

Ijraset Journal For Research in Applied Science and Engineering Technology
Effect of Different Steel Fibres on Strength Parameters of Self Compaction Concrete
Authors: M. Narsimha, J. Bala Krishna, Ajaykrishna CH, Sanjay Kumar, Sumanth B
DOI Link: https://doi.org/10.22214/ijraset.2024.62932
Certificate: View Certificate
Abstract
Self-Compacting concrete are concrete are flow under its own weight to completely fill the framework and passes through the congested reinforcement without segregation and compact without any mechanical vibration. Several studies in past have revealed the use fullness of fibres to improve the structural properties of concrete like ductility, post crack resistance, energy absorption capacity etc . Fibre reinforced self-compacting concrete in fresh state and shows an improved performance in the hardened state due to addition of fibres.
Introduction
I. INTRODUCTION
Self-Compacting Concrete are concretes that can flow under its own weight to completely fill the formwork and passes through the congested reinforcement without segregation and compact without any mechanical vibration.
Several studies in the past have revealed the usefulness of fibers to improve the structural properties of concrete like ductility, post crack resistance, energy absorption capacity etc. Fiber reinforced self-compacting concreting combines the benefits of self-compacting concrete in fresh state and shows an improved performance in the hardened state due to the addition of fibers.
II. HISTORY
SCC was developed in University of Tokyo, Japan by Okamura in the late 1980's to be mainly used for highly congested reinforced concrete structures recognizing the lack of uniformity and difficulty in complete compaction of concrete by vibration. By the early 1990?s, Japan has developed SCC that does not require vibration to achieve full compaction. By the year 2000, the SCC has become popular in Japan for prefabricated products and ready mixed concrete. Since then SCC has generated tremendous interest amongst the research scholars and engineers.
Several European countries recognized the significance and potentials of SCC developed in Japan. During 1989, they found the European federation of natural trade associations representing producers and applicators of specialist building products (EFNARC).
The utilization of self-compacting concrete started growing rapidly. EFNARC, making use of broad practical experiences of all members of European federation with SCC, has drawn up specification and guidelines to provide a framework for design and use of high quality SCC, during 2001.Current trend in the building industry shows increased construction of large and complex structures, which leads to difficult concreting conditions. When large quantity of heavy reinforcement is to be placed in reinforced concrete members it is difficult to Ensure that the form work gets completely filled with concrete that is fully compacted without voids or honeycombs. Vibrating concrete in congested locations may cause some risk to labor and there are always doubts about the strength and durability of concrete placed in such locations. One solution for the achievement of durable concrete structures independent of the quality of construction work is the use of Self Compacting Concrete (SCC). SCC is concrete which can flow under its own weight and completely fill the formwork without segregation, without any vibration maintaining homogeneity.
A. Advantages of SCC
Self-compacting concrete (SCC) can be classified as an advanced construction material. The SCC as the name suggests, does not require to be vibrated to achieve full compaction. This offers following benefits and advantages over conventional concrete.
- Improved quality of concrete and reduction of onsite repairs.
- Faster construction times.
- Improvement of health and safety is also achieved through elimination of handling of vibrators.
- The uses of pozzolanic materials, such as slag, fly ash, silica fume, etc., will help SCC more durable, otherwise these are waste products demanding with no practical applications and which are costly to dispose of.
- Self-compacting concrete is ideal for concrete parts with complicated shapes and elements with high quality visible concrete.
- Ease of placement results in cost savings through reduced equipment and labour requirement.
- Better surface finishes.
- Easier placing.
- Thinner concrete sections.
- Greater Freedom in Design.
B. Disadvantages of SCC
The production of SCC places more stringent requirements on the selection of materials in comparison with conventional concrete.
- An uncontrolled variation of even 1% moisture content in the fine aggregate will have a much bigger impact on the rheology of SCC at very low w/c ratio. Proper stock piling of uniformity of moisture in the batching process and good sampling practice are essential for SCC mixture.
- A change in the characteristics of a SCC mixture could be a warning sign for quality control and while a subjective judgement, may sometimes be more important than the quantitative parameters.
