure 29. FEA analysis for disc mesh
Figure 29. FEA analysis for disc mesh
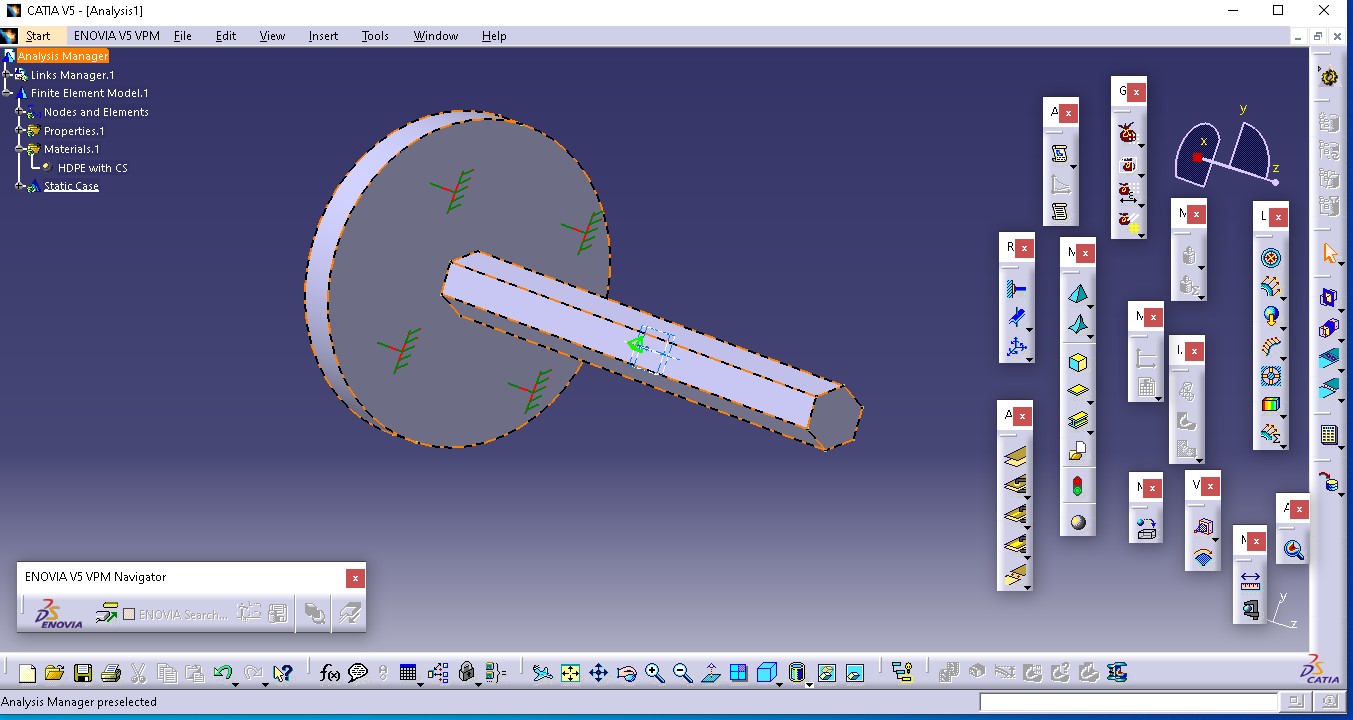 Figure 30. FEA analysis for disc fixed support fix
Figure 30. FEA analysis for disc fixed support fix
