

Ijraset Journal For Research in Applied Science and Engineering Technology
Beyond Catalogue Life calculation in Solving Bearing related Failures in Steel Plant
Authors: Soumyajyoti Majumder, Himangshu S. Mandal, N. Rajesh Kumar
DOI Link: https://doi.org/10.22214/ijraset.2024.58421
Certificate: View Certificate
Abstract
This technical paper explains an approach of solving problems related to bearing failures in steel industry by working beyond catalogue calculation using conventional as well as speciality software. Bearing manufacturing companies usually publish a detailed method of L10 life calculation in their catalogue based on international standards as well their own. Whereas they conduct more detailed system level calculations using their own advanced software. But those advance calculation are not easily available to engineers working on design from scratch or solving problem of industrial equipment in-house. So called catalogue method of bearing analysis are mostly done for bearings in isolation without considering the effect of surrounding parts as a system. This paper elaborates a couple of examples of calculation beyond catalogue life of bearing using a commercially available software such as KISSOFT by overcoming some of the constraints in catalogue approach and extends engineers’ capability to carry out more realistic analysis of bearing failures and devise a solution with better predictability of success. In this paper two examples one from general steel plant applications and another from gearbox, have been explained to guide design, application and maintenance engineers across industrial domain to critically think beyond hand calculation and bring in more systematic and prediction based approach for bearing related problems
Introduction
I. INTRODUCTION
In steel plant, the single largest failure in terms of number is related to bearings. Some of the prominent failures include that of bearing retainer or cage, sudden cracking of raceway and starvation of lubrication etc. Often the current operating conditions are beyond the original intent of the designer or bearings were originally under selected. Also, it is not always practical that critical equipment in a steel plant is shut-down as soon as initial sign of bearing failure is detected. As a result the equipment continues to run till a proper shutdown logistic is determined and equipment such as gearbox, motor, pulley, conveyors are finally stopped for repair. By that time it may so happen that bearing could completely fail and thereby root-cause analysis becomes extremely difficult as original sign of failures are no more available. Hence it is obvious that steel plant equipment is designed adequately reliable with ample bearing life such that bearings may be replaced only during planned shutdown. Two basics steps are important as far as bearing reliability is concerned, namely
1) Actual Operating conditions with load, speed, and environment. Especially estimating actual load under operating condition requires a great deal of site observation as well theoretical calculation.
2) Particular method used while selecting, analysing and predicting bearing life.
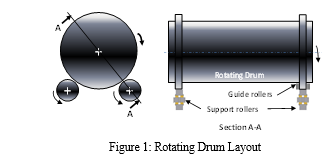
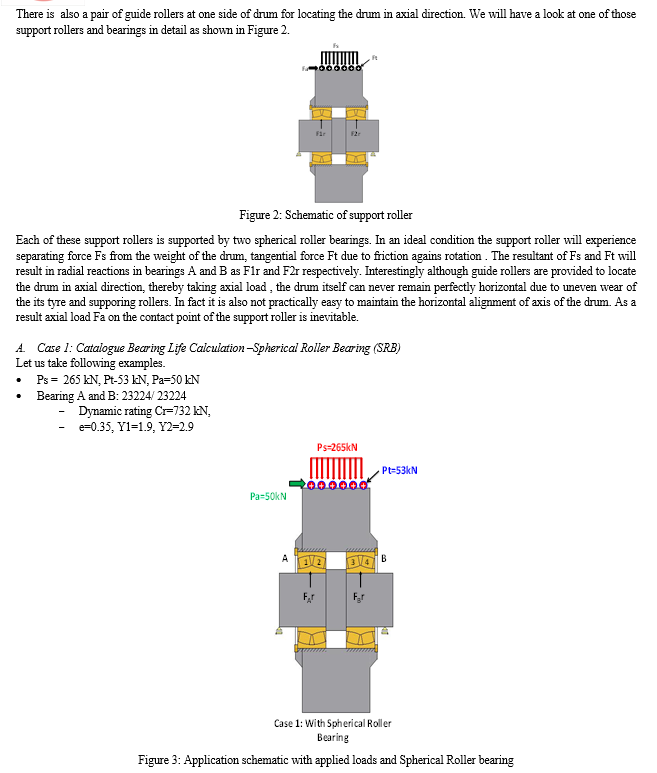
The following example in Figure 1 shows a loading system prevailing in mixing drums, barrel reclaimer , material disposal cylinders etc. The rotating drum vertical load is supported by four support rollers, two each side while the drum is rotated by a ring gear drive.