- The development of a SCC requires a large number of a trial batches. In addition to the laboratory trial batches, field size trial batches should be used to simulate the typical production conditions. Once a promising mixture has been established, further laboratory trial batches are required to quantify the characteristics of the mixture.
C. How Economical Is Self-Compacting Concrete
SCC is slightly expensive than conventional concrete. It is seen that cost of materials of SCC is about 10-15 percent higher. On the other hand there are considerable savings.
- The energy consumption is reduced to about 10%nas no vibration is required
- Cost of compaction and laborers are reduced.
- Cost of maintenance and finishing is also reduced.
Considering all above points it is calculated that cost of SCC has only slight increase than the conventional concrete. By the introduction of SCC the quality of finished product is improved.
III. LITERATURE REVEW
T. Suresh Babu, M.V. Seshagiri Rao and D. Rama Seshu [1] presented the design mix of M 30 grade of Steel fibr e self-compacting concretes. In this investigation Cem-FIL anti-crack high dispersion Steel fibers were added to self-compacting concrete and Steel Fiber Reinforced Self Compacting Concrete was developed to study mechanical properties and stress-strain behavior of self-compacting concrete and steel fiber reinforced self-compacting concrete. A strength based mix proportion of self-compacting concrete was arrived based on Nan-Su method of mix design and the proportion was fine-tuned by using Okamura?s guidelines. Five self-compacting concrete mixes with different mineral admixtures like fly ash, ground granulated blast furnace slag and rice husk ash were taken for investigation with and without incorporating Steel fibers. A marginal improvement in the ultimate strength was observed due to the addition of Steel fibers to the self-compacting concrete mix. Also incorporation of Steel fibers had enhanced the ductility of self-compacting concrete. Complete Stress-Strain behavior has been presented and an empirical equation is proposed to predict the behavior of such concrete under compression.
Prajapati Krishnapal, Chandak Rajeev and Dubey Sanjay Kumar [2] in their work presented the properties of self-compacting concrete, mixed with fly ash. Polycarboxylic ether based super plasticizer Fairflo RMC (M) supplied by Fairmate Chemicals Pvt. Ltd. was used. 10%, 20%, 30% weight of cement is replaced by equal weight i.e. 10%, 20%, 30% weight of fly ash respectively. The test results for acceptance characteristics of self-compacting concrete such as slump flow; V-funnel and L-Box are presented. Further, compressive strength at the ages of 7, 28 days was also determined. The result shows that slump flow improves with the increase in cement replacement by fly ash. That is addition of fly ash in mix increases filling and passing ability of concrete, whereas superplasticizer imparts workability to concrete improving segregation resistance of concrete. And increase in fly ash content in place of cement reduced the water requirement of mix, thereby decreasing the 28 days the strength of concrete from 52MPa to 39MPa.
P Srinivasa Rao, G K Vishwanadh, P Sravana, T Seshadri Sekhar [3] studied the flexural behavior of reinforced concrete beams. An attempt has been made to study the strength behavior of fiber reinforced SCC structural subjected to flexure for various grades of concrete mixes of M 30 , M 40 , M 50 and M 60 grade of Concrete M40, M 50 and M 60 with varying percentages of Steel fibers from 0 % to 0.1% . Cem-FIL Anti – Crack HD Steel fibers were used. Fly Ash as used as replacement for cement. The result shows that Steel Fibers in Reinforced Self Compacting Concrete slabs have not improved in flexure because of the reason that the Steel fibers are small in diameter and smooth in nature It can be seen that the presence of Steel Fibers in Reinforced Self Compacting Concrete beams have not improved in flexure because of the reason that the Steel fibers are small in diameter and smooth in nature. The ultimate load carrying capacity of Steel fiber reinforced self-compacting concrete beams with 0.03% Steel fibers are more than reinforced self-compacting concrete beams without Steel fibers.