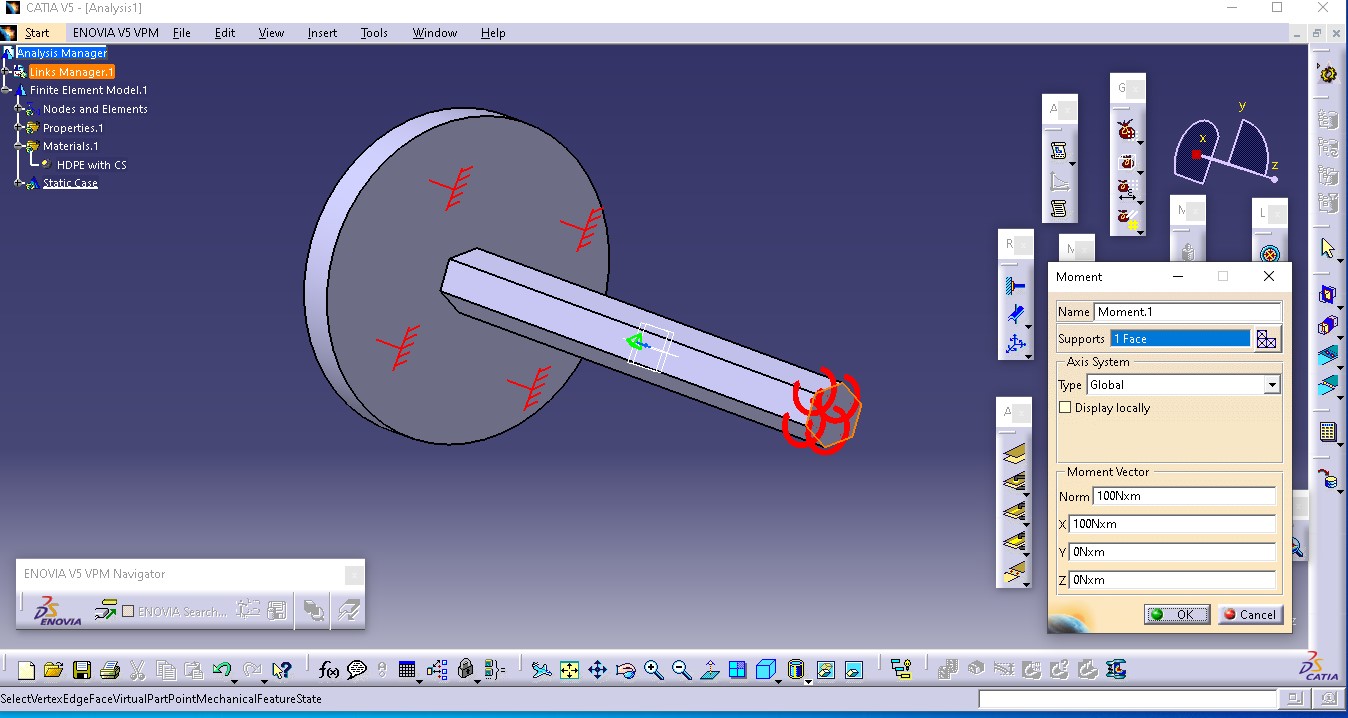 Figure 31. FEA analysis for disc moment applies.
Figure 31. FEA analysis for disc moment applies.
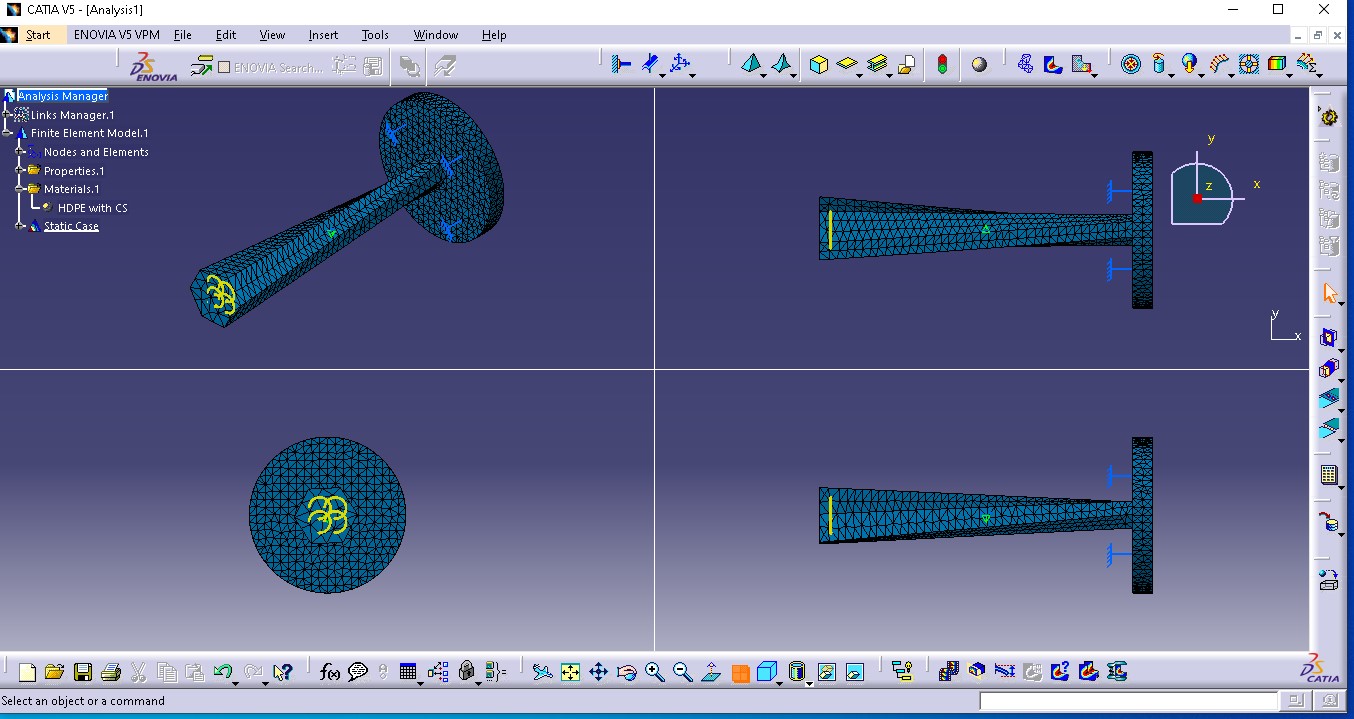 