

Ijraset Journal For Research in Applied Science and Engineering Technology
Design and Construction of an Integrated Garri Processing Plant
Authors: Asibeluo I.S., Usikpedo. C.O., Emifoniye E., Ubido O., Oliti C.
DOI Link: https://doi.org/10.22214/ijraset.2023.54934
Certificate: View Certificate
Abstract
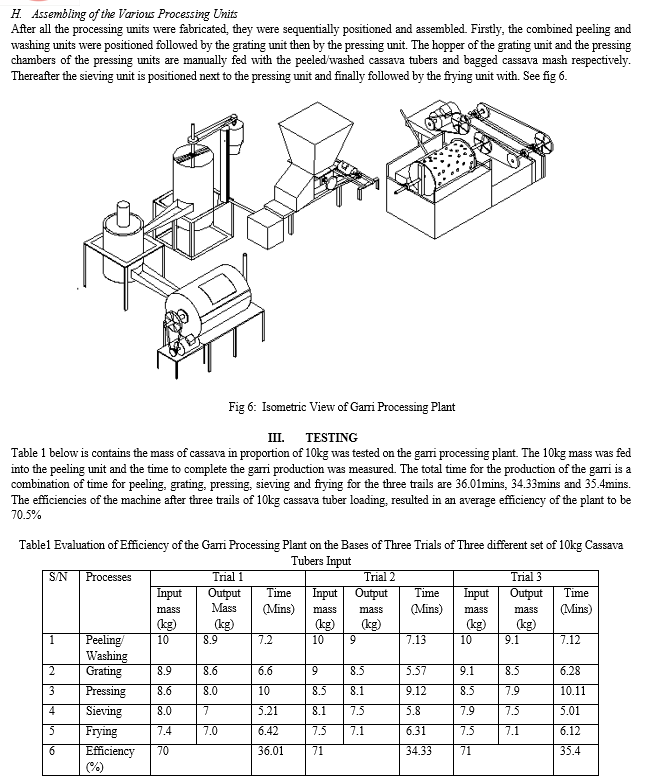
Abstract: Garri is one of the most consumed foods in Nigeria today and it is majorly processed manually. This research focuses on the design, fabrication and testing of an integrated garri processing plant. It is made up of majorly the peeling/ washing, grinding, pressing, sieving, and frying units. The total time for the production of the garri is a combination of time for peeling, grating, pressing, sieving as well as frying and it is an average of 35.27mins. The efficiency of the machine on the average of three trials was found to be 70.5%
Introduction
I. INTRODUCTION
In the majority of the world's developing countries, cassava is a significant source of carbohydrates. The crop can be processed in Nigeria into products including garri, lafun, paki, pupuru, fufu, and cassava grit for animal and human consumption [1]. It can be either boiled or pounded and served with soup in Ghana. [1]Coincidentally, the governments of the two countries had already begun implementing presidential initiatives to promote exports and enhance cassava production for domestic use. As a result, a policy was started in the Nigerian bakery business in 2004 to create bread using cassava and wheat flour at a ratio of 1:9. In addition to being used as a food source for humans, cassava is also used to make alcohol [2].
As a potential alternative to fossil fuel, it has been discovered that alcohol may be extracted from sugarcane and cassava. Massive amounts of cassava are needed by China, and more and more of cassava's industrial potential is being uncovered every day on the Nigerian market. For instance, India has been successful in replacing 40% of its gasoline with ethanol, and the Congo has achieved 30% of bread production using cassava flour. [3]
To satisfy the local and global demand for cassava products, cassava processing thus merits serious consideration. Peeling, grating, boiling/parboiling, drying, milling, and screening, extrusion, and frying are some of the unit activities used in the processing of cassava. [4]While most of the procedures outlined above have been effectively automated, cassava peeling continues to be a significant global problem for design engineers active in cassava processing. The product of multiple prototypes with quality performance and relatively low peeling efficiency is the result of research efforts in this field. The reason for this is that cassava tubers come in a variety of sizes and odd forms.
