

Ijraset Journal For Research in Applied Science and Engineering Technology
Comparative Analysis of CROYOGENIC and MQL Machining of EN-19 Steel
Authors: Patil Rutuja Avinash, Jagtap Amit Dinkar, Mali Vijay Balaso, Kamble Amita Arun, Mr. V. R. Shinge
DOI Link: https://doi.org/10.22214/ijraset.2024.63622
Certificate: View Certificate
Abstract
Introduction
I. INTRODUCTION
Machining is a major manufacturing process in the industry. In the machining process, heat is generated during the chip formation process, which escalates the temperature of the cutting tool and accelerates tool wear. Conventionally, cutting fluid is used to cool and lubricate the cutting process, thereby reducing tool wear and lengthening tool life. However, conventional emulsion cooling has inherent health and environmental problems. Conventional cutting fluid is an environmental contaminant and the government has strict regulations limiting the dumping of cutting fluid waste. Although the cutting fluid can be recycled, recycling services in the United States charge twice the purchasing price for disposal and the cost is four times as much in Europe. Conventional coolant also poses a health threat to the worker. Long term exposure to cutting fluid can cause dermatitis, a generic medical term that describes skin disorders ranging from an ugly rash to malignant cancer. In Ohio, line operators in a major automobile plant have reported that 30 percent of their machining operators developed dermatitis of various degrees due to long term contact with cutting fluid; two required hospitalization. The prevalence of dermatitis resulting from exposure to cutting fluid has consistently been under-reported [1].
In addition to environmental and health concerns, the machining industry continues to investigate ways to achieve longer tool life, higher cutting speed, better work surface quality, less build-up edge, easier
chip breaking and lower production cost. Although dry machining eliminates the use of cutting fluid, it negatively affects tool life. [2].Cryogenic machining, which uses nitrogen as a coolant, is an environmentally safe alternative to conventional machining. Cryogenic machining has been explored since the 1950’s. Scattered reports disclosed the advantages of cryogenic machining, such as improving tool life, improving machined surface finish, and reducing cutting forces .After the 1980’s, new trends such as high- speed cutting, concern for the environment, and employee health awareness renewed the interest in cryogenic machining[1].
In the past, cryogenic machining was difficult and costly. Methods focused on spraying the liquid nitrogen at the tool. 5ME patented Cryogenic Machining Technology utilizes vacuum jacketed feed lines to deliver small flow rates of liquid nitrogen (LN2) through the machine, through the spindle (or turret), and through the tool near the cutting edge shown in figure 1.1.
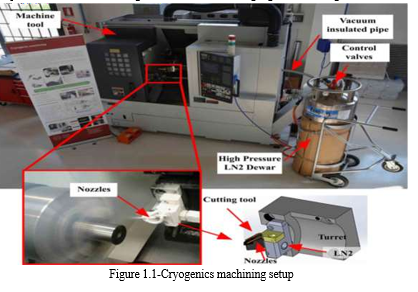
At this point, the LN2 is allowed to evaporate and cool the cutting edge to -321° F. This refrigerated state allows the tool to be pushed beyond its traditional limitations while still increasing its wear resistance against tough-to-machine alloys. The Cryo Control TM allows programmable LN2 flow rates for each cutting tool type resulting in the most efficient and cost effective machining solution. Cryogenic Machining has a number of important advantages including:It is more environmentally sound than other coolants. When it evaporates, Liquid Nitrogen is just Nitrogen, which is the major constituent of air. No harmful chemicals are involved.Higher production rates are possible through higher material removal rates. Greater tool life is encouraged by Cryogenic Machining [1].
Cryogenic cooling approaches in material machining could be classified into four groups according to applications of the researchers:
A. Cryogenic pre-cooling the workpiece
cryogenic pre-cooling, the workpiece and chip cooling method, the aim is to cool workpiece or chip to change properties of material from ductile to brittle because, the ductile chip material can become brittle when the chip temperature is lowered . Chip formation and its effect on productivity in metal cutting have been However, these methods may be impractical in the production line and negatively increase the cutting force and the abrasion, in addition, they can cause dimensional change of the workpiece and, particularly high liquid nitrogen consumption can be required uneconomically.
