

Ijraset Journal For Research in Applied Science and Engineering Technology
Effect of Layer Thickness on the Tensile and Impact Behaviour of SLA-Printed Parts
Authors: Taranath T P , Varun K S, Thimmegowda M B
DOI Link: https://doi.org/10.22214/ijraset.2024.65505
Certificate: View Certificate
Abstract
This paper systematically investigates the influence of layer thickness on the mechanical properties of the SLA printed parts. Specimens were fabricated with four different layer thicknesses, namely 25, 50, 75, and 100 microns, and evaluated for tensile and impact performance. Results showed that as layer thickness increases, mechanical properties significantly deteriorate. The tensile strength values had decreased from 57.5 MPa at 25 microns to 38.2 MPa at 100 microns, while the impact strength declined from 9.5 J/mm² to 5.5 J/mm² over that same range. The major causes for this mechanical property degradation are the poor adhesion between the layers, increased surface roughness, and imperfections introduced by the formation of thicker layers. On the contrary, with the thinner layers, the approach tends to produce layers having stronger interlayer bonding, reduced defect percentages, and higher structural integrity; therefore, superior mechanical performance. The investigation can furnish helpful guidelines for optimizing the thickness of layers in SLA printing so as to balance mechanical properties with production efficiency while catering to the need of high-precision applications requiring superior mechanical strength and excellent impact resistance.
Introduction
I. INTRODUCTION
Additive Manufacturing technologies, often termed as 3D printing, have been subjected to a lot of attention in the past years because of their capabilities of producing complex geometries, eliminating or minimizing material waste, and providing design flexibility across various sectors including, but not limited to, automotive, aerospace, and biomedical. Among the many AM techniques, Stereolithography has become one of the top processes for manufacturing parts at extremely high resolutions on polymers, primarily due to its excellent precision and the ability to make complex structures with an excellent surface finish. A typical SLA process involves the curing of photopolymer resin by a UV laser in a layer-by-layer fashion. It is thus the resolution at every layer that could, in principle, be the prime factor controlling the quality as well as the mechanical performance of the final part. One of the variables that greatly affect the mechanical properties of printed parts is the thickness of these layers. Layer thickness for SLA varies between as little as 25 micrometers and more than 100 micrometers, with thinner layers producing parts with stronger tensile strength, greater flexural stiffness, and better impact resistance. This improvement is mainly due to better interlayer adhesion and decreased contents of defects in thinner layers. These advantages are, however offset by increased print times and higher production costs, and thus the layer thickness needs to be optimized for specific applications to achieve a balance between mechanical performance and efficiency [1-5].
The paper by Harwood et al [6] investigates the effects of layer thickness (25μm, 50μm, 100μm) and print orientation (0°, 45°, 90°) on parts printed in clear resin with SLA 3D printing. Tensile testing showed that for 100μm layers, stiffness grew with increasing print orientation and was highest at 90°. The stiffest were the 25μm 0° samples, though very brittle. The layers having thickness less than 0.2 mm showed orientation effects where less than optimal values were obtained which indicate some threshold beyond which print orientations have little influence. These results open up ways of better understanding SLA parameters to optimize mechanical properties in additive manufacturing.
Farkas et al[7] evaluate the printing layer direction and thickness impact on DLP 3D-printable dental resin NextDent C&B MFH. It contained 36 samples printed with various layers angulations (0°, 45°, 90°) and thicknesses (0.1 mm, 0.05 mm). In all, tensile samples demonstrated a brittle fracture manner but had the maximum tensile strength at a layer thickness of 0.05 mm. Apparently, the results of this study offer significant insights that a direction of printing along with layer thickness do play an important role in mechanical properties and may be altered for expected alterations of dental resin prints according to specific applications.
Chockalingam et al [8] investigates the layer thickness effects of the SL parts on the mechanical properties of parts produced using the SL 5000 machine and CIBA Tool SL5530 epoxy resin.
