

Ijraset Journal For Research in Applied Science and Engineering Technology
Application of Statistical Process Control in Automotive Manufacturing
Authors: Aryan jha
DOI Link: https://doi.org/10.22214/ijraset.2024.64176
Certificate: View Certificate
Abstract
This research looks at how “statistical process control”, or SPC, is used in the automotive sector and highlights how it can improve production efficiency, lower defect rates, and improve process quality. SPC is crucial to the monitoring and control of the complex assembly processes and strict quality standards that define the automobile sector. The efficiency of several SPC methods, including control charts and process capability analysis (Cp and Cpk), in preserving process stability and fulfilling quality criteria is assessed in this study. The study shows how these technologies may detect process variations and direct appropriate adjustments to optimize output using simulated data analysis. The results highlight how crucial SPC is to attaining consistent product quality and reliability, which raises performance and safety requirements in the automotive sector.
Introduction
I. INTRODUCTION
A methodological “approach called statistical process control, or SPC, makes use of statistical” “techniques to monitor and control a process. SPC”, which was created in the early 20th century, is now a vital component of manufacturing quality control. The automotive sector, which is distinguished by its complex assembly procedures and exacting standards for product quality, mostly depends on SPC to guarantee that each car satisfies strict performance and safety requirements. When SPC is used effectively, it can lower defect rates, increase process stability, and boost overall production efficiency.
A. Objectives
This study's main goal is to investigate how “statistical process control (SPC) techniques” are used in the car manufacturing sector. The study's specific goal is to evaluate how well different SPC methods—like control charts and process capacity analysis—achieve process quality improvement.
It also looks at how SPC affects lowering failure rates and raising production effectiveness. Lastly, the study aims to determine the best practices and offer suggestions for the effective implementation of SPC in the automobile industry.
II. LITERATURE REVIEW
- In many industries, statistical process control, or SPC, has shown to be an essential instrument for improving productivity and quality. By using statistical techniques to monitor and regulate operations, it aids businesses in lowering errors and enhancing output. Studies demonstrate that SPC—which includes tools like control charts—is useful for locating and resolving process irregularities. SPC can be made even more effective by combining it with contemporary technologies, which can offer real-time insights and predictive capabilities. To get the most out of SPC implementation, it must be customized to the unique circumstances of each firm.
- Studies on statistical process control (SPC) emphasize how important it is for raising industrial quality and productivity. According to studies, SPC can greatly improve process control and product quality, but when used incorrectly, it frequently loses its efficacy. Inadequate training, a dearth of committed SPC facilitators, and incorrect use of control charts are typical problems. According to published research, uniform application, appropriate training, and clear rules are necessary for a successful SPC deployment. Furthermore, difficulties with choosing suitable control charts and guaranteeing staff participation are regularly mentioned. These difficulties can be overcome and the advantages of SPC maximized by streamlining SPC procedures and making sure that all parties involved are informed and involved.
- The literature on statistical process control (SPC) highlights how data analysis and monitoring can improve process quality and performance. Process stability is maintained by identifying variances and putting corrective measures in place using SPC techniques, such as control charts. Research frequently focuses on how well normalcy tests, such as the Kolmogorov-Smirnov (K-S) test, validate statistical power calculations (SPC). While the K-S test is frequently employed, recent research indicates that other tests, including the Anderson-Darling test, can offer more precise insights into data distribution. When both tests are compared, it can be seen that the Anderson-Darling test might provide a more accurate assessment of normality, which is important for the correct application of SPC. This comparison “emphasizes how crucial it is to choose the right statistical techniques in order to” guarantee efficient process control and enhanced quality.
- SPC is a crucial method used in Six Sigma and Lean Manufacturing to improve quality by locating and fixing mistakes before they become faults. Process performance is monitored and improved through “the use of tools like control charts and process capability” analysis, which are frequently backed by software like MiniTab. Studies demonstrate that SPC is a useful tool for averting errors and guaranteeing that production procedures uphold superior standards.