B. Indirect cryogenic cooling
This method was also called as cryogenic tool back cooling and conductive remote cooling. In this distinctive cryogenic cooling approach, the aim is to cool the cutting point through heat conduction from a LN2 chamber located at the tool face or the tool holder. In other words, LN2 is not repulsed to the tool or workpiece.
C. Cryogenic spraying and jet cooling
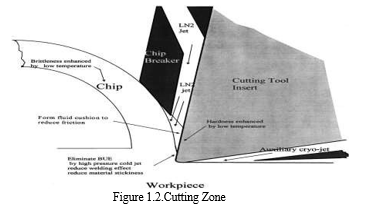
The objective in this method is to cool cutting zone, particularly tool–chip interface with liquid nitrogen by using nozzles. LN2 consumption and thus production cost could be high by general flooding or spraying of the coolant to the general cutting area in a machining operation. Figure 1.2. illustrates such a cryogenic supply system developed by Zurecki et al.. In such an application, coolant can also lead to cooling unwanted areas and increasing of the cutting forces.
Cryogenic Treatment
Cryogenic treatment is a process similar to heat treatment. In this method, samples are cooled down to cryogenic temperature and maintained at this temperature for a long timeD. and then heated back to room temperature to improve wear resistance and dimensional stability of them.For example, Hong et al. performed a treatment method of tools cryogenically as follows: inserts are placed in a chamber. temperature is gradually lowered over a period of 6h from room temperature to about 1841C temperature is then held steady for about 18h; temperature is gradually raised over a period of 6h to room temperature and inserts are tempered. Steps followed by Silva et al. for the cryogenic treatment were: tools were conventionally quenched and tempered lasting a total of 43h cooling to 1961C (20h); heating to +1961C [2].
II. LITERATURE SURVEY
Shane Y. Hong have studied that Economical and Ecological Cryogenic Machining in 2016. A new practical and inexpensive method to cryogenic machining technology was created in order to eliminate the health and environmental issues brought on by the machining industry's usage of conventional cutting fluid. This method reduces the amount of liquid consumption to levels at which nitrogen is less expensive than traditional cutting fluid by using micro nozzle jetting locally to the cutting site. It enables high-speed cutting while extending tool life by up to five times and decreasing tool wear, which boosts productivity and lowers overall production costs. This method also lessens frictional force, enhances chip breaking, gets rid of build-up edges, and enhances surface quality. This research describes a novel cryogenic machining technique and evaluates the process's economics in relation to cutting-edge conventional emulsion cooling [2].
I.S. Jawahira have studied that Cryogenic machining of biomedical implant materials for improved functional performance, life and sustainability in 2016. Due to its favourable effects on the environment, economy, and society, cryogenic cooling is renowned to offer a particularly sustainable machining technique. This keynote paper will concentrate on current discoveries about the creation of tailored surfaces with increased functionality for cryogenically processed biomedical implants that will enhance product quality, performance and sustainability. As a result of It will be outlined how cryogenic processing of Ti alloys, Co-Cr-Mo alloys, and AZ31B Mg alloys can improve surface and sub-surface integrity. Comparing experimental findings to numerical and analytical simulations. The huge potential for pushing wider applications of cryogenic machining technology for biological components is revealed by encouraging findings from this lengthy study[3].
A. Bordinn have studied that Analysis of tool wear in cryogenic machining of additive manufactured Ti6Al4V alloy in 2015. The analysis established that the predominant tool wear mechanism seen in both dry and cryogenic turning was adhesive wear. As evidenced by the decreased tool-chip contact length and the thinner adhered layer on the rake face at longer cutting times than dry machining, the intense cooling capacity of the liquid nitrogen supplied in the cutting zone prevented the adhesion of workpiece material on both the cutting edge and rake face. Even under the worst cutting settings, the use of cryogenic cooling prevented the production of crater wear. In all cutting conditions tested, the adherent workpiece material layer prevented excessive abrasive wear on the side face and cutting edge; None of the evaluated cutting circumstances met the tool life criterion. When the harshest cutting settings were used, cryogenic chilling enhanced the surface integrity of the machined test parts compared to dry turning, demonstrating a reduction in the surface roughness metrics and microstructural changes [4].