B. Krishna Rao, V. Ravindra [4] compared the properties of plain normal compacting concrete and Self Compacting Concrete with steel fiber in their investigation. The self-compacting mixtures had a cement replacement of 35% by weight of Class F fly ash. Three different values of percentage of volume fraction of steel fibers (0.5%, 1.0% and 1.5%) were used. Result shows that fiber inclusion did not significantly affect the measured mechanical properties. The maximum strength improves as the fiber content increases from 0.5 to 1.0%, and from 1 to 1.5%decreases. However, only marginal increase is noticed in the ultimate strength. On the other hand maximum compressive, split tensile and flexural strength is found to increase markedly and maximum increase is about 7.20%, 11.07% and 8.77% at 90days. SFRSCC mixes show higher compressive, split tensile and flexural strength rather than normal compacting concrete.
M Chandrasekhar, M V Seshagiri Rao, Maganti Janardhana [5] done a comparative study of stress-strain behavior of M30 grade Steel fiber reinforced self-compacting Concrete (GFRSCC) and steel fiber reinforced self-compacting concrete (SFRSCC). Analytical stress-strain models were proposed to predict the stress-strain behavior of both GFRSCC and SFRSCC and observed that there were improvements in ductility factors for both GFRSCC and SFRSCC. The compressive strength of concrete was improved by 6.23% for GFRSCC and 7.13% for SFRSCC. GFRSCC and SFRSCCshowed a gradual reduction in stress with increase in strain when compared to plain SCC indicating more strain absorbing capacity.
Guru Jawahar, C. Sashidhar, I.V. Ramana Reddy and J. Annie Peter[6] studied the design of self-compacting concrete (SCC) mix with a SCC mix having 28% of coarse aggregate content and 35% replacement of cement with class F fly ash. The fresh state properties like slump flow, V-funnel test and L-box were carried out. And it was observed that the mix has met the acceptance criteria specified by EFNARC.
IV. CHARACTERISTICS OF SCC
Self-compacting mixes are designed to have fresh properties that have a higher degree of workability than convectional concrete. Workability is a way of describing the performance of concrete in the plastic state and for SCC, workability is often characterized by the following properties:
- Filling Ability: ability to fill a formwork under its own weight
- Passing Ability: ability to overcome obstacles like reinforcement, small openings under its own weight without hindrance.
- Stability (Segregation Resistance): homogeneous composition of concrete during and after the process of transportation and placing. A concrete can be characterized as an SCC only if all three of these properties exist.
a. Filling Ability: Filling ability, or flow ability, is the ability of the concrete to completely flow (horizontally and vertically upwards if necessary) and fill all spaces in the formwork under its own weight, without the addition of any external compaction. The flow ability of SCC is characterized by the concrete’s fluidity and cohesion. It is often assessed using the slump flow test.
b. Passing Ability: Passing ability is the ability of the concrete to flow though restricted spaces (e.g. dense reinforcement) without segregation, loss of uniformity or without blocking. This property is related to the maximum aggregate size and aggregate volume, and the L-Box test is the most common method used to asses this property.
As the distance between particles decreases, the potential for blocking increases due to particle collisions and the build-up in internal stresses. Inter-particle interaction can be reduced by decreasing the coarse aggregate volume, and it has been shown that the energy required to initiate flow is often consumed by the increased internal stresses and coarse aggregates. Therefore, the aggregate content should be reduced in order to avoid blockage.
A. Test Setup And Methods
- Slump Flow Test and T50 Slump Flow Test
This test is used to measure the free horizontal flow of SCC on a plain surface without any obstruction. Concrete poured in slump cone without external compaction is made to flow on flow table. Time required for the concrete to cover 50 cm diameter spread circle (T50 cm time) from the time the slump cone is lifted is noted. Average flow of concrete after concrete stops flowing is measured to ascertain the slump flow value.
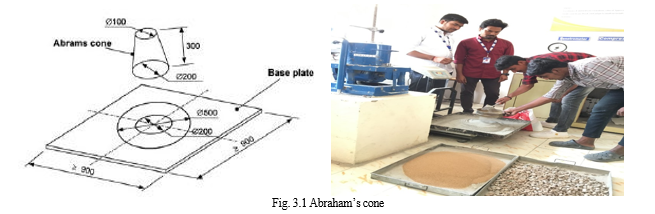
It is most commonly used test and gives a good assessment of filling ability and indications on stability of the mix. In case of unstable mix, most of the coarse aggregate particles remain in the center of the flow table and only cement mortar flows. Absences of uniform distribution of larger particles across the spread indicate the poor viscosity of the mix. Intentional depressions created by finger, if not melded after removal of finger, indicate that the mix is segregated.