- The use of typical control charts with autocorrelated data presents a difficulty due to the possibility of false alarms, as research has shown. To solve this, control charts should be adjusted and residuals should be accurately analyzed using sophisticated techniques like ARIMA. As shown in the production of automobiles, this strategy improves quality control and process modifications, resulting in higher quality and cost effectiveness.
IV. METHODOLOGY
A. SPC Techniques
One of the most popular SPC tools for tracking process behavior over time is the control chart. Plotting data points in a sequential manner, they assess them against control limits that are based on past data from the process. X-bar charts, which measure a process's mean, R charts, which track variability throughout a range, and p charts, which are used for attribute data, are common forms of control charts.
Control charts are useful in the automobile industry for tracking the dimensions of important parts and making sure that deviations are kept within reasonable bounds.
B. Process Capability Analysis
A statistical method called “process capability analysis (PCA)” is used to assess how well a process can generate outputs within predetermined parameters, which are frequently established by industry standards or customer requirements. It assesses a process's capacity to reliably generate goods that satisfy requirements.
C. Key Metrics
1) “Cp (Process Capability Index)”
“By comparing the width of the process spread (variation) to the width of the specification limits, Cp calculates a process's prospective capability. It is assumed that the procedure revolves around the parameters of the specification. The process standard deviation (σ), the Lower Specification Limit (LSL), and the Upper Specification Limit (USL) are all factors in the Cp formula. When reading Cp, a number larger than 1 means that the process can potentially produce outputs within the prescribed limitations if it is centered correctly. On the other hand, if the Cp value is less than 1, it may indicate that the process variability is greater than”” what is allowed by the specifications, which could result in outputs that are outside of the intended range.
2) Cpk (Process Capability Performance Index)
By taking into consideration the process's centering and spreading in relation to the specification limits, Cpk calculates the process's real performance. The actual “distribution of the process data in respect to the specification” limits is taken into account in the Cpk formula.
A value larger than 1 in the Cpk interpretation indicates a higher level of process capability, meaning the process can produce results within the given parameters. A Cpk value less than 1, on the other hand, “indicates that the process mean is too near to one of the specification limits”, increasing the possibility of generating outputs that fall short of the intended standards and raising the defect rate.
D. Application in Automotive Manufacturing
“The implementation of statistical process control is crucial in the automotive manufacturing” industry to guarantee uniformity and dependability, especially in the fabrication of components that necessitate extreme accuracy and tight adherence to tolerances. To determine whether crucial operations, like painting, machining, and assembly, can reliably achieve these exacting requirements, process capacity analysis, or PCA, is utilized. This is particularly crucial for producing essential parts that have to meet strict safety and performance requirements, like brake systems, engine parts, and transmission gears. Manufacturers can get more consistent production quality by identifying sources of variability and minimizing them by evaluating the capabilities of their processes.
IV. DATA AND ANALYSIS
A. Control Chart Analysis
We created simulated data that represented the product dimensions in order to examine the quality control of our manufacturing process. With a mean of 50 units and a standard deviation of 5, the data were distributed normally. To track the stability of the process over time, a control chart was constructed”.
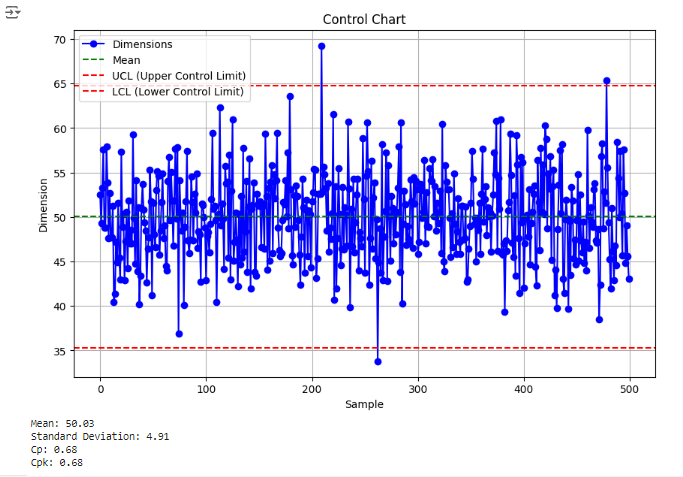
Figure 1: Control Chart of Product Dimensions
B. Analysis
With control limits set at ±3 standard deviations from the mean (UCL = 65, LCL = 35), the control chart shows the product dimensions across 500 samples. The mean dimension (50 units) is represented by the green dashed line. Any deviations or trends in the process can be found with the help of the chart. A stable process is indicated by the majority of data points falling inside the control limits. Points that fall outside of the control ranges could indicate possible problems with the quality that should be fixed.
