

Ijraset Journal For Research in Applied Science and Engineering Technology
Laboratory Investigation on the Bituminous Mix Design Modified with the Use of Plastic Waste Rubber
Authors: Mayank Chaturvedi, Prof. Dinesh Jaiswal
DOI Link: https://doi.org/10.22214/ijraset.2025.66883
Certificate: View Certificate
Abstract
Using waste accoutrements like plastics and rubber in road construction is being decreasingly encouraged to reduce environmental impact. Plastics and rubbers are one of them. The plastic waste volume in external solid waste is increasing due to increased population and life changes. also, most tires, especially those fitted to motor vehicles, are manufactured from synthetic rubber. Disposal of both is a serious problem. At the same time, a nonstop increase in the number of vehicles emphasizes on need for roads with better quality and engineering design. This waste plastic and rubber can be used to incompletely replace the conventional bitumen material to ameliorate asked mechanical characteristics for particular road mixes. In the present study, a comparison is carried out between the use of waste plastic like PET bottles and scruple rubber (and 25) by weight of bitumen) in bitumen concrete mixes to dissect which has a better capability to modify bitumen to use it for road construction.
Introduction
I. INTRODUCTION
The road network is the mode of transportation that serves as the feeder system as it is the nearest to the people. So the roads are to be maintained in good condition. The quality of roads depends on the materials used for construction. Pavements are generally of two types: flexible and rigid pavement. A flexible pavement has a bitumen coating on top and rigid pavements are stiffer than flexible ones with PCC or RCC on top.
The flexible pavements are built in layers to ensure that under the application of load, none of the layers are overstressed. The maximum intensity of stress occurs at the top layer; hence they are made from superior material mainly bitumen. The mix design should aim at an economical blend with a proper gradation of aggregates and an adequate proportion of bitumen to fulfill the desired properties of the mix which are stability, durability, flexibility, skid resistance, and workability. Mix design methods should aim at determining the properties of aggregates and bituminous material which would give a mix with these properties. The design of asphalt paving mixtures is a multi-step process of selecting binders and aggregate materials and proportioning them to provide an appropriate compromise among several variables that affect mixture behaviour, considering external factors such as traffic loading and climate conditions.
In the construction of flexible pavements, bitumen plays the role of binding the aggregate together by coating over the aggregate. It also helps to improve the strength of the road. But its resistance towards water is poor. Anti-stripping agents are being used. Bitumen is a sticky, black, and highly viscous liquid or semi-solid which can be found in some natural deposits or obtained as a by-product of fractional distillation of crude petroleum. It is the heaviest fraction of crude oil, the one with the highest boiling point (525°C).
Various Grades of Bitumen used for pavement purpose:30/40, 60/70, and 80/100. The desirable properties of bitumen for pavement are:
- Excellent binding property with aggregates, both cohesive and adhesive in nature.
- Repellent to water.
- Thermoplastic (stiff when cold, liquid when hot)
A common method of improving the quality of bitumen is to modify its Engineering properties by blending it with organic synthetic polymers like rubber and plastics. These polymers can return to the earth as beneficial additives in bitumen roads.
II. NEED OF THE STUDY
In the present study disposal of waste material (plastic) is a major problem. Plastic waste is non-biodegradable. Burning of these waste plastic bags causes high environmental pollution. It mainly consists of low-density polyethylene. To use of waste material in bituminous road construction really impressive job, this material dumped into the land leads to the wastage of land. This study uses aggregate as a filler material bituminous concrete and waste plastic as a coating material. Find its utility in bituminous mixes for road construction. Improvement in properties of bituminous mix provides the solution for disposal in a useful way.