Figure 32. FEA analysis for disc deformation
Figure 32. FEA analysis for disc deformation
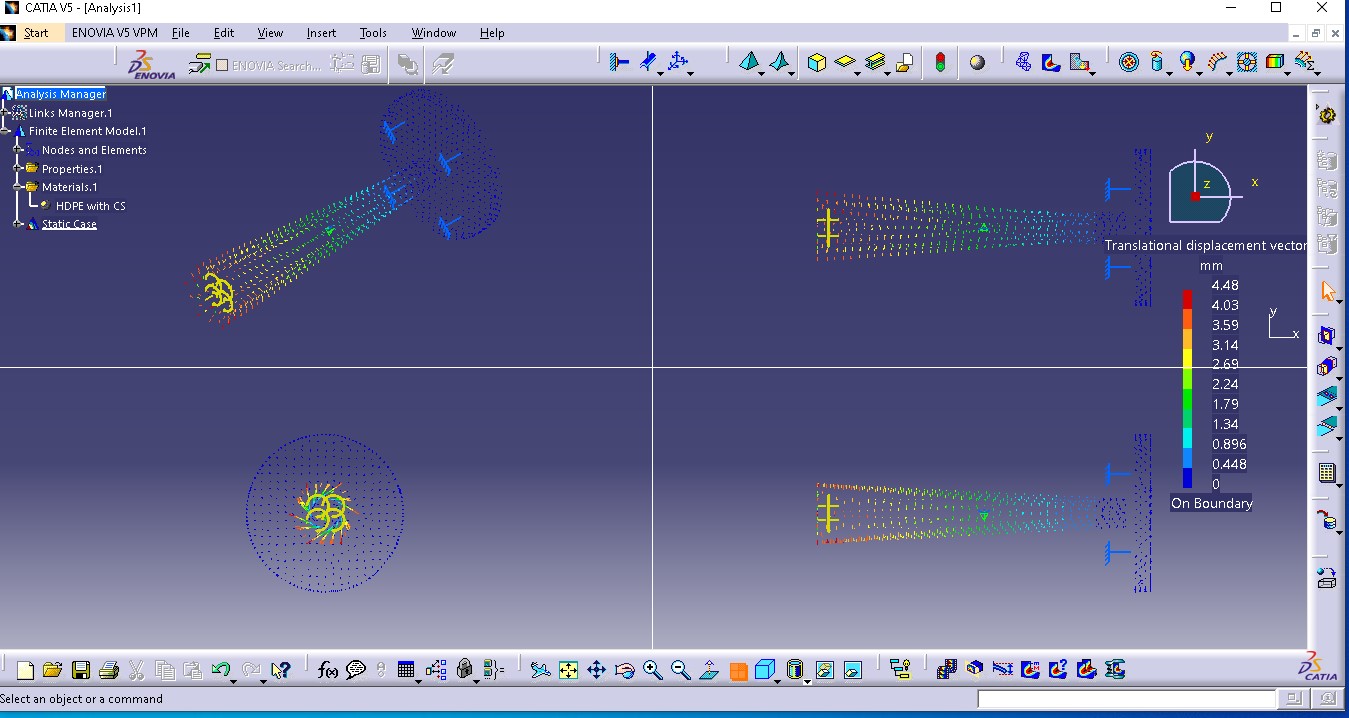 Figure 33. FEA analysis for disc displacement