Test samples were produced based on ASTM recommendations for different layer thicknesses of 100, 125, and 150 μm. Thereafter, the tensile strength, yield strength, and impact strength were measured. This study resulted in decreased layer thickness to improve part strength; thus, a thinner layer is more suitable in application for rapid tooling. In addition, the residual stress analysis was verified through hole drill method. Results: The functionality of SL in terms of mechanical behaviors may be optimized with appropriate thickness that leads to better performance in mechanical properties for rapid tooling purposes.
Liu et al[9] investigated how the alteration in layer thickness ranges from 0.1 mm to 0.5 mm influences the mechanical properties of PLA custom trays 3D-printed. Tensile, bond, and flexural strengths were measured. Interfaces postfracture were analyzed with scanning electron microscopy. There is an indication that the tensile bond strength peaks at 0.4 mm while the flexural strength and tensile strength increase with the increase in layer thickness. Dimensional accuracy is established to be stable up to 0.4 mm but becomes reduced at 0.5 mm. Higher layer thickness lowers printing time by a considerable amount. The study concludes that intermediate layer thickness is what gives the optimal mechanical properties to the 3D-printed custom trays.
Though experts experience considerable mastery in printing by Stereolithography, very limited research has been done regarding systematic assessment how the variation in layer thickness specifically affects the mechanical properties of components printed by SLA. Much of the existing research deals with material properties or investigates the influence from other print parameters, which include exposure time and post-processing conditions. Tensile, flexural, and impact properties, however, remain relatively unexplored under the same printing conditions but with varying print layer thickness. That would be far from optimizing the quality of prints with a corresponding mechanical performance that would weigh strength, durability, and manufacturing efficiency against one another for high-precision applications.
This paper attempts to systematically study the effect of layer thickness variation on the mechanical properties of parts printed by SLA using a conserved resin material. Samples printed with layer thicknesses between 25 and 100 μm are tested for tensile strength, flexural strength, and impact strength. The results are likely to be highly useful in optimizing SLA print parameters to fine-tune the mechanical properties for different engineering applications.
II. MATERIALS AND METHODS
The standard SLA-compatible photopolymer resin applied was a UV-curable epoxy resin with the viscosity in the range of 250-350 cps at 25°C and curing wavelength of 405 nm. The 3D printing process was carried out using an SLA printer. The Laser printer has the laser spot size of 85 micrometers, laser power of 250 mW, and layer resolution of 25, 50, 75, and 100 microns with a print volume of 145 x 145 x 185 mm.
The resin was homogenized well before printing to ensure an even consistency and the prevention of bubbles. The resin was tested with four layer thicknesses of 25, 50, 75, and 100 µm. Tensile and impact test specimens were printed horizontally to minimize support material usage while ensuring smooth surface finish. All specimens used standard printing speed, layer exposure times, and post-curing conditions. With each printed part, there was an IPA wash to remove the uncured resin, followed by post curing in a UV curing chamber at 405 nm for 20 minutes for mechanical properties enhancement.