A. Plastic
Plastic is a type of synthetic or man-made polymer; similar in many ways to natural resins found in trees and other plants. India’s consumption of plastics will grow by 15 million tons by 2015 and is set to be the third-largest consumer of plastics in the world. Various activities like packing consume almost 50-60% of the total plastics manufactured. Plastic offers advantages lightness, resilience, resistance to corrosion, colour, fastness, transparency, ease of processing, etc. The plastic two major categories of plastics based on physical properties; (i) thermoplastics and (ii) thermos set plastics. The thermoplastics constitute 80% and the thermos set constitutes approximately 20% of total postconsumer plastics waste generated. In a thermoplastic material, the very long chain-like molecules are held together by relatively weak van der waals forces. In thermosetting types of plastics, the molecules are held together by strong chemical bonds making it quite rigid materials and their mechanical properties are not heat sensitive.
|
Carry bags, bottle caps, household articles, etc. |
|
|
|
|
|
PET |
Drinking water bottles etc., |
- Bottle caps and closures, wrappers of detergent, biscuits, vapours packets,
microwave trays for readymade meals, etc.,
|
|
PS |
Yogurt pots, clear egg packs, bottle caps. Foamed Polystyrene: food trays, |
|
|
|
egg boxes, disposable cups, protective packaging, etc. |
|
|
|
|
|
|
PVC |
Mineral water bottles, credit cards, toys, pipes, and gutters; electrical |
|
|
|
fittings, furniture, folders, pens, medical disposables; etc. |
|
|
|
|
|
|
|
Type of plastic |
|
|
Polyethylene Terephthalate (PET) |
Bakelite |
|
|
|
|
|
|
Polypropylene (PP) |
Epoxy |
|
|
|
|
|
|
Polyvinyl Acetate (PVA) |
Melamine |
|
|
|
|
|
|
Polyvinyl Chloride (PVC) |
Polyester |
|
|
|
|
|
|
Polystyrene (PS) |
Polyurethane |
|
|
|
|
|
|
Low-Density Polyethylene (LDPE) |
Urea – Formaldehyde |
|
|
|
|
|
|
High-Density Polyethylene (HDPE) |
Alkyd |
|
|
|
|
Plastics may be classified also according to their chemical sources. The twenty or more known basic types fall into four general groups: Cellulose Plastics, Synthetic Resin Plastics, Protein Plastics, Natural Resins, Elastomers, and Fibers.
B. Plastic waste Rubber
There are a large number of ways to manage the waste of rubber. It can be in the form of whole rubber or slit rubber, chopped tire, ground rubber or as a crumb rubber product. The rubber employed in the bituminous mix in the form of rubber particles, when subjected to a dual cycle of magnetic separation are then screened and recovered in various sizes, thus giving rise to the product called “Rubber Aggregate “[Ref. 5]. Various processes like dedusting and washing are used to clean the waste rubber. All the rubber pieces are sieved through a 22.4 mm sieve and retained through a 5.6 mm sieve as per the specifications of the mix design. These clear pieces are added in a bituminous mix, 10-20% by weight of stone aggregate. Then, this well– sieved and cleaned rubber aggregate is mixed well with stone aggregate and bitumen at a temperature of about 160?C-170?C for the proper mixing of the bituminous mix. The waste rubber tires are thermodynamically set; thus they are not melted in bitumen at the time of mixing all together in a mixing plant. Large quantities of waste rubber tires are collected from roadsides, dumpsites, and waste – buyers. The collected waste tires are sorted as per the required sizes for mixing purposes.
III. LITERATURE REVIEW
Niraj (2013) carried out a study in which waste tires were cut in the form of aggregates of sizes ranging from 22.4mm to 6 mm in the tire-cutting machine. These rubber aggregates were added in a bituminous mix, 10 to 20 % by weight of stone aggregate. The addition of rubber aggregate in the bituminous mix decreases the quantity of stone aggregate and increases the flexibility and flexural strength of the carpet layer of highways.
Nabin (2014) investigated the modification of bitumen with 15% by weight of crumb rubber with varying sizes. It was observed from the study that stability increases first and then decreases was determined at 5.3%.it was concluded that the best size was the finer size.
Zahra et al (2010) conducted a study using powdered pet in 2%,4%,6%,8%,10% with 80/100 penetration grade. It was found that viscosity increases by 5% for every 2% increase of petit was observed that penetration shows a considerable decrease with an increase in pet content.