Y. Kaynaka have studied that Surface integrity characteristics of NiTi shape memory alloys resulting from dry and cryogenic machining in 2014. In this study, cryogenic and dry machining-induced surface integrity parameters (surface quality, topography, surface roughness, microstructure and phase transformation temperature) were investigated in machining of NiTi alloy. Cryogenic machining process helped to improve the surface quality of machined components more than the dry machining. Martensite to austenite transformation temperatures are higher and transformation peak is broader in cryogenically machined sample than the dry machined sample which indicates that the cryogenic machining has more severe effects on the surface integrity characteristics of NiTi alloys by introducing high dislocation density and residual stresses on their surfaces and subsurface[5].
Y.Kanyak have studied that Tool-wear analysis in cryogenic machining of NiTi shape memory alloys: A comparison of tool-wear performance with dry and MQL machining in 2013. Extremely high tool-wear rate in machining of NiTi shape memory alloys(SMAs) is one of the major reasons for limiting the use of conventional machining processes on NiTi. The findings from this research demonstrate that cryogenic cooling has apro found effect on controlling tool-wear rate and that the progressive tool-wear in machining of NiTi shape memory alloys can be significantly reduced by cryogenic machining [6].
F. Pusavec have studied that Analysis of the influence of nitrogen phase and surface heat transfer coefficient on cryogenic machining performance in 2016.This paper presents the influence of the nitrogen fluid phase on the surface heat transfer coefficient in cryogenic machining. A novel optical nitrogen phase sensor was developed for characterizing the cryo- genic fluid phase. Surface heat transfer coefficients were established experimentally by using a new heat transfer model for cryogenic machining. A finite element model was developed utilizing experimental data for Inconel 718. Using it, the process behavior with varying nitrogen phases was simulated. Deter-mining the minimal, but sufficient amount of coolant flow-rate, in combination with the desired fluid phase at the delivery, was found to be the key for achieving truly sustainable cryogenic machining [7].
Florian Ambrosy have studied An Experimental Study of Cryogenic Machining on Nanocrystalline Surface Layer Generation in 2016. This paper presents an analysis of in- process liquid nitrogen cryogenic cooling on the generation of nanocrystalline workpiece (AISI4140) surface layer in machining. Parameters studied are cooling state, depth of cut h and cutting edge radius rß. Cutting forces are measured and a detailed analysis of micro/nano- structural surface layer conditions was carried out using Focused Ion Beam system, Atomic Force Microscopy and Nanoindentation. It is shown that the obtained micro/nanostructure strongly depends on the cooling conditions. In particular, the affected depth is influenced by the cooling state [8].
Shane Y. Hong have studied that Friction and cutting forces in cryogenic machining of Ti– 6Al–4V
in 2014. Liquid nitrogen is an effective lubricant in cryogenic machining if used correctly. This lubrication effect is evidenced by the reductions of feed force, effective coef?cient of friction between the chip and the tool face, and the thickness of the secondary deformation layer in the chip microstructure.A clever approach of cryogenic lubrication would be to reduce LN2 spray to the workpiece while enhancing cooling at the tool–chip interface. LN2 is highly effective when it is released to the chip–tool interface via the primary nozzle. This effectiveness can be further enhanced by positioning the chip breaker/nozzle so it can lift the chip, allowing LN2 to reach the area and to potentially form a ?uid cushion [9].