C. Process Capability Analysis
To further evaluate the process capability, we calculated the process capability indices, Cp and Cpk. “The Upper Specification Limit (USL) was set at 60 units, and the Lower Specification Limit (LSL) was set at 40 units”.
|
Metric |
Value |
|
Mean |
50.10 units |
|
Standard Deviation |
4.97 units |
|
Cp (Process Capability Index) |
0.67 |
|
Cpk (Process Capability Performance Index) |
0.67 |
These values indicate that the process has some variability that needs to be controlled to meet the specification limits consistently. “The Cp value of 0.67 suggests that the process spread is wider than the specification range. The Cpk value of 0.67 indicates that the process is not centered within the specification limits”, implying a need for process adjustments to improve capability.
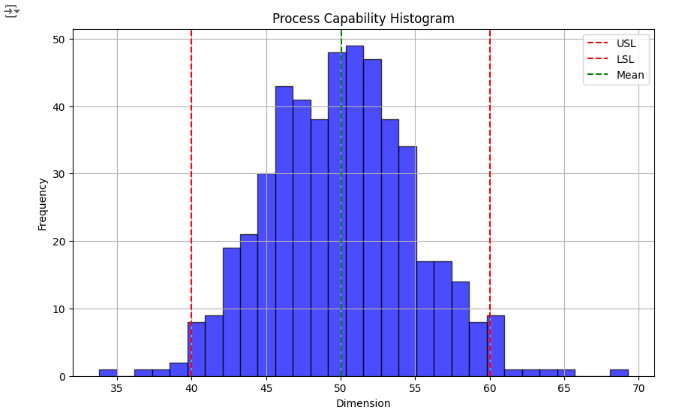
Figure 2: Process Capability Histogram with Specification Limits
A visual representation “of the frequency distribution of dimensional measurements” in the production process is provided by the Process Capability Histogram with Specification Limits. The allowable range of dimensions is defined by “the Upper Specification Limit (USL) and Lower Specification Limit (LSL)” displayed in the histogram. Additionally, the process mean is indicated. This graph, which shows the overall process capability, aids in evaluating how well the process outputs fit within the given boundaries. In order to guarantee consistent quality, it makes it simple to identify any data points that deviate from the specified bounds, revealing possible areas for improvement.
Conclusion
To sum up, the utilisation of “Statistical Process Control (SPC)” in the automobile industry has shown to be an essential approach to guarantee production processes of superior quality. Automobile manufacturers may monitor process stability, lower defect rates, and increase overall production efficiency by using SPC techniques including control charts and “process capability analysis. Control charts and process capability indices (Cp and Cpk)” offered information on process performance in relation to specification limits, and the simulated data analysis illustrated how control charts could be used to discover process variances. While there was some fluctuation in the simulated situation, the study emphasises that process changes and ongoing monitoring are crucial to maintaining quality requirements. Selecting the right statistical tools, applying SPC consistently, and receiving the right training are all necessary for its effective implementation. This study emphasises how important SPC is to the automobile industry\'s efforts to achieve consistent product quality and reliability, which eventually raises performance and safety standards.