Prasad et al, (2013), investigated the use of pet waste by mixing 2%,4%,6%,8%,10% with 80/100grade bitumen and found that msv, fv, bulk density increases with an increase in pet content whereas vfb decreases was obtained as 5.4% and optimum content of pet was 8%.
A. Materials and Methodology
Aggregates: Coarse aggregates were selected based on standard specifications for road construction materials.
Bitumen: Standard bitumen used for flexible pavements.
Plastic Waste: Various types of plastic waste are to be tested and used as a bitumen substitute.
B. Testing of Aggregates
To ensure the quality and suitability of aggregates for pavement construction, the following tests were conducted.
Grain Size Distribution of Aggregates: Determines the particle size distribution of the aggregates.
Flakiness and Elongation Index (Shape Test): Assessed as per IS:2386 (Part 1) 1963 to determine the shape characteristics of the aggregates.
Specific Gravity and Water Absorption Test: Conducted as per IS:2386 to determine the density and porosity of the aggregates.
Aggregate Impact Value Test: Evaluated as per IS:2386 (Part 4) 1963 to measure the resistance of aggregates to sudden impact.
Aggregate Crushing Value Test: Conducted as per IS:2386 (Part 4) 1963 to determine the crushing strength of the aggregates.
C. Testing of Bitumen
The bitumen was tested for its properties to ensure it meets the required standards for use in flexible pavements:
Penetration Test: As per IS:1203-1978 determine the hardness or softness of the bitumen.
Softening Point Test: Conducted as per IS:1205-1978 to find the temperature at which the bitumen softens.
Ductility Test: As per IS:1208-1978 measure the bitumen's ductility or ability to stretch.
Flash and Fire Point Test: Conducted as per IS:1209-1978 to determine the temperatures at which the bitumen vapours ignite.
Specific Gravity Test: As per IS:1202-1978 determine the density of the bitumen.
D. Marshal Mix Design
The Marshall Mix Design method was used to design the optimal bitumen mix for flexible pavement construction. The specifications followed were as per the Ministry of Road Transport and Highways (MORTH) and MS-2 standards. The steps involved: Preparation of Test Specimens: Various bitumen-aggregate mixes were prepared, incorporating plastic waste as a binder material up to 10% by weight of the bitumen. Stability and Flow Tests These tests were conducted to determine the stability, flow values, and void characteristics of the mixes. Optimum Bitumen Content (OBC): The OBC was determined for both the conventional and plastic-modified bitumen mixes
Optimum Bitumen Content (OBC): The OBC was determined for both the conventional and plastic-modified bitumen mixes.
Preparation Of Plastic-Waste Coated Aggregate: The aggregate is heated to around 170 C; the plastic waste is shredded to a size varying between 2.36mm and 4.75mm. This shredded plastic waste is added over hot aggregate with constant mixing to give a uniform
E. Mixing Procedure
Step 1: Plastic waste like bags, and bottles made of PE and PP cut into a size between 2.36mm and 4.75mm using a shredding machine. Care was taken to eliminate PVC waste before it proceeded to the next process.
Step 2: The aggregate mix is heated to 165 C and then it is transferred to the mixing chamber. Similarly, the bitumen is to be heated up to a maximum of 160 C. This is done to obtain a good binding and to prevent weak bonding. During this process monitoring the temperature is crucial.
Aggregates: Aggregates having sufficient strength, hardness, toughness, specific gravity and shape were chosen and the prescribed tests on conventional aggregates were performed. An aggregate gradation that satisfies the requirements of IRC 111-2009 for grading-II was selected. From Figure-1, it can be observed that the selected aggregate gradation is within the specified range for hot asphalt mix design. The permissible grading in between maximum and minimum limit as shown in above figure-1 was adopted to achieve maximum density and economical blend as well.