Because there aren't many high-quality mechanized garri processing facilities in Nigeria, for example, engineers and manufacturers there are constantly looking for ways to enhance current designs. By definition, a model is unreachable in the time and space available, yet it is added last. This never-ending search is what creates a process that is justifiable. Humans and other species need healthy system settings to survive. Environmentally friendly chemical engineering, environmental resources management, and environmental protection are methods of reducing human influence. [5] [6]
A machine for peeling cassava was designed and manufactured by [7]. The cassava peeling machine was created using a manufacturing approach that uses locally accessible materials and reduces the overall relative cost of production. Peeling drum, shaft frame, chuck, and handle assembly make up the entire device. When the machine's performance was tested, it was discovered to have an average efficiency of 65%.
Roasting fermented, dewatered cassava mush produces garri, a gelatinized, granular, dry, and gritty foodstuff. In many African nations, particularly Nigeria [8,9], it is by far the most widely consumed and sold variety of cassava. It is typically consumed as a stiff paste called eba that is mixed with hot water and eaten with stews as a main meal or as a snack8 that is mixed with cold water in between meals. With other minerals having only minor nutritional importance, garri is a decent source of energy and fiber [10]
II. MATERIALS SELECTION AND METHOD OF PRODUCTION
A. Materials Selection
The materials used for manufacturing the integrated garri processing plant were sourced locally in order to reduce the overall production cost. The materials majorly includes; stainless steel, mild steel, hard wood, conveyors belts, transmission belts, bolts and nuts, electric cables, heat resistant electric cables, contactors, bearings, hydraulic press, heating elements, electric motors, speed regulator, electronic temperature controller, thermostats, heat resistant fibre etc. The materials were specially selected with consideration for strength, local availability, durability, cost, affordability, replaceability and reliability.
B. Method of Production
The peeling of the cassava tubers is carried out as they impinged on the spikes created on the rotating drum due to the frictional force generated between the tubers and the spikes as they both move against one another. The spikes are of different heights created in no specific or particular order. Washing of the cassava takes place simultaneously with the peeling in a tank fitted to the rotating drum. The peeled and washed cassava tubers are at thereafter transferred to the grinding unit for grinding. After the grinding process is completed the cassava mash is conveyed to the pressing unit by means of conveyors where it is dewatered to a dry state with very little amount of moisture. The dried cassava mash is thereafter moved to the filtering unit where it is filtered and later transferred to the frying unit fitted with heating elements for frying, which is the last stage of the production processes.
The basic units of the integrated garri processing plant are peeling, grinding, pressing, filtering/sieving and frying. The processes of manufacture of each of the units majorly comprised of the following; designing, measurement, cutting, welding and fabrication, finishing, assembling, testing.
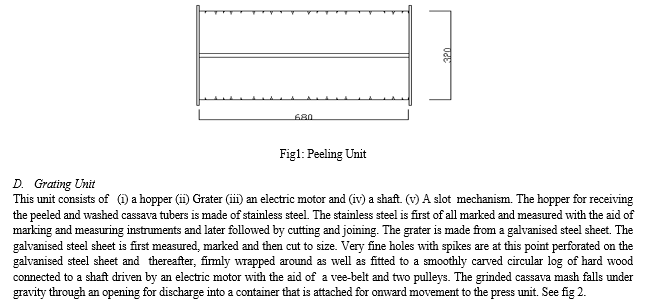
C. Peeling and Washing Units
The peeling unit and the washing units are fitted together. The units comprised majorly of a rotating galvanised steel cylindrical drum and a galvanised steel water tank for washing the cassava tubers as the cylindrical drum rotates. The galvanised steel rotating drum is perforated with spikes of varying lengths of 2mm to 5mm meant for peeling the cassava tubers as they impinged on the spikes. The drum is fitted to a centralised shaft that is driven by a varying speed electric motor with the aid of two pulleys and a vee-belt. The drum is partially submerged in a water tank designed for holding water meant for washing the cassava tubers so as to be able to simultaneously carried out the functions of both peeling and washing of the cassava tubers as it rotates within the water tank. The husks are eliminated from the unit through the perforated holes on the drum. The peeled cassava tubers are evacuated manually through an opening created along the surface of the peeling drum. See figure 1 below.