|
|
|
(a)Tensile Test Specimen |
|
|
|
(b)Impact Test Specimen |
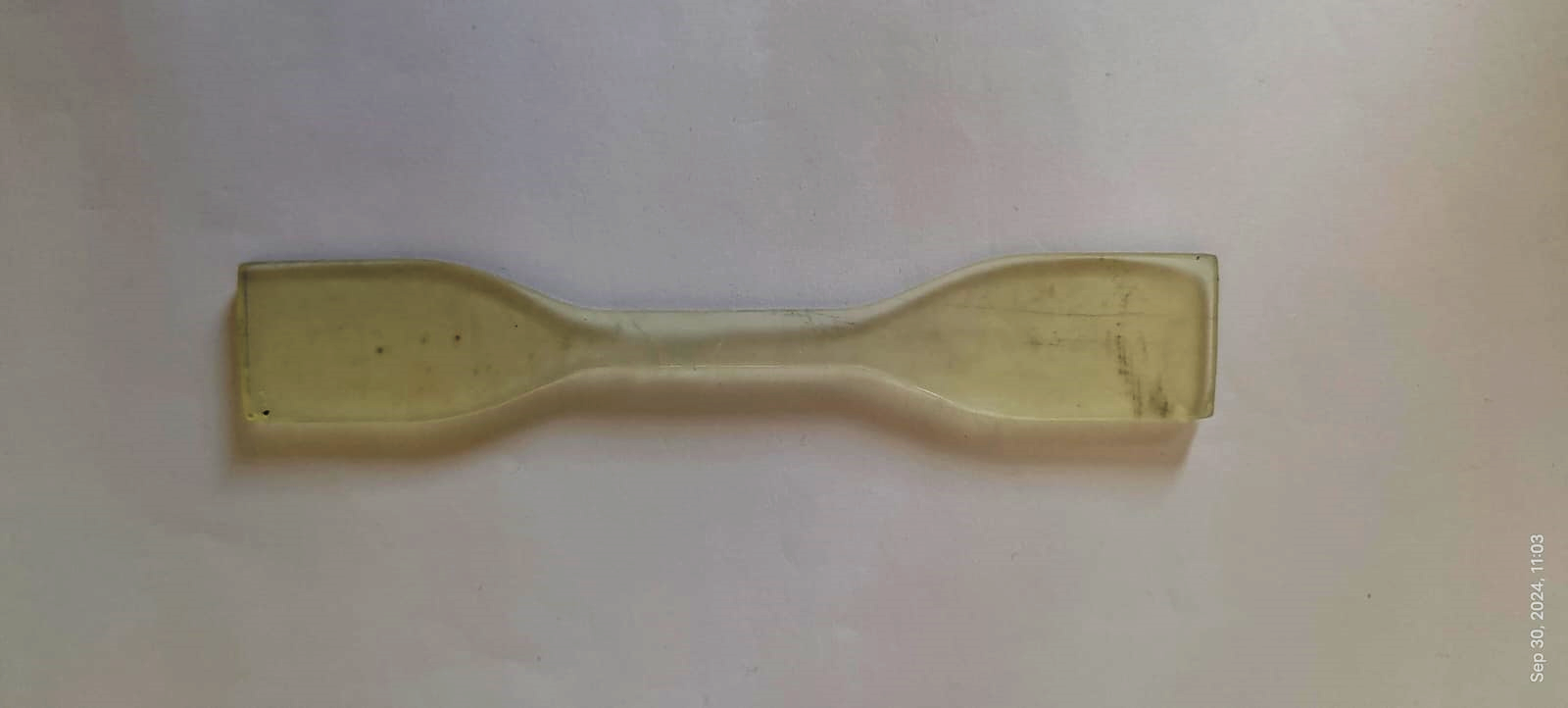
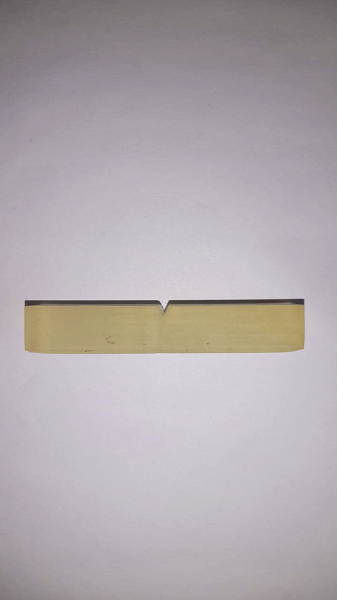
Fig.(a-b) Photograph of Tensile and Impact Test Specimens
Samples were prepared in accordance with type I dog bone according to ASTM D638. The gauge length was 50 mm and an overall length of 165 mm. Width 13 mm and thickness corresponding to the printed layer thickness 25, 50, 75, and 100 microns. The radius of fillet 76 mm. Testing was done using a UTM, load cell of 10 kN with a crosshead speed of 5 mm/min. All the test specimens tested under dry ambient conditions at room temperature (~23°C) displayed data collection to capture the Ultimate Tensile Strength values.
