

Ijraset Journal For Research in Applied Science and Engineering Technology
Efficiency Improvement of Friction Stir Welding Parameters on AZ91 Magnesium Alloy Joints
Authors: Dr. A. Antony Fernandez, R. M. Boopathiraja, L. Suriyaprakash
DOI Link: https://doi.org/10.22214/ijraset.2024.58360
Certificate: View Certificate
Abstract
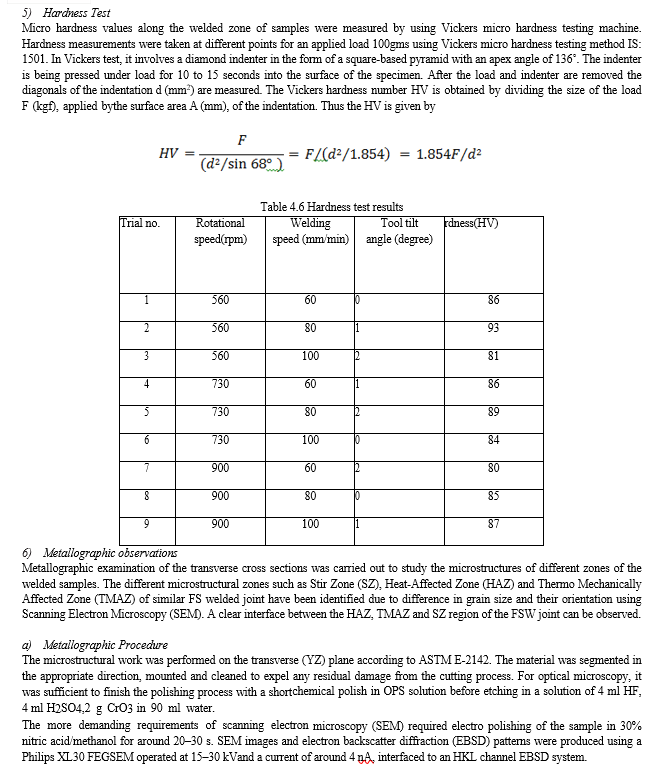
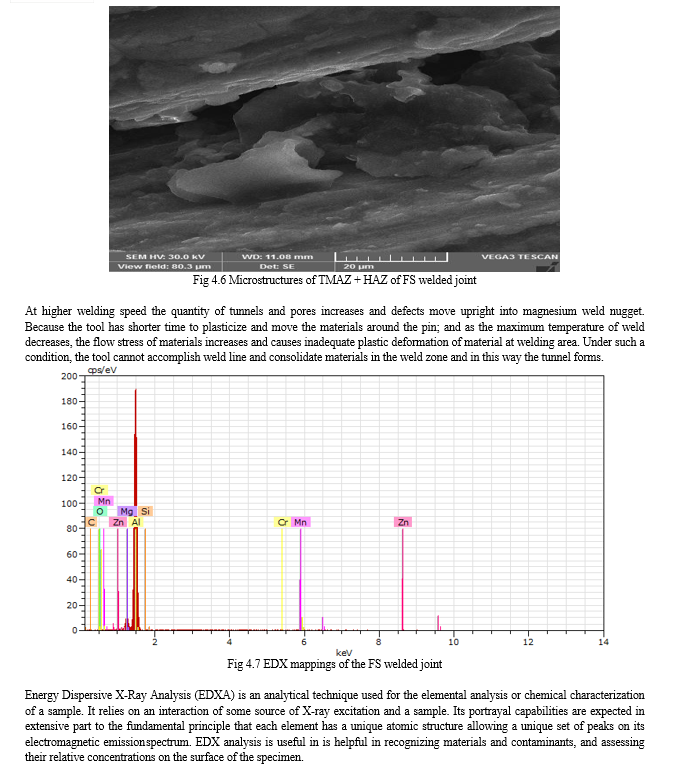
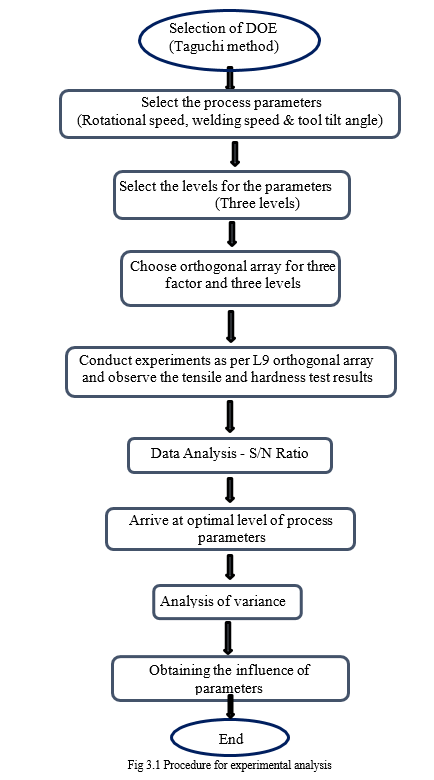
Friction Stir Welding (FSW) is a solid-state welding that permits an intensive form of parts and geometries to be welded with great nature of joints. The use of high-quality Magnesium alloys is extending in shipbuilding industry, particularly for the advancement of naval warships, cruise ships, littoral surface craft and merchant ships. FSW advancement has been seemed to have various focal points for the exploitation of Magnesium alloys structures, as it is a minimal effort welding process. The objective is to come across the optimum levels of the process parameters in which it yields maximum tensile strength and better hardness. A three-factor, three-level design is utilized for optimizing the FSW process parameters and a Taguchi L9 orthogonal array experimental set up is used to anticipate the responses. The system parameters considered are Rotational speed, Transverse speed and the Tool tilt angle. The Friction stir welding is processed for butt joining of Magnesium alloys (AZ91) plates with 6 mm thickness. Tensile testing is attempted on dog-bone kind test specimen for Magnesium alloys. Analysis of Variance (ANOVA) has been used to analyze the effect of different parameters regarding the responses. The microstructural attributes of the welded segments, including base metal, heat affected zone (HAZ), Thermo Mechanically Affected Zone (TMAZ) and Stir Zone (SZ) are examined through Scanning Electron Microscopy (SEM) and Energy Dispersive X-ray (EDX) analysis carried out to quantify the chemical element allocation at the weld interface. The observed optimum condition for Magnesium alloys (AZ91) is 560 rpm, 60 mm/min and 1 degree.
Introduction
I. INTRODUCTION
A technique of solid phase welding, which allows an extensive variety of parts and geometries to be welded are called Friction Stir Welding (FSW), was designed by