Figure 33. FEA analysis for disc displacement
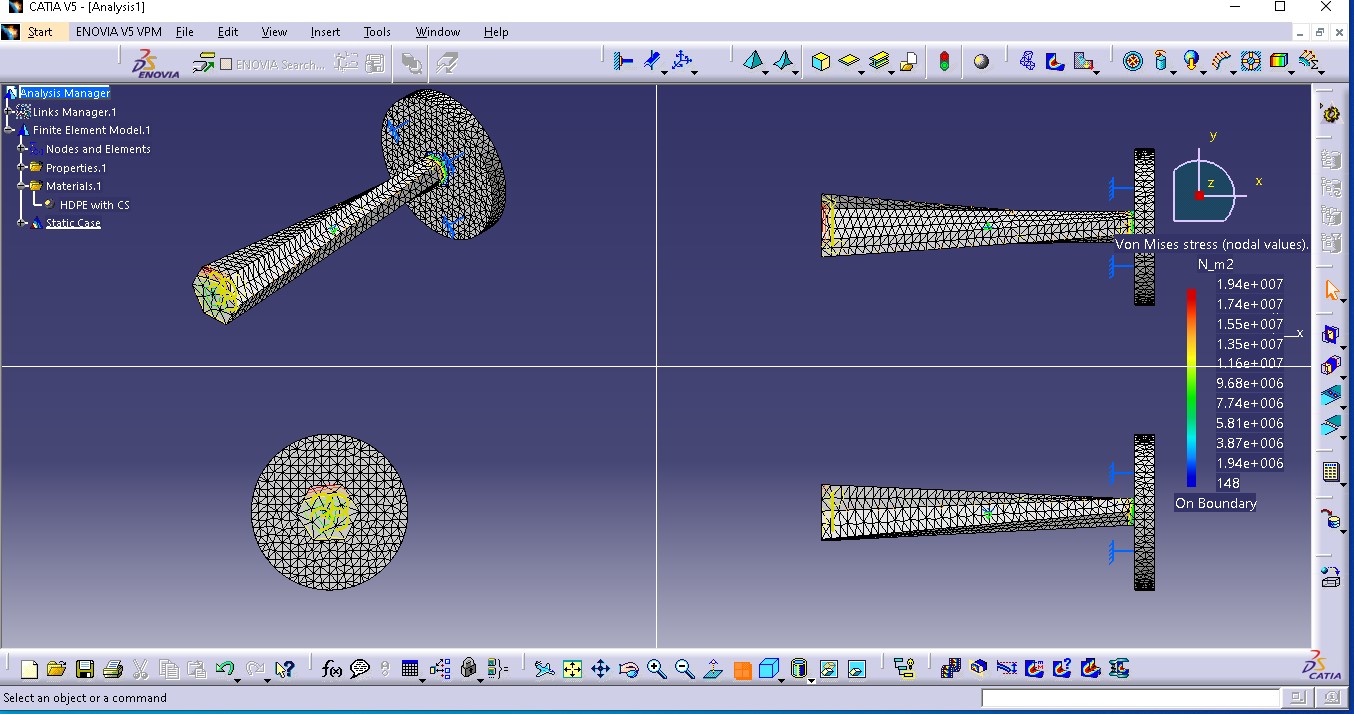 Figure 34. FEA analysis for disc twists von mises stress.
Figure 34. FEA analysis for disc twists von mises stress.