For impact tests, ASTM D256 was used. The notched Izod impact test specimens were prepared with length 63.5 mm, width 12.7 mm, and different thicknesses based on the layering from the printed sheet as 25, 50, 75, and 100 microns. Every sample had a depth of 2mm at 45° angle and a 0.25 mm radius at base. Impact testing Impact tests were carried out using an Izod Impact Tester fitted with a pendulum of 2.7 J. Specimens were positioned vertically in the tester, and the pendulum was released to strike the notched side of the specimen. The results were averaged for at least three samples per layer thickness in order to reach representative values for the mechanical properties of printed parts.
III. RESULTS AND DISCUSSION
A. Effect of Layer thickness on Tensile Strength
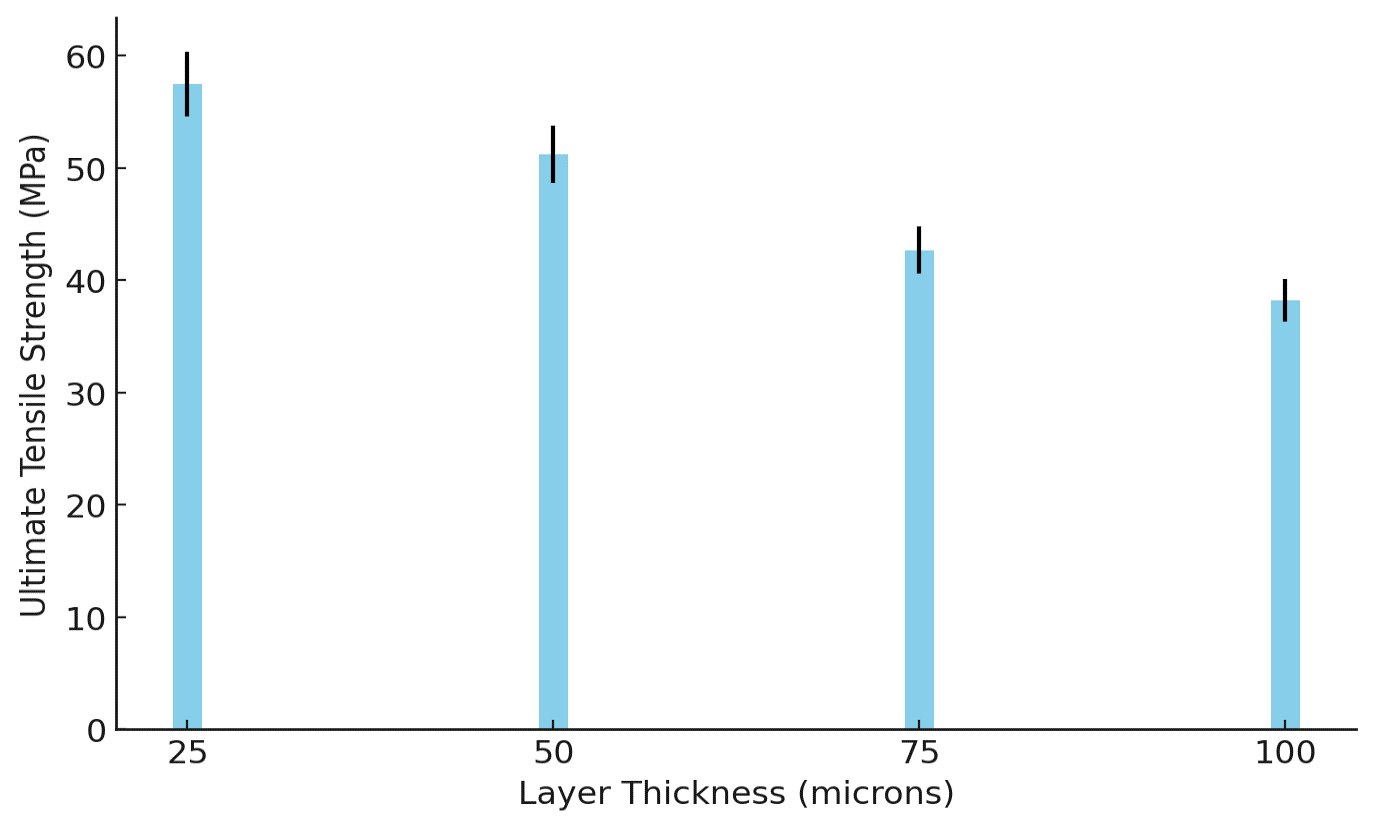 Fig.2 Variation of Tensile strength with layer thickness
Fig.2 Variation of Tensile strength with layer thickness
Figure2: The variation of layer thickness in microns vs. the ultimate tensile strength in MPa of parts made from Stereolithography (SLA) is represented by the data in this figure. From the values depicted, one deduces that tensile strength scales with an increase in layer thickness, clearly attesting to higher magnitudes at lower layer thicknesses: 57.5 MPa at 25 microns, 51.2 MPa at 50 microns, 42.7 MPa at 75 microns, and 38.2 MPa at 100 microns. It can be concluded that several factors inherent to the stereolithography process explain the reason for the observed decrease in ultimate tensile strength with increasing layer thickness. For any given height, an inherently thicker layer of a part means that it is built using more layers; it would therefore lead to a better interlayer bonding and hence fewer voids and defects within each layer curing more uniformly, improving the mechanical properties such as tensile strength. Conversely, increasing layer thickness would weaken interlayer bonding, and stair-step effects on curved surfaces would also worsen, with greater surface roughness and possible in-plane stress concentrations that contribute to early failure under tensile loading.