F. Bitumen
Bitumen is very well known as the binder in asphalt construction It is one of the most important highway construction materials. The important quality of bitumen that has made bitumen a popular binding material is its excellent binding property gets softens when heated. For most of the tests, the testing conditions are pre-fixed in the specifications. Temperature is a vital parameter that has a direct influence on the modulus and the aging of the binder. This consideration is important because binders extracted from various sources may show the same physical properties at particular temperatures, but the performance may vary drastically at various temperatures. Mineral Filler: 0 50 100 150 0.01 0.1 1 10 100 % of passing sieve size(mm) achieved value mid value lower limit upper limit Filler shall consist of finely divided minerals such as rock dust or hydrated lime or cement. The use of crushed stone aggregate (CSD) is encouraged because of its economical point of view and easy availability of this filler. It is added to the hot mix asphalt, to increase the density and enhance the strength of the mixture. enhance the strength of the mixture.
Fig 1 Mineral filler Fig 2 plastic waste
G. Plastic Waste
Fig.2 Plastic waste the processed waste plastic bags (LDPE) from the garbage of the local area in shredded form were used as an additive. The shredded waste plastic was cut into pieces of uniform size of 2.36 mm to 4.75 mm.
H. Fly Ash
One of the by- products of the generation of energy through thermal processes is fly ash who’s safe disposed incurs monetary and environmental costs. A review of various literature has found the following results application of fly ash in both flexible and rigid pavements is common in the form of a filler materials.
Preparation of plastic waste coated aggregate sample.
The aggregate is heated to around 170°C the plastic waste is shredded in a size varying between 2.36mm and 4.76mm This shredded plastic is added over hot aggregates with constant mixing in give a uniform distribution The Plastic Got softened and coated over the aggregate. The hot plastic waste aggregates is mixed with the hot bitumen of VG-30 grade.
IV. TEST
A. Test On Aggregate
The following test were conducted on aggregate: Impact value test (IS Code 2386 (part IV) -1963)
The impact value test is a typical method for determining the toughness or resistance to the impact of an aggregate, which is a granular material used in construction such as gravel, sand, or crushed stone. Crushing test test (IS Code 2386 (part IV) -1963)
The crushing value test is a standard test used to evaluate the strength and durability of aggregates Abrasion test (IS Code 2386 (part IV)-1963) The abrasion test on aggregate is a typical method for evaluating aggregate durability and resistance to wear and tear. Water absorption test (IS Code 2386 (part IV)-1963)
The water absorption test is a typical method for determining how much water an aggregate material can absorb.
Table - 1: Test results of aggregate
|
Sr.n o |
Test |
Property |
Result |
|
|
|
determine |
|
|
|
|
d |
|
|
|
|
|
|
|
1 |
Impact |
Toughness |
9.1% |
|
|
value test |
|
|
|
|
|
|
|
|
2 |
Crushing |
Crushing |
16.25% |
|
|
test |
|
|
|
|
|
|
|
|
3 |
Los |
Abrasion |
22.20% |
|
|
Angeles |
|
|
|
|
test |
|
|
|
|
|
|
|
|
4 |
Water |
Water |
2.55% |
|
|
absorption |
absorption |
|
|
|
n test |
|
|
|
|
|
|
|
B. Test on Bitumen
The following test were conducted on bitumen:
Penetration test (IS Code 1203 – 1978)
The penetration test is a popular method for determining the consistency of bitumen Ductility test (IS Code 1208- 1978)
The test examines bitumen's capacity to stretch and distort without breaking Flash and fire point test (IS Code 1208-1978 )
The flash point and fire point are two important properties of bitumen that relate to its potential to ignite and burn.
Table - 2: Test results of Bitumen
|
Sr |
Test |
|
Property |
Result |
|
|
||||
|
no |
|
|
|
|
|
|
|
|
|
|
|
1 |
Penetration |
|
Hardness |
58 mm |
|
|
test |
|
|
|
|
|
|
|
|
|
|
2 |
Ductility test |
|
Stretching |
72 cm |
|
|
|
|
|
|
|
3 |
Flash and |
|
Temperature |
314.76 ? |
|
|
fire point |
|
|
& |
|
|
test |
|
|
319.33? |
|
|
|
|
|
|
V.  CALCULATION
CALCULATION
BITUMEN AND AGGREGATE RATIO MIX
AS PER NAGPUR MUNICIPAL CORPORATION SPECIFIED:
FOR 9000 KG AGGREGATE, 350 KG OF BITUMEN REQUIRED.