W. Thomas and his associates at The Welding Institute (TWI), UK, in 1991. FSW is a genuinely late method that uses a non-consumable rotating welding tool to create frictional heat and plastic deformation at the welding area, in this way influencing the development of a joint while the material is in the solid state. The weld as a rule diminishes the parent metal by around 3-6 % of unique thickness. The rotating tool provides the stir action, plasticizing metal within a narrow zone while transporting metal from the leading face of the pin to the trailing edges. The work piece to be joined and the tool are moved with respect to each other to such an extent that the tool tracks along the weld interface. As the tool passes, the weld cools, in this way consolidating the two plates. Magnesium alloys have a few focal points, for example, low density, high strength, high formability, good corrosion resistance, and low weight. In spite of the fact that it has some appealing properties like great machinability and formability however welding of Magnesium alloys by conventional fusion welding procedures is very troublesome which deliver numerous deformities likes diminishing strength, porosity, hot cracking, brittle solidification and discontinuities. This procedure can locally wipes out the casting defects and refine microstructures; accordingly enhancing strength and malleability, increasing resistance to corrosion and fatigue, upgrading formability and enhancing different properties. The present work is aimed to optimize the process parameters such as rotational speed, traverse speed, and tool tilt angle for superior mechanical properties like Tensile strength and Hardness of the friction stir welded joint on Magnesium Alloy (AZ91). The experiments are devised by Taguchi Design concept. Three factor and three level design matrix is been developed by using MINITAB 17 software package.
A. Micro Structural Zones in FSW
An FSW joint usually consists of four different regions. The different regions are (an) Unaffected base metal (b) Heat affected zone (HAZ) (c) Thermo mechanically affected zone (TMAZ) and (d) stir (SZ) zone. The formation of above regions is affected by the material stream behaviour under the action of rotation non- consumable tool in any case; the material stream behaviour is predominantly influenced by the FSW tool profiles and FSW process parameters.
