

Ijraset Journal For Research in Applied Science and Engineering Technology
Design and Analysis of Jigs and Fixtures for Inspection Process
Authors: Aditya Mamidwar, Chaitanya Khaire, Pratik Thorat, Akash Deshmukh, Prof. K. D. Mohare
DOI Link: https://doi.org/10.22214/ijraset.2024.62922
Certificate: View Certificate
Abstract
In the realm of vehicle manufacturing, ensuring precise panel fitment is paramount for maintaining quality standards and customer satisfaction. This report delves into the significance of panel and fitment checking fixtures in the automotive industry. The study provides a thorough examination of the design, construction, and utilization of these fixtures, emphasizing their critical role in verifying the accuracy and alignment of vehicle panels during assembly. By employing advanced measurement techniques and precision engineering, these fixtures serve as indispensable tools for detecting deviations and inconsistencies in panel fitment. Furthermore, the report explores the integration of innovative technologies such as 3D scanning and computer-aided design (CAD) in the development of these fixtures, enabling manufacturers to achieve higher levels of accuracy and efficiency in the quality control process. Through case studies and industry insights, the report showcases the practical application and effectiveness of panel and fitment checking fixtures across various stages of vehicle production. Additionally, it highlights the benefits of implementing standardized fixture designs and methodologies to streamline manufacturing processes and minimize production costs.
Introduction
I. INTRODUCTION
In the highly competitive automotive industry, the pursuit of excellence in manufacturing processes remains a constant endeavor. Vehicle manufacturers continuously strive to deliver products that not only meet but exceed consumer expectations in terms of quality, performance, and aesthetics. Central to this pursuit is the precision fitment of vehicle panels, a critical aspect that significantly influences both the visual appeal and structural integrity of automobiles. The introduction of panel and fitment checking fixtures represents a pivotal advancement in quality assurance practices within the automotive manufacturing domain. These fixtures serve as indispensable tools in ensuring the precise alignment and assembly of vehicle panels, ranging from doors and hoods to fenders and trunk lids. By employing meticulous measurement techniques and leveraging cutting-edge technologies, such as 3D scanning and computer-aided design (CAD), these fixtures play a vital role in detecting deviations and discrepancies in panel fitment early in the production process. This report seeks to provide a comprehensive analysis of panel and fitment checking fixtures, examining their design, construction, and utilization in the context of vehicle manufacturing. Through a detailed exploration of industry practices, case studies, and technological advancements, the report aims to elucidate the significance of these fixtures in enhancing quality control measures and optimizing production efficiency.
II. OBJECTIVES AND METHODOLOGY
A. Objectives
- To examine the design and construction of panel and fitment checking fixtures used in the automotive industry.
- To analyze the role of panel and fitment checking fixtures in verifying the accuracy and alignment of vehicle panels.
- To explore the integration of advanced technologies such as 3D scanning and computer-aided design (CAD) in the development of these fixtures.
- To showcase practical applications and case studies demonstrating the effectiveness of panel and fitment checking fixtures in ensuring quality control.
- To highlight the benefits of standardized fixture designs and methodologies in streamlining manufacturing processes and minimizing production costs.
B. Methodology
- Literature Review
- Case Studies
- Interviews and Surveys
- Data Analysis
- Technology Evaluation
- Comparative Analysis
- Synthesis and Reporting
IV. WORKING OF FIXTURE
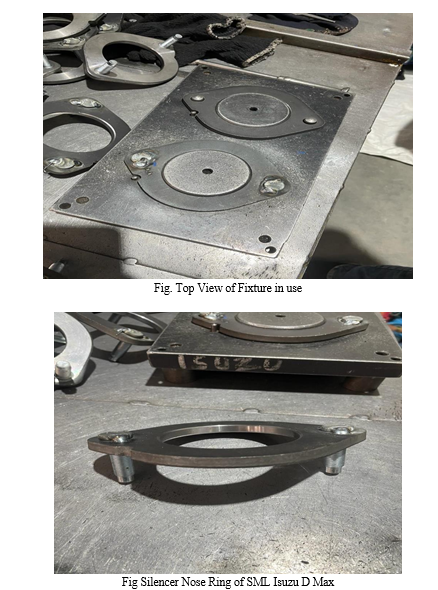
This inspection fixture is designed for inspecting exhaust ring of Isuzu D Max. It consists of precision-machined components, such as base plates, locators, clamps, and measurement devices, arranged in a configuration that allows for accurate positioning and alignment of the exhaust parts during inspection. Operators load the exhaust parts onto the inspection fixture in a predetermined orientation and sequence. The fixture securely holds the parts in place using clamps, locators, and support structures to ensure stability and repeatability during the inspection process.
As we know the minimum and maximum tolerances of a fixture with respect to workpiece is in the range of 20-50% which is found with the help of tolerances provided for the workpiece. Once the exhaust parts are fixtured in the inspection fixture, measurement and inspection procedures are performed to assess their dimensional accuracy, surface quality, and overall conformity to design specifications. Measurement data collected during the inspection process are analyzed and compared against predefined tolerances and quality criteria.
Statistical analysis tools may be used to assess the variation in dimensional measurements and identify any deviations from the desired specifications. Operators and quality control personnel evaluate the inspection results to determine whether the exhaust parts meet the required quality standards for fit, form, and function. Now if the workpiece properly fits in the inspection fixture it is accepted otherwise the part manufactured is rejected.