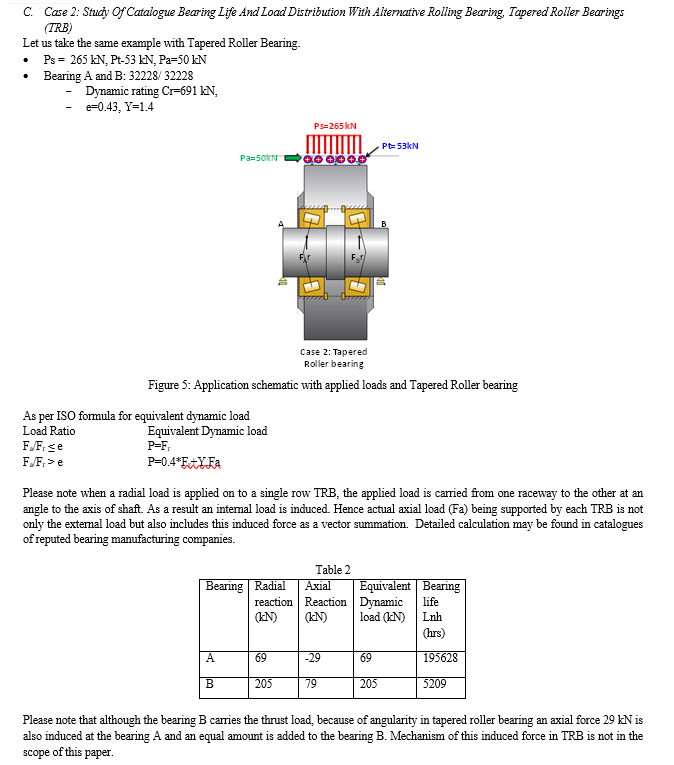

It is to be noted that inspite of having lower rating, the Case 2 with TRBs produces higher lives than the Case 1 with SRBs because following two reasons.
a. The arrangement with TRBs has greater bearing spread than SRB (distance between Bearing A and B) due to its angularity. The reduced resulting reaction of the moment load arising out of the axial load Pa.
b. Dynamic equivalent load in case of SRB is higher than the TRB for given set of radial and axial load because of the fact that TRB due to its construction is better cable of taking combined load than the SRB. The ISO euation of dynamic equivalent load for SRB has provided higher X and Y factor to take care of the above.
c. Resulting hertzian contact stress on the rolling elements are also lower in TRB than the SRB pairs.
II. DISCUSSION
KISSSOFT software helps design engineers plot load sharing among the rolling elements (Figure 4b, 4d, 6b, 6d) as well as load distribution across the length of the rollers (Figure 4a, 4c, 6a, 6c). It is not practically possible in SRB to have all the rollers share the radial load unless it also supporting the axial load (Figure 4a). However a large amount of axial load in SRB will necessariliy unseat one row completely in the same bearing leading to sliding of rolling elements. This can not be seen in catalogue analysis. Design engineers needs to do more complex calculation using TS16281 which is a detail….. For the floating SRB, supporting only radial load (Figure 4c and 4d), both the rows share radial load only thereby guaranting rolling among the bearing elements. Usually at least a quarter of the rollers in load zone is desirable. From the graphical representation of load distribution, one can easility get an idea of any problem in particular arrangement of bearing.
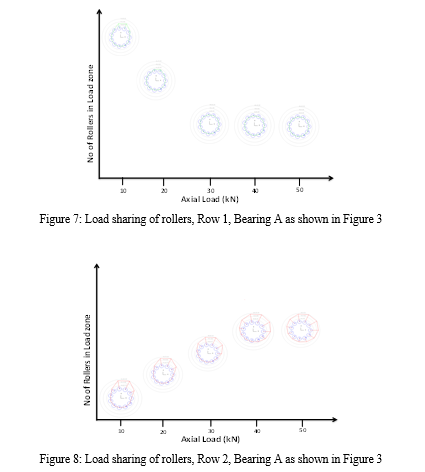
In the Figures 7 and 8 are shown load sharing by the spherical rollers w.r.t. axial load applied. Once the axial load Pa becomes more than 10 kN, the unseating of one row of rollers takes place while the other rows gets loaded more and more. It is obvious that beyond 10kN axial load, usage of spherical roller bearing is not advisable and an alternative bearing arrangement should be designed.
III. APPLICATION/ LIMITATION
This tool can be used to solve bearing related problems in steel, cement and other similar type of industry. Further this can be used to asses system in totality as KISSSOFT has capability to analyse gears, shafts etc. Results are dependent on user’s knowledge about system and data acquisition.
IV. ACKNOWLEDGEMENT
We appreciate Kadcraft team.
Conclusion
This method can give very close result if proper data is feed judiciously. We can simulate real life scenario to understand reasons of failure. It also helps us in saving time as hand calculations take very long time. One thing we should keep in mind that this method can not be used without basic mechanical engineering knowledge.
References
[1] Bearing catalogues by SKF, FAG and Timken.
Copyright
Copyright © 2024 Soumyajyoti Majumder, Himangshu S. Mandal, N. Rajesh Kumar. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET58421
Publish Date : 2024-02-13
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online