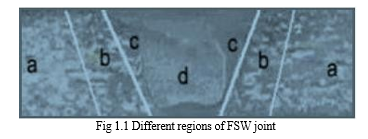
- Unaffected or parent material
This zone is remote from the weld zone, which isn't deformed, and which in spite of the fact that may have encountered a warm cycle because of the conductive dispersal of heat from the weld zone, isn't influenced by heat regarding microstructure or mechanical properties since the size of temperatures experienced are adequately lower.
2. Heat affected zone (HAZ)
This zone lies nearer to the weld center. Also, the material in this zone encounters a warm cycle than can alter the microstructure or mechanical properties. In any case, no plastic deformation happens here. Metallurgical changes in this zone are like those happening in the conventional fusion welding processes.
3. Thermo-mechanically affected zone (TMAZ)
It corresponds to a region where mechanical properties are changed by the friction heat and exceptional deformations caused by the rotational and translational movement of the tool. A particular limit regularly exists between the recrystallized (weld zone) and the deformed zones of TMAZ.
4. Weld nugget or stir zone (SZ)
The zone specifically underneath the tool shoulder and in the closet proximity to the friction stir welding tool is subjected to extensive plastic deformation and furthermore high peak temperature bringing about unique recrystallization. In this zone the first grain limits seem, by all accounts, to be supplanted with fine, equiaxed recrystallized grains.
B. Process variables of FSW
FSW involves complex material movement and plastic deformation. Tool geometry and weld parameters exert significant effect on the material flow pattern and temperature distribution, thereby influencing the micro structural evolution of material.
II. LITERATURE SURVEY
A. Introduction
In this chapter, a brief overview on different optimizations and experimental investigation of Friction Stir Welding (FSW) regarding mechanical and metallurgical properties are carried out. Additionally the impact of different input parameters on selected responses namely rotational speed, traverse speed, axial force, tool pin diameter and tool tilt angle are also presented.
Ugender Singarapu, Kumar Adepu and Somi Reddy (2015)d were inspected the impact of tool material and rotational speed on mechanical properties of friction stir welded AZ31B magnesium alloy with 5mm thickness. In this investigation, the effect of friction stir welding (FSW) parameters such as tool material rotational speed, and welding speed on the mechanical properties of tensile strength, hardness and impact energy of magnesium alloy AZ31B was studied. The investigations were done according to Taguchi parametric design concepts and an L9 orthogonal array was utilized to examine the influence of various combinations of process parameters. Statistical optimization technique, ANOVA, was used to determine the optimum levels and to discover the significance of each process parameter.
N.D. Nam, M. Mathesh and M.Z. Bian (2016)a were clarified the role of friction stir welding and traveling speed in enhancing the corrosion resistance of 6061 magnesium alloy of 4 mm thickness.
The effect of traveling speed on the corrosion properties of 6061 magnesium alloy has been contemplated. The electrochemical tests indicate that an increase of traveling speed enhances the corrosion resistance due to increased film and charge transfer resistances. The corrosion resistance mechanism of FSW specimens can be related to the grain refinement and increase in homogeneity of microstructure which enhances the development of corrosion resistant film.
A. Yazdipour and A. Heidarzadeh (2016)b studied the effect of friction stir welding on microstructure and mechanical properties of dissimilar Al AZ91-H321 and 316L stainless steel alloy of 5 mm thickness. The effect of tool traverse speed, offset and rotation direction during dissimilar butt friction stir welding was examined. The macrostructure and microstructure of the joints were examined using optical microscope and scanning electron microscope furnished with energy dispersive X-ray analysis. The tensile and hardness tests were directed to assess the mechanical properties of the joints.
A. Dorbane, B. Mansoor, G. Ayoub and A. Imad (2016)c were examined the mechanical, microstructural and fracture properties of dissimilar welds produced by friction stir welding of AZ31B and Al6061. Friction stir welding (FSW) has been used for joining AZ31B magnesium alloy and Al 6061-T6 magnesium alloy sheets of 3mm thickness. The mechanical and microstructural properties of dissimilar FSW welds were studied by evolving the tool rotation and translation speeds. Brittle fracture was observed on the specimens tested under tensile loading, with the fracture surface showing chevron pattern. The specimens have fractured along the welded joint with the fracture initiating in the IMCs between the Al and Mg.