Based on the inspection results, decisions are made regarding the acceptance or rejection of the inspected exhaust parts. If the parts meet the specified criteria, they are approved for further processing and integration into Isuzu vehicles. Non-conforming parts may be flagged for rework, repair, or rejection, depending on the severity of the deviations from the required specifications.
The inspection fixture undergoes regular maintenance and calibration to ensure its accuracy, reliability, and consistency over time. Components subject to wear or degradation are replaced or refurbished as needed to maintain optimal performance. Calibration checks are conducted periodically to verify the accuracy of measurement devices and ensure alignment with reference standards.
V. COST ANALYSIS OF FIXTURE
A. Material Cost
|
Sr. No. |
Material |
Dimensions |
Cost |
|
1. |
EN-8 (Raw Material) |
(150X150X20) MM |
Rs. 2500 |
|
2. |
MS (Raw Material) |
(250X250X30) MM |
Rs. 3300 |
|
3. |
Legs, Lifters, Handles, Bolts |
- |
Rs. 700 |
B. Process Cost
|
Sr. No. |
Machining |
Cost |
|
1. |
VMC Machine |
Rs. 1600 |
|
2. |
Rotary Grinding |
Rs. 950 |
|
3. |
Dowell Pin Grinding (with material) |
Rs. 1400 |
|
4. |
Co-ordinate Measuring Machine |
Rs. 900 |
|
5. |
Blackodising |
Rs. 480 |
|
6. |
Hardening |
Rs. 840 |
|
7. |
O.D. Grinding |
Rs. 700 |
Total Cost = Rs. 13,370 + 15% Profit
= Rs. 15,375.5/-
Round Off Cost = Rs. 15,500/-
Conclusion
The implementation of an inspection fixture for exhaust parts used in Isuzu vehicles has brought about significant advancements in the quality assurance processes within automotive manufacturing. This specialized fixture plays a critical role in ensuring that each exhaust component adheres to the stringent quality standards and design specifications required for optimal vehicle performance and reliability. One of the major benefits of using this inspection fixture is the consistency it brings to the inspection process. The fixture’s design and functionality allow for repeatable and reliable measurements, minimizing variability and ensuring that all inspected parts meet the same high standards. This consistency is crucial for maintaining the quality and reliability of Isuzu vehicles, as it ensures uniformity across all manufactured parts.The fixture also significantly reduces the incidence of defective parts. By identifying and eliminating defects early in the production process, it minimizes the need for rework and scrap, leading to substantial cost savings. This proactive approach to quality control enhances overall production efficiency and reduces the time and resources spent on addressing quality issues post-production. Operational efficiency is further enhanced through the streamlined inspection process facilitated by the fixture. The ability to quickly and accurately inspect parts reduces bottlenecks in the production line, increasing throughput and enabling faster time-to-market for Isuzu vehicles. This efficiency is vital in the competitive automotive industry, where timely delivery and high-quality products are essential for maintaining market share. The high-quality inspection data generated by the fixture supports continuous improvement initiatives. Accurate and reliable data allow for the identification of trends, patterns, and areas for process improvement. This data-driven approach facilitates informed decision-making and drives innovation in manufacturing processes, leading to ongoing enhancements in product quality and operational efficiency. Cost savings achieved through reduced defects, rework, and optimized inspection processes are significant. These savings contribute to the overall profitability of the manufacturing operation and allow for reinvestment in further technological advancements and quality improvements.
References
[1] Harshwardhan Chandrakant Pandit. International Journal of Engineering Research and Applications.Vol. 12, Issue 10, October 2022, pp. 50-55Patil , Kishor S. Rambhad , D.R. Bele [2] G.H. Raisoni College of Engineering, Nagpur, India. Senior Section Engineer, Electric Loco Shed Ajni, Nagpur, India. International Journal of Analytical, Experimental And Finite Element [3] Aditya Gandhi, Aradhya Gupte, Shourya Gorivale, Mihir Khedkar and Prof. Mrs. S. A. Dhavale. June 2018. ScienceDirect. [4] Ranjith Kumar, Dinesh Krishnaa S, K.K. Gowthamaan, D. Chandra Mouli, K. Cibi Chakravarthi, T. Balasubramanian. ScienceDirect. [5] GaneshBorikar, Varun Velankar, Sanjana Joshi, Parth Dandawate and Sachin Deshmukh. ScienceDirect. [6] Piyush Kharmale, Hrishikesh Pawar, Shubham Salunkhe , Prof. N.A. Kumbhar , Prof. A. D. Gaikwad. ScienceDirect. [7] Krsulja M et al 2009 J. Adv. Eng. 6 6. [8] Hoffman E G, “Jig and Fixture Design.” 2004. [9] Soo W H, “Development of Modular Jig and Fixture for Catia.” 2007. [10] Nee A Y C et al 1987 Robot Comput. Integr. Manuf. 3 195.
Copyright
Copyright © 2024 Aditya Mamidwar, Chaitanya Khaire, Pratik Thorat, Akash Deshmukh, Prof. K. D. Mohare. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET62922
Publish Date : 2024-05-29
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online