G. Frying Unit
The frying unit is comprised majorly of the following; heating element, frying drum, electric motor, electronic temperature control, electronic speed regulator, electric motor motion direction switch control and speed indicator, variable gear box, contactor, bearings, Lagging material and a stirrer. The frying drum is simply a cylindrical stainless steel measured and cut to the required size. The frying drum was laced with heating elements that were bought already made from the market with heating capacity of between 1500 to 2000. The stirrer is made up of a 40mm diameter shaft with blunt blades that turn the dried cassava mash until it is properly cooked or fried into the finished product called garri. The stirrer is powered by an electric motor.
The electric motor with the variable gear box attached to it is mounted at the base of the frame with the small pulley connected to the electric motor shaft. A belt is used to connect the big pulley to the small pulley before tightening the bolts and nuts of the electric motor to the base to get the required belt tension. The contactor and speed indicator switch are mounted on a control panel box. The electric motor motion direction switch control and speed indicator are connected to the contactor with an electric cable. The electronic temperature control is also connected with a cable to the contactor while the electronic temperature control is connected to the heating element. Wires are connected from the electronic temperature control to the thermocouple and the thermocouple is screwed into a 10mm nut attached to the frying drum to sense its temperature and display it on the temperature control. Other wires are connected from the contactor to a 3 phases electric power supply because the electric motor is a 3 phases motor. See Fig 5 and Fig 6.

Conclusion
This design and fabrication of the garri processing plant demonstrated that the processed cassava, known as Garri, was determined to be high-quality and free of stones. The outcome is intriguing since it would support the goal of this study, which is to reduce the issues traditional processors face and perhaps even enhance the output of high-quality gari This work would serve as a model for resolving issues faced by conventional Gari processors or automating the cassava processing process. It would also be possible to boost Gari production. With this, a cassava processing facility was effectively constructed for any production that was market-oriented. 10kg cassava tuber when fed into the peeling unit processed the cassava to garri in a time of 35.27minutes on a machine efficiency of 71.5%.
References
[1] Ikegwu, O. J., Nwobasi, V. N., Odoh, M. O., Liedinma, N. U., 2009. Evaluation of pasting and some functional properties of starch isolated from some improved cassava varieties in Nigeria. Afr. J. Biotechnol. 8, 2310-2315 [2] Adetan, D.A., Adekoya L.O. and Aluko, O.B. (2003).Characteristic of some properties of cassava root tubers. Journal of Food Engineering 59: 349 – 353 [3] Howeler, R.H., Watananouta, W. and Tran Ngoc Ngoan (2004). Farmers decide. A participatory approach to development and dissemination of improved cassava technology that improve yield and prevent soil degradation. In: Proceedings of 13th International Society of Tropical Root Crops held in Arusha Tanzania. [4] Odigboh, E. U. (1983). Cassava Production, Processing and Utilization. In. Chan [5] Olukunle O. J. and Oguntunde P. G. (2008). Analysis of Peeling Pattern in an Automated Cassava Peeling System. Nigerian Journal of Technological DevelopmentVol.6 No. 1&2 41-52 [6] Rufus O. C,1 and Odo F . (2018) Analysis of Garri Frying Machine Manufacturing in Nigeria: Design Innovation: Advances in Science, Technology and Engineering Systems Journal Vol. 3, No. 6, 403-411 [7] Himanshu M, Nihal B, Yash N, Danish K, Labhesh P,. Shakebuddin M (2022): Review on Design and Fabrication of Multi-Sieve Sand Sieving Machine: International Research Journal of Engineering and Technology (IRJET). Volume: 09 Issue: 05 [8] Abdulkadir Baba Hassan (2012) Design and Fabrication of a Cassava Peeling Machine: IOSR Journal of Engineering (IOSRJEN) ISSN: 2250-3021 Volume 2, Issue 6 PP 01-08 [9] Olukunle, O.J. and Oguntunde, P.G. (2007). Analysis of peeling pattern in an automated cassava peeling machine. Nigerian Journal of Technological Development 6 (1 & 2): 41 – 52. [10] Akinyemi, J. O. and Akinlua. (1999). Design, Construction and Testing of Cassava Grater. International Journal of Tropical Agriculture. 17(1-4); pp103-108.
Copyright
Copyright © 2023 Asibeluo I.S., Usikpedo. C.O., Emifoniye E., Ubido O., Oliti C.. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET54934
Publish Date : 2023-07-23
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online