SO, FOR 26 KG AGGREGATE, 1 KG BITUMEN WILL BE REQUIRED
RATIO OF BITUMEN AND AGGREGATE MIX BITUMEN:
AGGREGATE = 1:26.
EX: SAMPLE WEIGHT =15 KG
TOTAL = 1+26=27
BITUMEN = 1/27 *15 =0.556 KG
AGGREGATE = 26/27*15=14.44 KG
FOR 5% OF REPLACEMENT OF BITUMEN WITH WASTE PLASTIC:
I.E. 5 % OF 0.556 KG =28G FOR 28 G OF PLASTIC WILL BE ADDED
14.44 KG = 556 G
(AGGREGATES) (BITUMEN)
- = 28 G (PLASTIC)
X = 28*14440/556 = 730 G
SO, 730 G OF AGGREGATES ADDED.
SIMILARLY, IF BITUMEN IS 10% REPLACED WITH WASTE PLASTIC.
AMOUNT OF PLASTIC ADDED =55.60 G
AMOUNT OF AGGREGATE ADDED=1444 G
SIMILARLY, IF BITUMEN IS 15% REPLACED WITH WASTE PLASTIC.
AMOUNT OF PLASTIC ADDED = 83.4G
AMOUNT OF AGGREGATE ADDED =2166 G
VI. RESULTS
A. Percolation Test
Every sample for this test included 2 litters of water


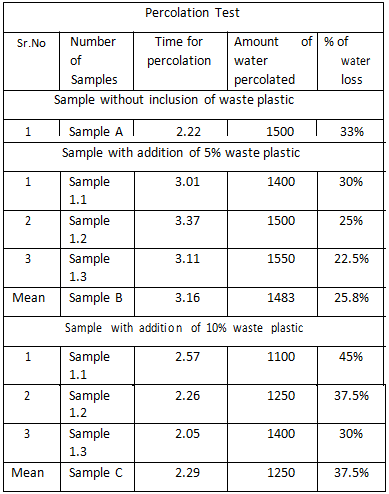
In sample A, which is without inclusion of plastic taking time for percolation of 2.22 min and 1.5 litres of water is percolated through the voids present in the sample.
In sample B, in which 5% waste plastic (LDPE) is added into the bituminous mixture taking average time for percolation 3.16 min & 1.483 litres of water percolated through voids.
In sample C, in which 10% waste plastic (LDPE) is added into the bituminous mixture taking average time for percolation 2.29min & 1.25 litres of water percolated through voids.
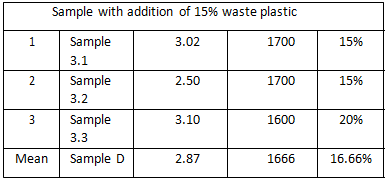
In sample D, in which 15% waste plastic (LDPE) is added into the bituminous mixture taking average time for percolation 2.87 min & 1.66 litres of water percolated through voids.
From above results we can say that in sample B percolation time is more compare to other samples i.e. 3.16 minutes which means number of voids must be less than the other sample.