The thicker layers of a composite usually result in less precise curing. Greater penetration of the laser or UV source can easily result in over-curing or under-curing of adjacent layers. The reasons would lead to some partial residual stresses, micro-cracks, or even un-even polymerization, and all these factors are decreasing tensile strength. Moreover, thicker layers may cool at different rates, which gives thermal gradients in the part, affecting the overall strength.
Finally, thicker layers reduce the dimensional accuracy in the fabricated parts and thus enhance anisotropy. Anisotropy deals with substantial differences in properties along different axes; that is to say, the force is more susceptible to tensile failure along one axis than others. This phenomenon is highly applicable for tensile tests, whereby forces will only act unidirectionally and, subsequently, increase the effects of weak interlayer bonding. For instance, thinner layer thicknesses are favored for applications where high mechanical strength and precision are required, whereas larger layer thicknesses, at the expense of mechanical properties are made use of for fast build up[10-17].
B. Effect of Layer thickness on Impact Strength
Fig.3 shows on a log scale the impact strength (in J/mm²) against layer thickness (in microns) of Stereolithography parts. There is a linear variation in the increase of the thickness of layers with the impact strengths in an order of 9.5 J/mm² at 25 microns, 8 J/mm² at 50 microns, 6.5 J/mm² at 75 microns, and 5.5 J/mm² at 100 microns.
These strength differences from layer thickness may be due to various factors or, at least, that the interlayer bonding strength might one of them. When more layers are used to build a part, the contact surface area would be reduced between successive layers. Therefore, weak bonding between the layers would occur. All these weaker bonds transmit impact forces through them. Thus, the component is more prone to cracking under impact loads. For surface roughness and defects, it can be said that thicker layers generally yield higher surface roughness along with the visibility of stair-stepping effects on the surface of the part. The induced microdefects, with the microstress concentrators that they develop, act as crack initiation sites when forces acting from impact are applied. Hence, defects decrease impact strength for thicker pieces[12-17].