Mohammad W. Dewan, Daniel J. Huggett and T. Warren (2016)d were done the prediction of tensile strength of friction stir weld joints of 2219-T87 magnesium alloy with 8.13 mm thickness. In the present examination three critical process parameters including spindle speed (N), plunge force (Fz), and welding speed are viewed as key factors in the assurance of ultimate tensile strength (UTS) of welded magnesium alloy joints. It is observed that all three process parameters have coordinate influence on UTS of the welded joints. Utilizing experimental data, an optimized adaptive neuro-fuzzy inference system (ANFIS) model has been developed to predict UTS of FSW joints.
A. Shojaei Zoeram, S.H. Mousavi and H.R. Jafarian (2017)a were played out the welding parameters investigation and microstructural evolution of dissimilar joints in Al/Bronze processed by friction stir welding and their effect on engineering tensile behaviour. The effect of welding parameters on the joint properties in dissimilar friction stir welding (FSW) between 5052 alloy and C22000 Bronze alloy of 2 mm thickness researched in this examination. The FSW process was carried out by considering the parameters such as rotational speed and welding speed. Results additionally demonstrated that the increase of rotational speed causes an increase in the fraction of intermetallic layer and the appearance of ring/layer pattern in nugget zone.
M.S.Srinivasa Rao, B. Ravi Kumar and M. Manzoor (2017)b were described experimental study on the effect of welding parameters and tool pin profiles on the magnesium alloy of 5mm thickness FSW joints. In this investigation, an attempt has been made to understand the effect of rotational speed, welding speed and
tool pin profiles on the tensile strength and weld joint efficiencies were studied. Three different tool pin profiles have been used to fabricate the joints at three different rotational speeds and welding speeds. Tool pin profiles greatly influenced the tensile properties of joints. The tensile specimens are exhibited tunnel defect due to lower shoulder diameter because of that insufficient heat generation during welding processes.
Shuai Tan, Feiyan Zheng and Jingyu Han (2017)c studied the effects of process parameters on microstructure and mechanical properties of friction stir lap welded magnesium alloy to NZ30K magnesium alloy with 3 mm thickness. Various tool rotation and travel speeds were adopted to prepare the joints. Due to the effect of the tool rotation, the FSLW joints showed unsymmetric cross-section. And the micro hardness distribution indicated that the formation of intermetallic compounds may result in the higher hardness in the joints. By the analysis of the cross-section of the joints, the failure took place at the interface of the intermetallic layer between the Al and Mg alloy.
III. METHODOLOGY
A. Needs of DOE
Design of experiments, DOE, is utilized as a part of numerous industrial sectors, for example, in the improvement and optimization of manufacturing processes. Run of the mill cases are the creation of wafers in the gadgets industry, the manufacturing of engines in the auto industry, and the amalgamation of compounds in the pharmaceutical industry. Another principle kind of DOE-application is the optimization of expository instruments. Numerous applications are found in the scientific literature depicting the optimization of spectrophotometers and chromatographic equipment. As a rule, be that as it may, an experimenter does not bounce straightforwardly into an optimization issue; rather introductory screening trial designs are utilized as a part of request to find the most productive piece of the trial area being referred to.
Other principle kinds of use where DOE is valuable is robustness testing and blend design.
Territories where DOE is utilized as a part of mechanical research, advancement and production:
- Optimization of manufacturing processes
- Optimization of analytical instruments
- Screening and recognizable proof of important factors
- Robustness testing of methods
- Robustness testing of items
- Formulation experiments
B. Taguchi Experimental Design
The Taguchi method includes lessening the variation in a process through robust design of experiments. The general goal of the method is to deliver brilliant product with ease to the producer. The Taguchi method was produced by Genichi Taguchi. Taguchi built up a method for designing experiments to research how different parameters influence the mean and variance of a process performance characteristic that characterizes how well the process is working. Reasons for selecting the Taguchi orthogonal array,
- An extensive number of experimental works must be done when the quantity of process parameters increments. To tackle this issue, the Taguchi method utilizes orthogonal arrays to examine the whole parameter space with just few experiments.
- Taguchi methods have been generally used in engineering analysis and comprise of a plan of experiments with the objective of acquiring data in a controlled way, keeping in mind the end goal to get data about the behaviour of a given process.