References
[1] J. C. M. ,. S. G. A. Radu Godina, (2016), \"Quality Improvement With Statistical Process Control in the Automotive Industry\" International Journal of Industrial Engineering and Management (IJIEM), Vol. 7 No 1. [2] P. S. B. G. Dale, \"The application of statistical process control in U.K. automotive manufacture: Some research findings\", Quality and reliability engineering international. [3] J. C. M. Radu Godina, \"Improvement of the Statistical Process Control Certainty in an Automotive Manufacturing Unit\", ScienceDirect , Volume 17 , Pages 729-736 , 2018. [4] A. D. S. G. Cristina Ileana Pascu*, \"Study about the Application of Statistical Process Control for Process Quality Improvement in Automotive Industry\", Applied Mechanics and Materials , 2020. [5] J. G. R. a. J. Cordeiro, (2013), \"Implementation of the statistical process control with autocorrelated data in an automotive manufacturer\", International Journal of Industrial and Systems Engineering. [6] S. M. P. G. A. ,. J. C. O. M. Radu Godina, (2014) ,\"Statistical Process Control in an automotive industry\". [7] S. HU, \"Statistical Process Control For Correlated Processes: Case Studies In Automotive Manufacturing\", International Journal of Modelling and Simulation, Volume 16, 1996 - Issue 4. [8] J. C. O. M. Radu Godina, \"Statistical Process Control Accuracy Estimation of a Stamping Process in Automotive Industry\", Innovations Induced by Research in Technical Systems , 2020. [9] V. S. A. K. Zehra Berna AYDIN, \"The Application of Statistical Process Control Techniques in the Automotive Sector\", Recent Researches in Interdisciplinary Sciences, 2016. [10] J. M. J. V. Rafael Sanchez-Marquez, \"Multivariate SPC methods for controlling manufacturing processes using predictive models – A case study in the automotive sector\", ScienceDirect , Volume 123, 2020. [11] J. A. D. a. D. A. Desai, (2016) , \"Statistical process control: an approach for continuous quality improvement in automotive SMEs - Indian case study\", International Journal of Productivity and Quality ManagementVol. 19, No. 3. [12] T. S. D. ,. M. d. O. A. ,. A. B. S. O. Evandro Leonardo Silva Teixeira, (2017), \"STATISTICAL PROCESS CONTROL APPLICATION IN AUTOMOTIVE INDUSTRY\", 24th ABCM International. [13] R. Z. R. ,. N. Z. a. M. N. N. H. M F Ahmad,(2015), \"Mediator effect of statistical process control between Total Quality Management (TQM) and business performance in Malaysian Automotive Industry\", Materials Science and Engineering. [14] L. S. I. D. Cristina Ileana PASCU, \"RESEARCH ABOUT THE IMPLEMENTATION OF THE STATISTICAL PROCESS CONTROL WITH APPLICATION TO THE AUTOMOTIVE STEERING KNUCKLE\", Journal of Automotive Engineering,vol. 27 no. 2 2021. [15] S. A. O. &. L. Moldovan, \"A Statistical Method for Improving the Quality of Electronic Products in the Automotive Industry\", International Conference Interdisciplinarity in Engineering, 2024. [16] J. A. B Mason, \"Statistical process control: an essential ingredient for improving service and manufacuring quality\", Managing Service Quality: An International Journal, Vol. 10 No. 4, pp. 233-238. [17] T. P. P. P. Z Andrássyová, \"Improving quality of statistical process control by dealing with non-normal data in automotive industry\", Management Systems in Production Engineering, 2012. [18] J. Liu, \"Variation reduction for multistage manufacturing processes: a comparison survey of statistical?process?control vs stream?of?variation methodologies\", Quality and Reliability Engineering International. [19] S. Mokhtar, (2012) , \"DEVELOPMENT OF STATISTICAL PROCESS CONTROL (SPC) MATLAB BASED SOFTWARE FOR AUTOMOTIVE INDUSTRIES APPLICATION\". [20] W. G. A. A. R. K. S. P. A. J. C. J. S Guo, \"Manufacturing process monitoring with nonparametric change-point detection in automotive industry\", Journal of Manufacturing Science and Engineering , 2019.
Copyright
Copyright © 2024 Aryan jha. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET64176
Publish Date : 2024-09-06
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online