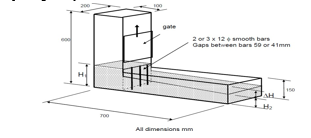
2. L-Box Test Method
This test is conducted to assess the filling and passing ability of SCC. Uniformity of the mix is also examined by inspecting sections of the concrete in the horizontal section of „L? box. Apparatus as shown in Fig. 2 consist of rectangular box section in the shape of „L?. Concrete is made to pass through the obstructions of known clearances. The vertical section is filled with concrete, and then the gate lifted to let the concrete flow into the horizontal section through vertically placed reinforcements. When the flow is stabilized, the height of concrete h1 (at obstructions) and h2 (at the end of horizontal section of „L?) with respect to base are measured. The ratio of h2 and h1 referred to as blocking value, a measure of passing ability of SCC, is calculated. Blocking value of a stable concrete 0.8 to 1.0 indicates better passing ability.
3. ‘U’ Box Test
This test is conducted to measure the filling ability of SCC. The equipment has the shape of English alphabet „U? that is divided by a middle wall into two compartments as shown in Fig. 4. An opening with a sliding gate is fitted between the two compartments with vertical reinforcements as obstructions. Concrete is made to flow through the obstruction and the level difference between the top surfaces of concrete in the both components is measured. Concrete is filled in one compartment up to the top. After one minute, the sliding gate is lifted to allow the concrete to flow into the other compartment through reinforcement obstacles. After the concrete comes to the rest, the difference in height is measured. If filling ability of concrete is good, difference in height has to be less.
V. EXPERIMENTAL INVESTIGATION
A. Aim
- To design mixes for self-compacting concrete mixed with fly ash incorporating Steel fiber in various percentages and to study its fresh and hardened state concrete properties.
- To compare the compressive strength at the ages of 7and 28 days, split tensile strength and flexural behavior of self-compacting concrete at 28 days with and without Steel fibers for M20 and M30 grades of concrete mixes.
B. Material Properties
- Cement: Ordinary Portland cement of 53 grade was used and tested for physical and chemical properties and found to be conforming to various specifications as per IS: 12269-1987.
Table:4.1 Physical Properties of Cement
|
|
Tests on Cement |
Observations |
|
1 |
Specific gravity |
3.15 |
|
2 |
Normal consistency |
30% |
|
3 |
Initial setting time |
38 min |
|
4 |
Compressive strength 7 days 14 days 28 days |
33 N/mm2 52 N/mm2 61 N/mm2 |
2. Fine Aggregate: The aggregate which is passing through 4.75 mm sieve is known as fine aggregate. Locally available river sand which is free from organic impurities is used sand passing through 4.75mm sieve and retained on 150 micron IS sieve is used in this investigation. The physical properties of fine aggregate like specific gravity, bulk density, gradation and fineness modulus is tested in accordance with IS: 2386-1975.
Table 4.2 Sieve Analysis of Fine Aggregate Weight of sand
|
I.S. Sieve Size |
Weight of Aggregate Retained |
Cumulative Weight Retained |
Cumulative% of Weight Retained |
% of
Passing |
Remarks |
|
10 mm |
0 |
0 |
0 |
100 |
Zone –II |
|
4.75 mm |
0 |
0 |
0 |
100 |
|
|
2.36 mm |
10 |
10 |
1 |
99 |
|
|
1.18 mm |
197.5 |
207.5 |
20.75 |
79.25 |
|
|
600 µ |
371.0 |
578.5 |
57.85 |
42.15 |
|
|
300 µ |
353.0 |
931.5 |
93.15 |
6.85 |
|
|
150 µ |
68.5 |
1000.0 |
100.0 |
0 |
Table 4.3 Properties of Fine Aggregate
|
Properties |
Observations |
|
Fineness modulus |
2.72 |
|
Specific gravity |
2.65 |
|
Bulk density (Kg/m3) |
1690 |
3. Coarse Aggregate: The crushed coarse aggregate of 20 mm maximum size rounded obtained from the local crushing plant; (Bidadi, Karnataka) is used in the present study. The physical properties of coarse aggregate like specific gravity, bulk density, gradation and fineness modulus are tested in accordance with IS : 2386-1975.