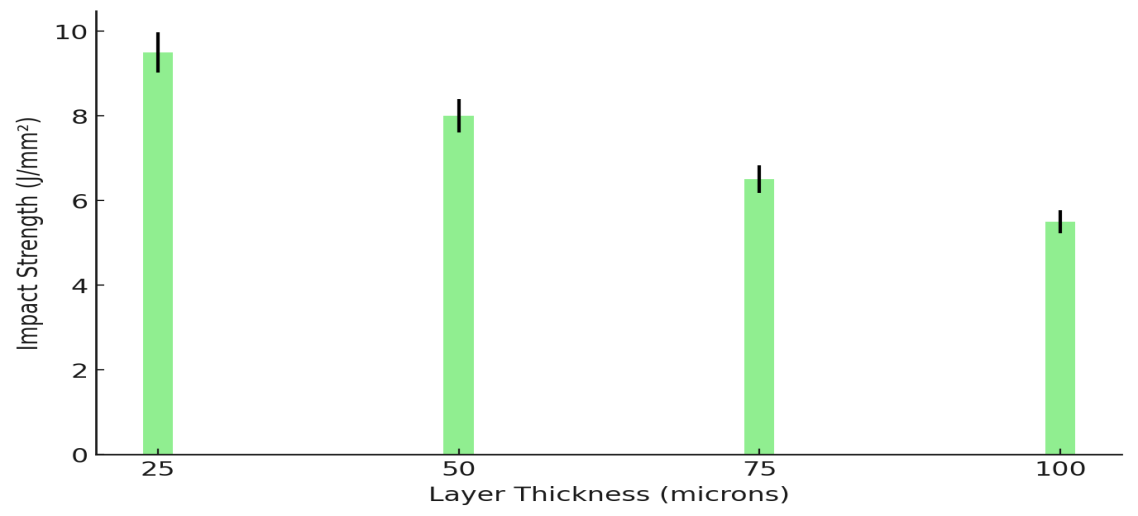 Fig.3 Variations of Impact Strength with layer thickness
Fig.3 Variations of Impact Strength with layer thickness
Residual stresses and internal voids are also considered important factors. Thicker layers may also fail to cure uniformly, thus generating residual stresses, which will eventually form internal voids within the cured material.
The defects hinder the internal structure of the part, weaken it, and impair its ability to absorb energy upon impact, consequently reducing the impact strength. Layer alignment as well as dimensional accuracy is considered to be one of the highest contributors. For larger layer thicknesses, slight misalignments between two consecutive layers are more noticeable. Misalignment introduces anisotropy and reduces structural integrity. Concentrated impact forces to these misaligned regions result in pre-emptive failure with general impact strength reduced. Material properties are also highly anisotropic with greater differences between material properties in the horizontal and vertical orientations with higher layers. This anisotropy also creates much concern with impact strength since impacts are typically multiaxial loads and thus have a need for uniform strength in every direction. For the thicker layers, the lack of homogeneity has enhanced the possibility of the crack propagating along the weaker planes to reduce resistance by the material to the impact forces. While having layer thicknesses smaller, the whole parts generally have superior impact resistance due to better bonding, fewer surface defects, and more homogeneous material properties, so suitable for toughness and durability applications.
Conclusion
1) Tensile strength strongly decreases with thickness of the layers because the interlayer bonding is weakened and surface roughness increases. 2) The impact strength will decrease with a constant rate with the increasing thickness, mainly because of bad interlayer bonding and the presence of micro-defects. 3) The printed part with the 25 ?m layer thickness has been shown to have high tensile and impact strength, and in support of the fact that layer thickness is highly an issue in mechanical performance. 4) Higher layers of it give residuals stresses and defects, which are dangerous for mechanical properties. 5) Even the research study suggests the use of smaller thicknesses of layers for strength-intensive impact resistance applications though with increased printing time and cost.