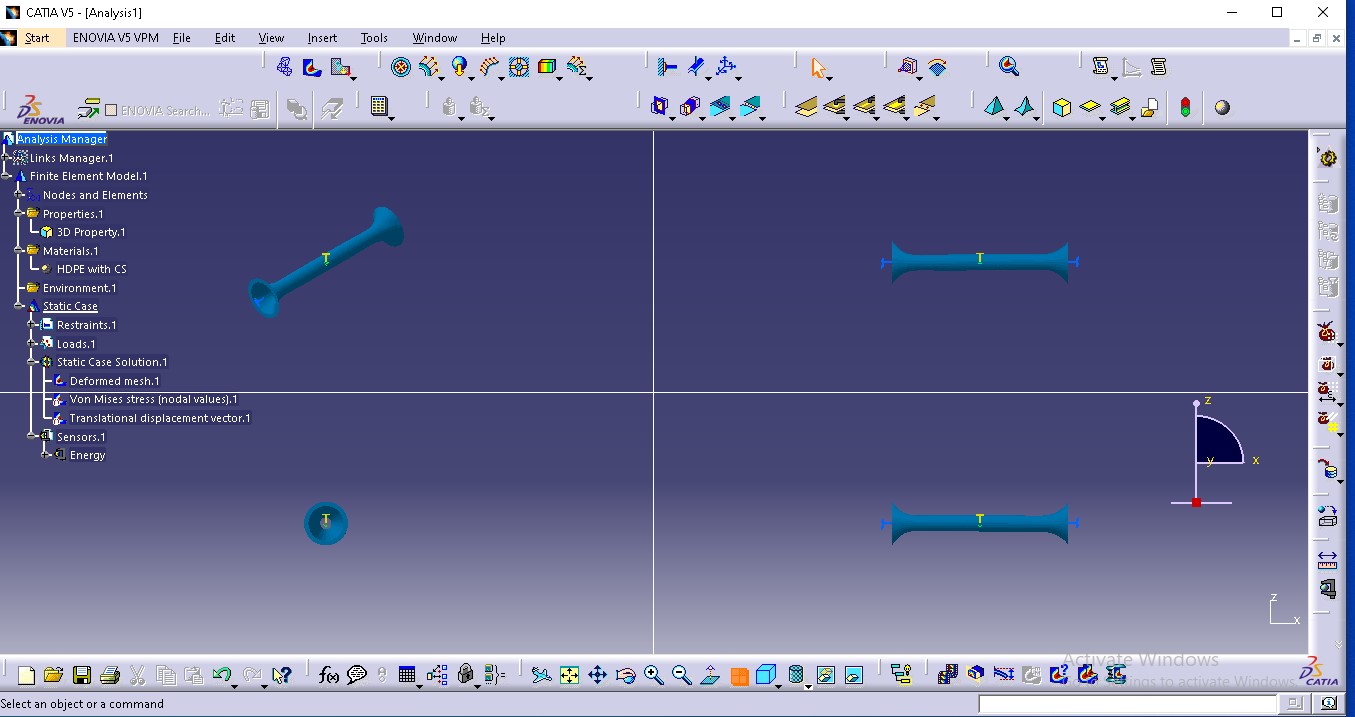 Figure 35. FEA thermal analysis deformation
Figure 35. FEA thermal analysis deformation
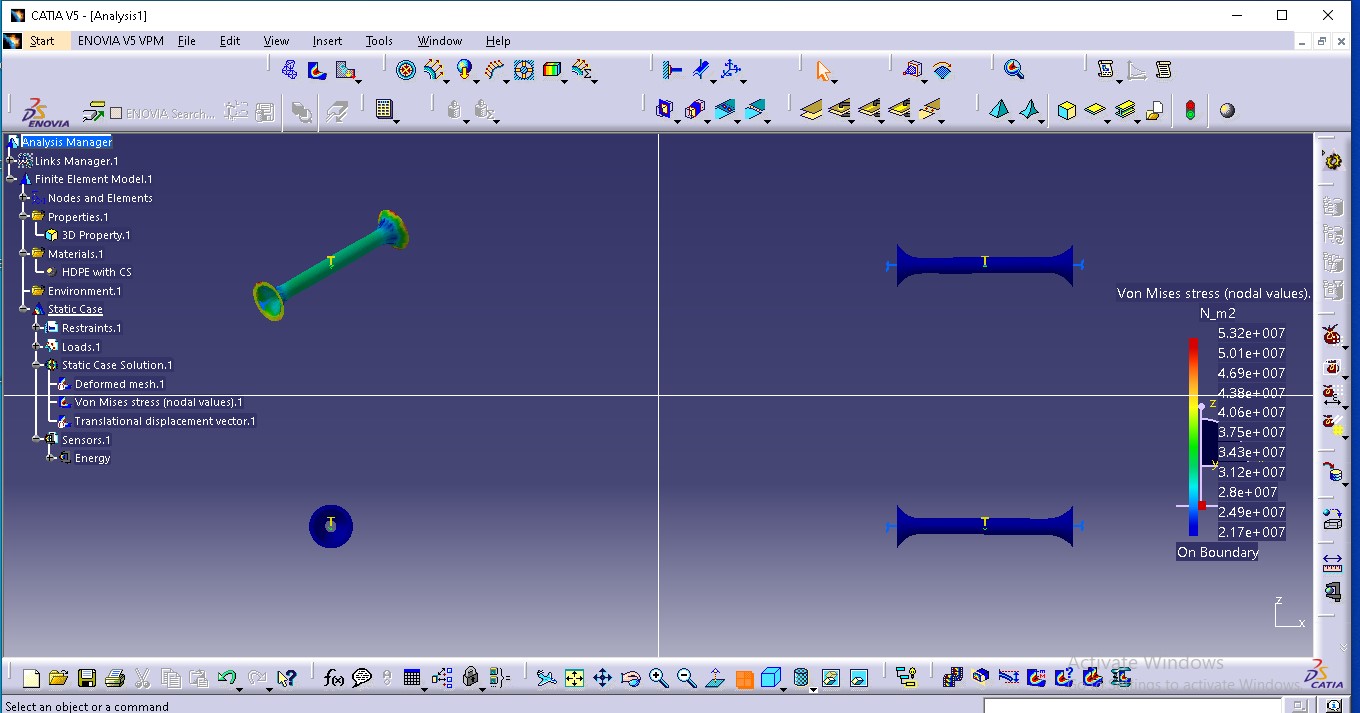 Figure 36. FEA thermal analysis von mises stress
Figure 36. FEA thermal analysis von mises stress
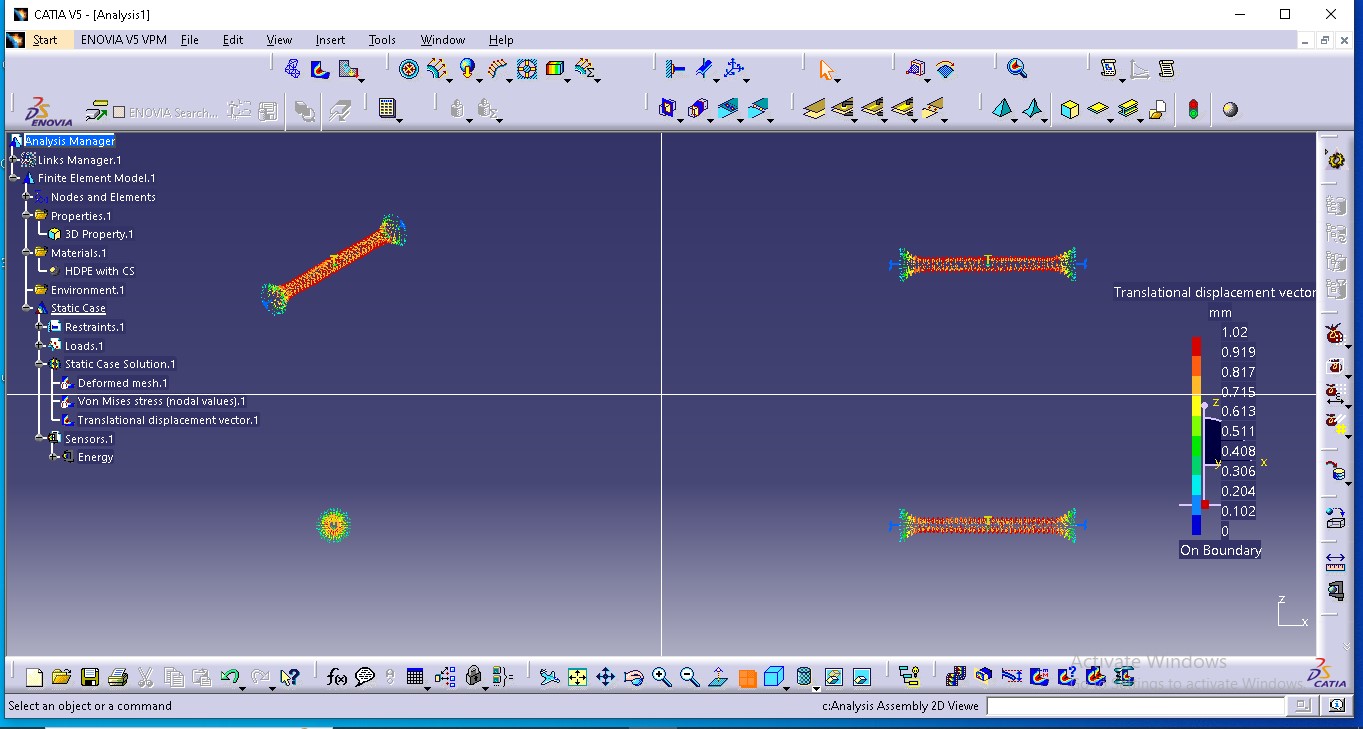 Figure 37. FEA thermal analysis for displacement
Figure 37. FEA thermal analysis for displacement
Conclusion
A. Result And Conclusions In this research work a coconut shell particulate blended with HDPE specimen has been molded using injection molding machine. The varies mechanical characteristic are analysis like compression, hardness, tensile, flexural test are carried out. The CATIA V5 software modeling and structural analysis test was examined done. The mechanical characteristic is given below in compressive strength of the coconut shell particulate blended HDPE composite specimens were found as maximum strength got in the sample 4 (70:30) 14.31 n/mm^2 as per ASTM D695. The compressive strength of HDPE, coconut shell filled HDPE in varies weight (0,10,20,30 wt%) composite specimen were found as 7.81, 9.20, 10.44, 14.31 N/sq.mm respectively, the composite hardness was found out the optimum hardness found as 89.7 Shore A SHN in the best combination sample 4 (70:30). The hardness of HDPE, coconut shell filled HDPE in varies weight (0,10,20,30 wt%) composite specimen were found as 85.3, 87.3, 88.1, 89.7 Shore A respectively. The tensile strength of HDPE, coconut shell filled HDPE in varies weight (0,10,20,30 wt%) composite specimen were found as 2.35, 2.61, 7.09, 6.67 Mpa respectively, the best combination of tensile strength is sample 3 (80:20) 7.09Mpa. The flexural strength of HDPE, coconut shell filled HDPE in varies weight (0,10,20,30 wt%) composite specimen were found as 8.11, 6.35, 5.59, 5.07 N/MM2 respectively, the maximum flexural strength gets in the 5.07 N/MM2 the best sample is 4 (70:30). The software modeling and varies analysis are carried out like flat plate, rectangular plate with circular hole, circular disc moment, thermal analysis. The plate cantilever load test was done the maximum load is 6.45N/M2. The rectangular plate with hole object was tested and conclude the result is 2.58N/M2. The circular disc moment applied the maximum von mises stress developed is 1.94N/M2. The circular hollow tube thermal analysis was done the maximum displacement is 1.02mm and the Maximum von mises stress produced in the section is 5.32 N/M2. This research concludes the polymer composite material of HDPE with CS the best combination of the composite is 70:30 wt% is characteristic analysis was done. Then the software FEA analysis was tested for model samples. The FEA analysis was done in the software Catia V5 modeling and analysis in structural and thermal analysis was done. The thermal analysis in the above composite HDPE filled with CS the maximum von mises stress observed 5.32n/m2. The maximum displacement of the specimen is 1.02mm. The structural analysis in the rectangular plate with hole is maximum stress observed in the composite of HDPE filled with CS 2.58n/m2. The maximum displacement was 0.07mm of the samples. The flat plate bending force applied and maximum stress observed in the section is 6.45n/m2. Then the maximum displacement is 1.29mm.The application of this research the HDPE filled with CS polymer composite material is suitable for Electrical insulation parts, automobile interior parts, automobile brake fluid reservoir, bus seat cover, radiator water storage tank, light weight material low power transmission rack and pinion gears, chemical resistant dosing piston pump covers, engine air filter guard, aerospace interior parts, automobile wiper arm unit water storage tank, car dashboard, door handles, chemical storage tank, light load carrying capacity spur gear.