Table 4.4 Sieve Analysis of Coarse Aggregate
|
I.S. Sieve Size |
Weight of Aggregate Retained |
Cumulative Weight Retained (gm) |
Cumulative % of Weight Retained |
% of Passing |
|
40mm |
0 |
0 |
0 |
100 |
|
20mm |
1240 |
1240 |
12.40 |
87.60 |
|
12.5mm |
8260 |
9500 |
95.00 |
5.00 |
|
10mm |
290 |
9790 |
97.90 |
2.10 |
|
8mm |
120 |
9910 |
99.10 |
0.8 |
|
6.3mm |
40 |
9950 |
99.50 |
0.5 |
|
4.75mm |
20 |
9970 |
99.70 |
0.3 |
|
Pan |
30 |
10000 |
- |
0 |
Fineness modulus of coarse aggregate = 503/100 =5.03
Table 4.5 Properties in Coarse Aggregate
|
Properties |
Observations |
|
Fineness modulus |
5.03 |
|
Specific gravity |
2.70 |
|
Bulk density (kg/m3) |
1460 |
4. Steel Fiber: The fiber used in this study is the Steel fiber with 20-25mm in length & diameter = 1.5- 2.3mm.
5. Functions
a. Reinforcement against shrinkage and intrinsic cracking.
b. Replaces welded wires mesh/ secondary cracks control steel used for crack prevention of concrete flooring.
c. Reduces bleeding and dust formation in concrete.
d. Improves Impact Resistance 3-4 times.
e. Improves abrasion resistance by 30-40%.
f. Gives residual strength to concrete.
g. Improves residual strength of concrete- thus avoids sudden failures and make the concrete earth-quake resistant.
h. Reduce permeability, thus protects rebar from corrosion.
i. Makes the concrete more durable.
j. Makes hardened concrete more tough
6. Fly Ash: Fly ash is obtained from Raichur Thermal Power Station at Raichur, Karnataka. The physical and chemical properties of fly ash are given in the table 2 and table 3, respectively and conform to IS: 3812-2003.
Table 4.6 Physical Properties of Fly Ash
|
Physical Properties |
Test Results |
|
Colour |
Grey (Blackish) |
|
Specific Gravity |
2.27 |
Table 4.7 Chemical Properties of Fly Ash
|
Sl. No |
Parameters |
Results (%) |
|
1 |
Silicon dioxide (SiO2) |
57.6 |
|
2 |
Magnesium oxide (MgO ) |
1.63 |
|
3 |
Total sulphur as sulphur trioxide( SO3) |
0.07 |
|
4 |
Available alkalis as sodium oxide ( Na 2O) |
1.2 |
|
5 |
Loss on ignition |
2.17 |
7. Water: As per IS 456:2000, water used for both mixing and curing should be free from injurious amount of deleterious materials. Portable water (tap water) is generally considered satisfactory for mixing and curing concrete.
C. SCC Mix Proportions with Steel Fiber
Fly ash conforming to IS: 3812-2003 is used as 25% replacement for cement in every mix with various percentage of Steel. Mixes SCC 1 (0% Steel fiber), SCC 2 (0.5% Steel fibre), SCC 3 (1.0% Steel fibre), SCC 4 (1.5% Steel fibre) and SCC 5 (2.0% Steel fibre) of M20 grade and mixes SCC 6 (0% Steel fibre), SCC 7 (0.5% Steel fibre), SCC 8 (1.0% Steel fibre), SCC 9 (1.5% Steel fibre) and SCC 10 (2.0% Steel fibre) of M30 grade as shown in table 1& 2 below were used. The amount of superplasticiser used is 1.1 % for M30 grade and 1.2 % for M20 Grade.