- The best favourable position of this method is the sparing of exertion in directing experiments; sparing experimental time, diminishing the cost, and finding significant factors rapidly.
a. Taguchi Orthogonal Array
Orthogonal arrays are special standard experimental design that requires only a small number of experimental trials to find the main factors effects on output. The selection of which orthogonal array (OA) to use predominantly depends on the following items, in order of priority:
- The number of factors and interactions of interest;
- The number of levels for the factors of interest;
- The desired experimental resolution or cost limitations;
The degrees of freedom for three parameters in each of three levels were calculated as follows,
Degree of Freedom (DOF) = number of levels -1. For each factor, DOF equal to:
For (A); DOF = 3 – 1 = 2
For (B); DOF = 3 – 1 = 2
For (C); DOF = 3 – 1 = 2
Hence at least 9 experiments are to be conducted. Based on this orthogonal array (OA) is to be selected which has at least 9 rows i.e., 9 experimental runs.
The 9-run array is more desirable (if cost and time permit) because for each level of any one parameter, all three levels of the other parameters are tested. Of course, either array here costs less to run than a full factorial analysis, since the number of required runs for a full factorial analysis is N = LP = 33 = 27. Based on main factor, the variables are assigned at columns, as stipulated by orthogonal array.
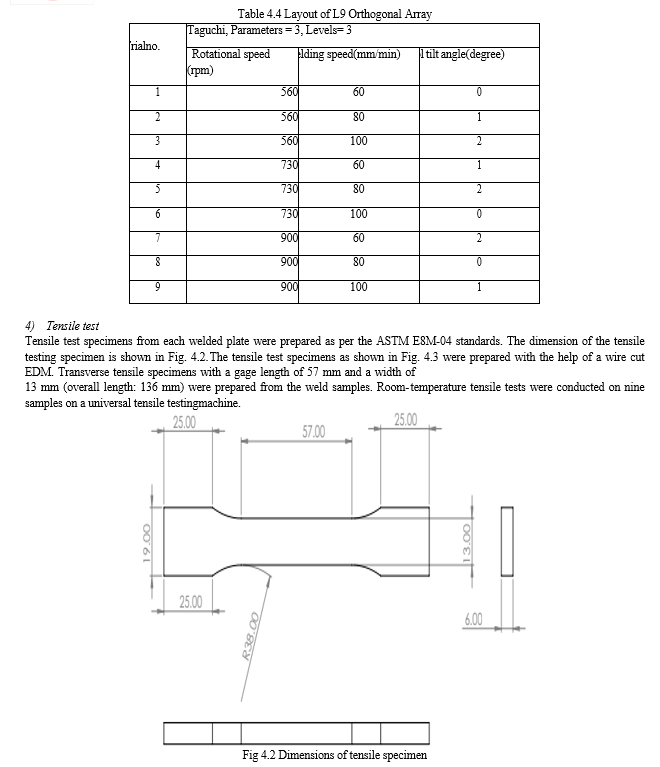
Table 3.1 Taguchi L9 Orthogonal Array
|
Trial no. |
Taguchi L9, Parameters = 3, Levels= 3 |
||
|
Rotational speed |
Welding speed |
Tool tilt angle |
|
|
1 |
560 |
60 |
0 |
|
2 |
560 |
80 |
1 |
|
3 |
560 |
100 |
2 |
|
4 |
730 |
60 |
1 |
|
5 |
730 |
80 |
2 |
|
6 |
730 |
100 |
0 |
|
7 |
900 |
60 |
2 |
|
8 |
900 |
80 |
0 |
|
9 |
900 |
100 |
1 |
IV. EXPERIMENTAL WORK
A. Material Selection