References
[1] Andrzej KBA, Abdullah AM, Jürgen V (2010) Barley husk and coconut shell reinforced polypropylene composites: The effect of fiber physical, chemical, and surface properties. Compos Sci Technol 70: 840-846. [2] Aigbodion, V.S., Atuanya, C.U., Igogori, E.A. & Ihom, P. (2013). Development of high-density polyethylene /orange peels particulate bio-composite, Gazi University Journal of Science. 26 (1), 107-117. [3] C. Balaji Ayyanar, K. Marimuthu, Characterization and in vitro cytotoxicity evaluation of fish scale and seashell derived nano-hydroxyapatite high-density polyethylene composite, Polymers and Polymer Composites. (2020) 1-9. [4] C. BalajiAyyanar C, K. Marimuthu, Investigation on the morphology, thermal properties and in vitro cytotoxicity of the fish scale particulates filled high-density polyethylene composite, Polymers and Polymer Composites. (2019) 1-12. [5] C. Elanchezhiana, B. Vijaya Ramnathb, G. Ramakrishnanc, M. Rajendrakumard, V. Naveenkumare, M.K. Saravanakumarf. Review on mechanical properties of natural fiber composites. Proceedings 5 (2018) 1785–1790. [6] H. Salmah, S.C. Koay, O. Hakimah, Surface modification of coconut shell powder filled polylactic acid biocomposites\", Journal of Thermoplastic Composite Materials. 26 (2013) 809-819. [7] Husseinsyah, S. & Mostapha, M. (2011). The effect of filler content on properties of coconut shell filled polyester composites, Malasian Polymer Journal, 6 (1), 87-97. [8] J. Minick, A. Moet and E. Baer. Morphology of HDPE/LDPE blends with different thermal histories. Polymer Vol. 36 No. 10, pp. 1923 1932, 1995. [9] Lai CY, Sapuan SM, Ahmad M, et al. Mechanical and electrical properties of coconut coir fiber-reinforced polypropylene composites. Polym Plast Technol Eng 2005; 44: 619–632. [10] Lei Y, Wu Q, Yao F, et al. Preparation and properties of recycled HDPE/natural fiber composites. Compos Part A 2007; 38: 1664–1674. [11] Obiukwu, O.O., Uchechukwu, M. N., and Nwaogwugwu, M. C Volume-2, Issue-2, pp- 43 – 55 (2016) Study on the Properties of Coconut Shell Powder Reinforced High-Density Polyethylene Composite. [12] P. A. Herrara-Franco, Valadez-Gonzalez, and M. Cervantes-uc, “Development and Characterization of a HDPE–Sand–Natural Fiber Composite”, Composites Part B: Engineering, 28B (3) 1997, pp. 331–343. [13] Pauline U. Chris-Okafor, Caleb C. Okonkwo, Martin S. Ohaeke. Reinforcement of High-Density Polyethylene with Snail Shell Powder. American Journal of Polymer Science 2018, 8(1) pp.17-21. [14] Pradhan, S.K., Dwarakadasa, E.S. and Reucroft, P.J. (2004). Processing And Characterization of Coconut Shell Powder Filled UHMWPE, Materials Science and Engineering A, 367: 57-62. [15] Roopa, S. & Siddaramaiah, M. (2010). Mechanical, thermal, and morphological behaviors of coconut shell powder filled pu/ps bio composites. Advanced Materials Research, 41 (14), 3141-3153. [16] Sapuan, M. & Harimi, M. (2003) Mechanical properties of epoxy/coconut shell filler particle composites. The Arabian Journal for Science and Engineering, 28 (2B), 171-181. [17] Sarki, J., Hassan, S. B, Aigbodiona, V.S. & Oghenevwetaa, J.E. (2011) Potential of using coconut shell particle fillers in eco-composite materials. Journal of Alloys and Compounds, 509 (5), 2381- 2385. doi: 10.1016/j.jallcom.2010.11.025. [18] Suraj Bhanushali, Darbha Sai Srivats, Princekumar Mishra , Aarti P volume 32, pages 571-584, (2023) Silica/coconut shell charcoal/high-density polyethylene/linear low-density polyethylene composites. [19] Satender kumar, kakali deka, p suresh international research journal of engineering and technology 3(7), 1334-1336,2016 [20] Vasu AT, Reddy C, Danaboyina S, Manchala GK, Chavali M (2017) The Improvement in Mechanical Properties of Coconut Shell Powder as Filter in HDPE Composites. J Polym Sci Appl 1:2. [21] Xueming yang, Xuan song, Zongjie hu, chunbo li, Tianxiang guo Volume 115, (November 2022)107728 Improving comprehensive properties of high-density polyethylene matrix composite by boron nitride/coconut shell carbon reinforcement [22] Yao F, Wu Q, Lei Y, et al. Rice straw fiber-reinforced high-density polyethylene composite: effect of fiber type and loading. Ind Crop Prod 2008; 28: 63–72.
Copyright
Copyright © 2024 Jeganathan. S, Yuvaraj. K, Dr. Balaji Ayyanar. C. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET63977
Publish Date : 2024-08-14
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online