References
[1] Daver, F., Kajtaz, M., Brandt, M., & Shanks, R. A. (2016). Creep and recovery behaviour of polyolefin-rubber nanocomposites developed for additive manufacturing. Polymers, 8(12), 437. https://doi.org/10.3390/polym8120437 [2] Blom, H., Yeh, R., Wojnarowski, R., & Ling, M. (2006). Detection of degradation of ABS materials via DSC. Thermochimica Acta, 442(1-2), 64-66. https://doi.org/10.1016/j.tca.2006.01.015 [3] Chhabra, D., Gupta, R. K., & Ahlawat, A. (2022). Analysis of fused filament fabrication parameters for sliding wear performance of carbon reinforced polyamide composite material. Polymer Testing, 118, 2023. https://doi.org/10.1016/j.polymertesting.2022.107910 [4] Coppola, B., Cappetti, N., Di Maio, L., Scarfato, P., & Incarnato, L. (2017). Layered silicate reinforced polylactic acid filaments for 3D printing of polymer nanocomposites. IEEE International Forum on Research and Technologies for Society and Industry Conference Proceedings, 3-6. https://doi.org/10.1109/RTSI.2017.8065892 [5] Spoerk, M., Gonzalez-Gutierrez, J., Sapkota, J., Schuschnigg, S., & Holzer, C. (2018). Effect of the printing bed temperature on the adhesion of parts produced by fused filament fabrication. Plastics, Rubber and Composites, 47(1), 17-24. https://doi.org/10.1080/14658011.2017.1399531 [6] Harwood, T., Liu, G., Reyes, A., Slohoda, J., & Lynch, J. (2022). Effect of layer thickness and orientation of 3D printed parts on the mechanical properties. 2022 IEEE MIT Undergraduate Research Technology Conference (URTC). IEEE. doi: 10.1109/URTC53039.2022.9915216. [7] Farkas, A.Z.; Galatanu, S.-V.; Nagib, R. The Influence of Printing Layer Thickness and Orientation on the Mechanical Properties of DLP 3D-Printed Dental Resin. Polymers 2023, 15, 1113. https://doi.org/10.3390/polym15051113. [8] Chockalingam, K., Jawahar, N. and Chandrasekhar, U. (2006), \"Influence of layer thickness on mechanical properties in stereolithography\", Rapid Prototyping Journal, Vol. 12 No. 2, pp. 106-113. https://doi.org/10.1108/13552540610652456 [9] Liu, Y., Bai, W., Cheng, X., Tian, J., Wei, D., Sun, Y., & Di, P. (2021). Effects of printing layer thickness on mechanical properties of 3D-printed custom trays. The Journal of Prosthetic Dentistry, 126(5), 671.e1-671.e7. doi: 10.1016/j.prosdent.2020.08.025. [10] Danielak, A., Chauhan, S., Islam, A., Andrzejewski, J., & Pedersen, D. B. (2022). The effect of layer height and post-curing temperature on the shape memory properties of smart polymers in vat photopolymerization. Rapid Prototyping Journal. [11] Kazemi, M., & Rahimi, A. (2018). Stereolithography process optimization for tensile strength improvement of products. Engineering and Materials Science. [12] Ambrosio, D., Gabrion, X., Malécot, P., Amiot, F., & Thibaud, S. (2019). Influence of manufacturing parameters on the mechanical properties of projection stereolithography–manufactured specimens. The International Journal of Advanced Manufacturing Technology. [13] Farkas, A. Z., Galatanu, S., & Nagib, R. (2023). The influence of printing layer thickness and orientation on the mechanical properties of DLP 3D-printed dental resin. Polymers. [14] Vatani, M., Barazandeh, F., Rahimi, A., & Nezhad, A. S. (2012). Distortion modeling of SL parts by classical lamination theory. Engineering and Materials Science. [15] Watters, M., & Bernhardt, M. (2017). Curing parameters to improve the mechanical properties of stereolithographic printed specimens. Materials Science and Engineering. [16] Joshi, M., Shetty, N., Shetty, S., Bharath, N., & Surapaneni, C. V. (2016). Mechanical characterization of additive manufacturing processes. Engineering and Materials Science. [17] Puebla, K., Arcaute, K., Quintana, R., & Wicker, R. (2012). Effects of environmental conditions, aging, and build orientations on the mechanical properties of ASTM type I specimens manufactured via stereolithography. Engineering and Materials Science.
Copyright
Copyright © 2024 Taranath T P , Varun K S, Thimmegowda M B. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET65505
Publish Date : 2024-11-24
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online