B. Resistance to Crack Formation Test
By using universal testing machine (UTM)
|
|
|
Load at |
Deflection amount |
|||
|
|
|
failure |
(mm) |
|||
|
Sr. No. |
Specimen Type |
(KN) |
|
|||
|
|
|
|
|
|||
|
1 |
Without Plastic |
5.55 KN |
18.3mm |
|||
|
|
|
|
|
|||
|
2 |
With 5% Plastic addition |
|||||
|
|
|
|
|
|||
|
|
Sample 1.1 |
5.89 KN |
10 mm |
|||
|
|
|
|
|
|||
|
|
Sample 1.2 |
5.83 KN |
10.3 mm |
|||
|
|
|
|
|
|||
|
|
Sample 1.3 |
5.87 KN |
10.1 mm |
|||
|
|
|
|
|
|||
|
|
Mean |
5.86 KN |
10.13 mm |
|||
|
|
|
|
|
|||
|
3 |
With 10 % Plastic addition |
|||||
|
|
|
|
|
|||
|
|
Sample 2.1 |
5.79 KN |
7.5 mm |
|||
|
|
|
|
|
|||
|
|
Sample 2.2 |
5.77 KN |
7.2 mm |
|||
|
|
|
|
|
|||
|
|
Sample 2.3 |
5.78 KN |
7.6 mm |
|||
|
|
|
|
|
|||
|
Mean |
|
5.78 KN |
|
7.43 mm |
||
|
|
|
|
|
|
|
|
|
4 |
|
15 % Plastic addition |
|
|||
|
|
|
|
|
|
|
|
|
|
Sample 3.1 |
|
5.54 KN |
|
14.2 mm |
|
|
|
|
|
|
|
|
|
|
|
Sample 3.2 |
|
5.55 KN |
|
14.3 mm |
|
|
|
|
|
|
|
|
|
|
|
Sample 3.3 |
|
5.53 KN |
|
13.9 mm |
|
|
|
|
|
|
|
|
|
|
|
Mean |
|
5.54 KN |
|
14.13 mm |
|
|
|
|
|
|
|
|
|

In sample without plastic mix, the load required for failure is 5.5 KN and deflection occur was 18.3 mm. The sample of 5% added plastic the load required for crack formation was around 5.89 KN and deflection was 10 mm.
In a sample of 10% added plastic the load required for crack formation was around 5.79 KN and deflection was 7.5 mm.
In the sample of 15% added plastic the load required for crack formation was around 5.54 KN and the deflection occur was 14.2 mm. After the comparative study of these result we conclude that resistance against crack formation in waste plastic bituminous mix at 5% is more than other 10%,15% of plastic added mix and also without mixed plastic specimen.
From the above readings, we conclude that the resistance against the crack formation in waste plastic bituminous mix at 5 % is more than the normal bituminous mix.
Conclusion
After comparative study, it has been discovered that replacing 5% of waste plastic with bitumen mix has promising results in terms of porosity, melting point, and crack formation resistance. To achieve the desired properties like less porosity, high melting point, durability and resistance to deformation 5% of waste plastic should be add in the bituminous mixture. In the economic point of view, the bitumen partially replaced by waste plastic saves money.
References
[1] Huda Shafiq,” Plastic Roads: A Recent Advancement in Waste Management”, International Journal of Engineering and Research Technology (IJERT), September 2016. [2] Azmat Shaikh, Nabeel Khan, Faisal Khan, Devendra Shukla, Gaurav Kale “Use of Plastic Waste in Road Construction” , International Journal of Academic Research and Development (IJARD) , 2017. [3] R Manju, Sathya S, Sheema K, “Use of Plastic Waste in Bituminous Pavement”, International Journal of Creative Research Thoughts (IJCRT),2017. [4] Nitin Dutt Sharma, Anupam Sharma,” Utilization of Waste Plastic In Flexible Pavement”, International Journal of Science and Research (IJSR), 2018. [5] Amruta Chintanika, Assem Mujawar, Misba Ungimmicky Nadege,” Potholes Filling Vehicle Using Waste Plastic”, International Journal of Scientific Development and Research (IJSDR) , April 2019. [6] Kasha V Jambhulkar, Pratik Badawi, Saurav Singh , Prajakta Wanjari ,” Patching Work of Road Using Plastic Waste ” , International Journal of Advance Research in Science , Communication and Technology IJARSCT , October 2020
Copyright
Copyright © 2025 Mayank Chaturvedi, Prof. Dinesh Jaiswal. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET66883
Publish Date : 2025-02-10
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online