Table 4.8 Mix Proportion for M20 Grade
|
Mix Designation |
Cement kg/m3 |
Fly Ash (25 percent Replacement) kg/m3 |
Fine Aggregate kg/m3 |
Coarse Aggregate kg/m3 |
Water kg/m3 |
Steel Fibre To Total Volume (%) |
|
SCC 1 |
295.74 |
98.58 |
970.71 |
794.21 |
197.16 |
0 |
|
SCC 2 |
295.74 |
98.58 |
970.71 |
794.21 |
197.16 |
0.05 |
|
SCC 3 |
295.74 |
98.58 |
970.71 |
794.21 |
197.16 |
0.10 |
|
SCC 4 |
295.74 |
98.58 |
970.71 |
794.21 |
197.16 |
0.15 |
|
SCC 5 |
295.74 |
98.58 |
970.71 |
794.21 |
197.16 |
0.20 |
Table 4.9 Mix Proportion for M30 Grade
|
Mix Designation |
Cement kg/m3 |
Fly Ash (25 percent Replacement) kg/m3 |
Fine Aggregate kg/m3 |
Coarse Aggregate kg/m3 |
Water kg/m3 |
Steel Fibre To Total Volume (%) |
|
SCC 6 |
328.60 |
109.53 |
938.27 |
767.67 |
197.16 |
0 |
|
SCC 7 |
328.60 |
109.53 |
938.27 |
767.67 |
197.16 |
0.05 |
|
SCC 8 |
328.60 |
109.53 |
938.27 |
767.67 |
197.16 |
0.10 |
|
SCC 6 |
328.60 |
109.53 |
938.27 |
767.67 |
197.16 |
0.15 |
|
SCC 10 |
328.60 |
109.53 |
938.27 |
767.67 |
197.16 |
0.20 |
VI. EXPERIMENT INVESTIGATION AND ANALYSIS
A. Fresh State Properties
The fresh state properties like slump flow, V-funnel test and L-box test have been carried out to determine the flowability and possibility. And the test results have been tabulated in the table 10 below
Table 5.1 Workability Test Results
|
SI No. |
Mix Designation |
Slump Flow 650-800mm |
T50cmslump 2-5 S |
V-Funnel 8-12 S |
L-Box Ratio 0.8-1.0 |
|
1 |
SCC 1 |
680 |
4 |
8 |
0.86 |
|
2 |
SCC 2 |
665 |
4 |
8 |
0.85 |
|
3 |
SCC 3 |
660 |
4 |
9 |
0.85 |
|
4 |
SCC 4 |
657 |
3 |
10 |
0.86 |
|
5 |
SCC 5 |
652 |
4 |
9 |
0.86 |
|
6 |
SCC 6 |
715 |
4 |
10 |
0.95 |
|
7 |
SCC 7 |
704 |
3 |
8 |
0.95 |
|
8 |
SCC 8 |
698 |
3 |
9 |
0.9 |
|
9 |
SCC 9 |
690 |
4 |
9 |
0.9 |
|
10 |
SCC 10 |
685 |
4 |
10 |
0.9 |
Specimen Details
The specimens casted are
- Cubes of 150mm×150mm×150mm size
- Cylinder of 150mm dia×300mm length
- Prism of 100mm×100mm×500mm size
Casting of Specimen: The test moulds of size 150mm×150mm×150mm, 150mm dia×300mm length and 100m×100mm×500mm are used for casting of cubes, cylinders and prisms respectively. The moulds were cleaned and greased properly. The moulds were filled with concrete without any tamping since it is self-compacting concrete. The top surface was made smooth after filling and the moulds was kept unaltered for 24 hours before keeping it for curing
Curing of Specimens: All the specimens were kept for curing in a water tank for the required time period. Potable water was used for curing.
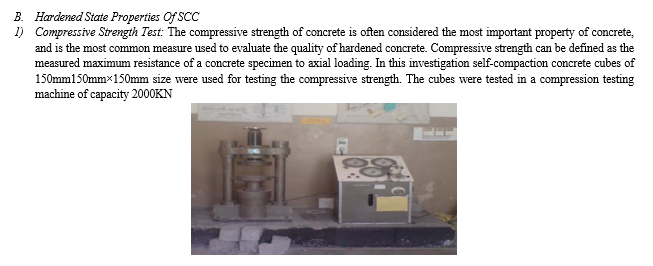
VII. DISCUSSIONS
A. Observations
A close study on SCC the have been done based on the experimental work carried out.