Shane Y. Hong have studied that Improvement of Chip Breaking in Machining Low Carbon Steel by Cryogenically Precooling the Workpiece in 2018. Ductile materials such as AISI1008 low carbon steel characteristically exhibit poor chip breaking in conventional machining practices. This paper presents an environmentally clean cryogenic machining process which improves the breakability of AISI1008 chips by lowering the chip temperature to its embrittlement temperature. In this study, the brittle-ductile transition temperature ofAISI1008 was experimentally determined to be between —60°C and —120°CLiquid nitrogen (LN2) was used to prechill the workpiece cryogenically. The results from the cutting tests indicate a significant improvement in chip breakability for different feeds and speeds by using this cooling technique. However, the effectiveness of cryogenetically prechilling the workpiece was found to be heavily dependent on cutting speed [10].
A. Problem Statement
The EN-19 Steel is hard material have hardness 54-68 HRC. Compared to relatively “soft” metals such as aluminum, EN-19 Steel is very difficult to machine. This is because EN-19 Steel is an alloy with high strength and good plasticity. During the machining process, the material will become harder and generate a lot of heat. This leads to faster cutting tool wear. And chip breaking is not easy to bend and break, So it is easy to damage the surface of the part and affect the product quality.Machining to EN-19 Steel is difficult by conventional machining because of low material removal rate ,low surface finish and high tool …wear rate because of that cryogenics machining technique is used for machining of EN-19 Steel. From experimental study of cryogenics machining it is used to increase machinability. In the cryogenics machining where the traditional flood lubricant cooling liquid (an emulsion of oil into water) is replaced by a jet of liquid nitrogen (LN2).The minimum quantity lubricant (MQL) machining also used for machining to compare with cryogenics machining.In MQL maching vegitable oil is used for machining.
B. Proposed Objective
- To analyze & set input parameter levels for MQL & cryogenics machining.
- To done design of experiment by Taguchi method for MQL & cryogenics machining.
- Compare response variable (SR,TWR) of EN-19 Steel.
III. PROPOSED WORK METHODOLOGY
In this dissertation work it is proposed to carry out “Comparative analysis of cryogenic & MQL machining of D3 Steel”. The proposed work planned in following phases-
1. Phase 1-Litrature Survey
In this phase from literature studied and understand for experimental work performed on cryogenics machining & MQL machining.Then material for cryogenics machining & MQL machining is selected and finally identification and selection of tool material is done.Tool material have selected by using Sandvik catlog.
2. Phase 2- Set input parameter levels for cryogenics machining & MQL machining
In this phase the input levels for cryogenics machining & MQL machining will be studied.The levels for experimentation have selected by using Sandvik catlog & design of experiment done by Taguchi method.
3. Phase 3-Experimental investigation of cryogenic machining & MQL machining process
In this phase cryogenic machining & MQL machining done as per design of experiment.The testing for SR & TWR carried out.
4. Phase 4- Comparative Analysis of cryogenics machining & MQL Machining
In this phase comparative analysis will be done for cryogenics machining & MQL machining.
5. Phase 5-Report writing and drafting of journal paper
IV. RESOURCES REQUIRED
Central library
Workshop
V. PROJECT PLAN
|
Sr No |
Month |
Sept 2023 |
Oct 2023 |
Nov 2023 |
Dec 2023 |
Jan 2024 |
Feb 2024 |
March 2024 |
April 2024 |
|
1 |
Literature survey of cryogenic machining & MQL machining |
|
|
|
|
|
|
|
|
|
2 |
Set input parameter levels for cryogenics machining & MQL machining |
|
|
|
|
|
|
|
|
|
3 |
Experimental investigation of cryogenic machining & MQL machining process |
|
|
|
|
|
|
|
|
|
4 |
Comparative Analysis of cryogenics machining & MQL machining |
|
|
|
|
|
|
|
|
|
5 |
Report Preparation |
|
|
|
|
|
|
|
|
|
6 |
Patent / Paper Publication |
|
|
|
|
|
|
|
|
Copyright
Copyright © 2024 Patil Rutuja Avinash, Jagtap Amit Dinkar, Mali Vijay Balaso, Kamble Amita Arun, Mr. V. R. Shinge. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET63622
Publish Date : 2024-07-13
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online