Following points were noted on the basis of the results obtained.
- The slump flow decreases with increase in Steel fibre content
- The load carrying capacity of GFRSCC is more than that of SCC.
- GFRSCC shows a considerable increase in the compressive strength than SCC.
- The split tensile strength of GFRSCC is more than that of SCC.
- The flexural strength of GFRSCC is higher than that of SCC.
Conclusion
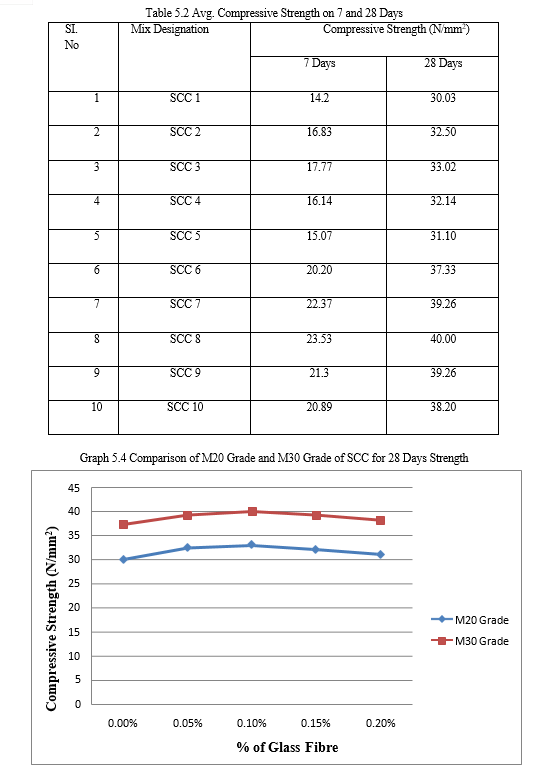
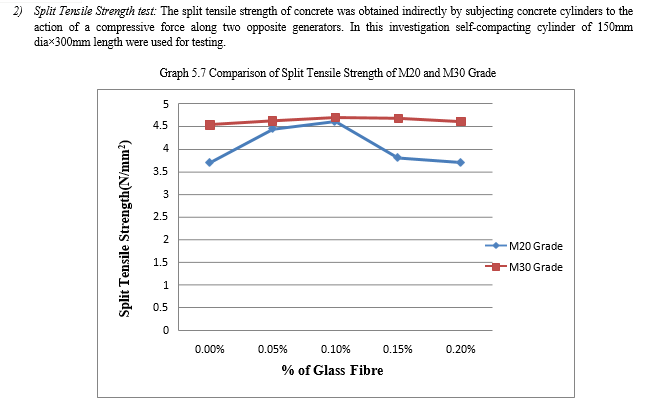
The present study has shown that incorporation of Steel fibre in SCC has a considerable increase in compressive, flexural and split tensile strength. 1) SCC and GFRSCC have a slump in the range of 650-800mm and a flow time ranging from 8-10sec and the slump flow decreases with increase in Steel fibre for both M20 and M30 grades. 2) The specimen with 0.05%, 0.1%, 0.15% and 0.2% of Steel fibre shows an increase of compressive strength by 8.2%, 9.2%, 7.02% and 3.5% respectively than the SCC without fibre for the first mix proportion. 3) The specimen with 0.05%, 0.1%, 0.15% and 0.2% of Steel fibre has in increase compressive strength of 5.1%, 7.1%, 5% and 2.3% respectively than the SCC without fibre for the second mix proportion. 4) The SCC developed split tensile strengths ranging from 3.7MPa to 4.75 MPa for M20 grade and from 4.53 MPa to 4.8 MPa for M30 grade 5) GFRSCC with 0.1% Steel fibre showed substantial increase in the flexural strength than the other specimens.
Copyright
Copyright © 2024 M. Narsimha, J. Bala Krishna, Ajaykrishna CH, Sanjay Kumar, Sumanth B. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET62932
Publish Date : 2024-05-29
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online