The correct selection of the material is the most vital perspective to take into consideration in Friction Stir welding process. Since various materials have distinctive working parameters based of their properties. Magnesium Alloy (AZ91) material has been chosen for the application in ship building for construction of naval warships, cruise ships, littoral surface craft and merchant ships. The chemical composition (in weight percent) of AZ91 used in the present investigation is shown in Table 4.1. Table
Presents the mechanical properties of base materials
Table 4.1 Chemical composition of AZ91 (wt. %)
|
Name of the material : Magnesium Alloy (AZ91) |
|||||||||
|
Element |
Si |
Fe |
Cu |
Mn |
Al |
Cr |
Zn |
Ti |
Mg |
|
Percentage |
0.12 |
0.29 |
0.014 |
0.65 |
4.55 |
0.088 |
0.006 |
0.031 |
Rem |
Table 4.2 Mechanical properties of AZ91
|
S.no |
Material : Magnesium Alloy (AZ91) |
|
|
1 |
Tensile Strength in (Mpa) |
317 |
|
2 |
Yield Strength in (Mpa) |
228 |
|
3 |
Elongation in (%) |
16 |
|
4 |
Modulus of Elasticity in (GPa) |
70.3 |
B. Experimental Method
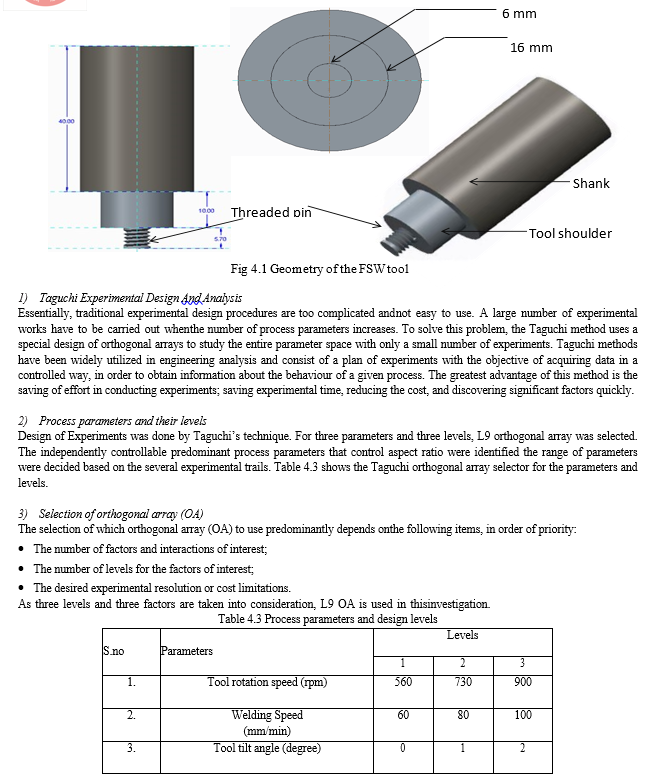
The materials used in this study are 6 mm thick plates of Magnesium alloy Z91. The rolled plates were cut and machined into required shapes of 120 mm long and 100 mm wide for friction stir welding. Welding was carried out in a FSW machine where a tool is mounted with a suitable collate. The vertical tool head can be moved along the vertical guide way (Z axis), the horizontal bed can be moved along X and Y axis. The mechanical clamps are used to clamp the plate in the work table of the machine. The butt joints were fabricated normal to the rolling direction. The process parameters are tool rotational speed, tool transverse speed and tool tilt angle. Cylindrical tool of High Speed Steel (HSS) with threaded pin having 16 mm shoulder diameter, 5.7 mm pin length and 6 mm pin diameter was used for FSW. The pin was positioned at the center of the joint line.



Conclusion
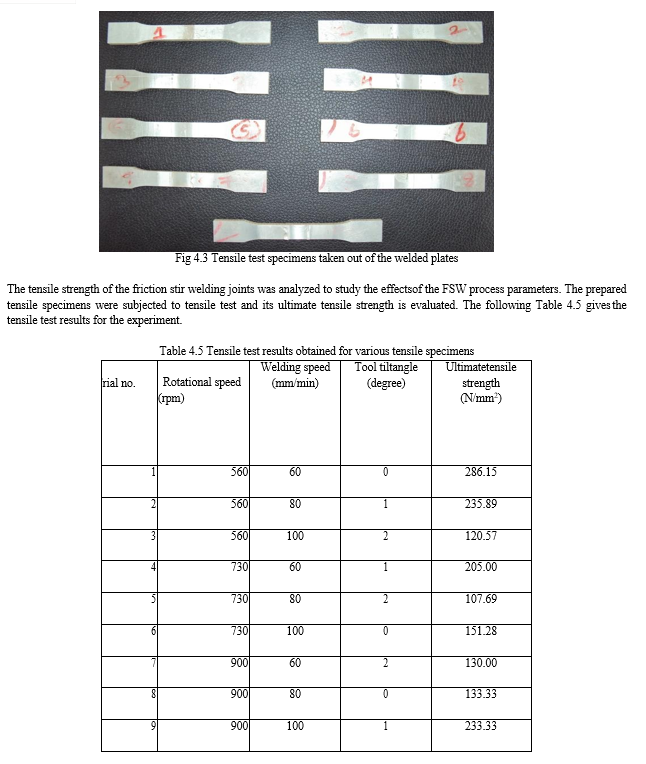
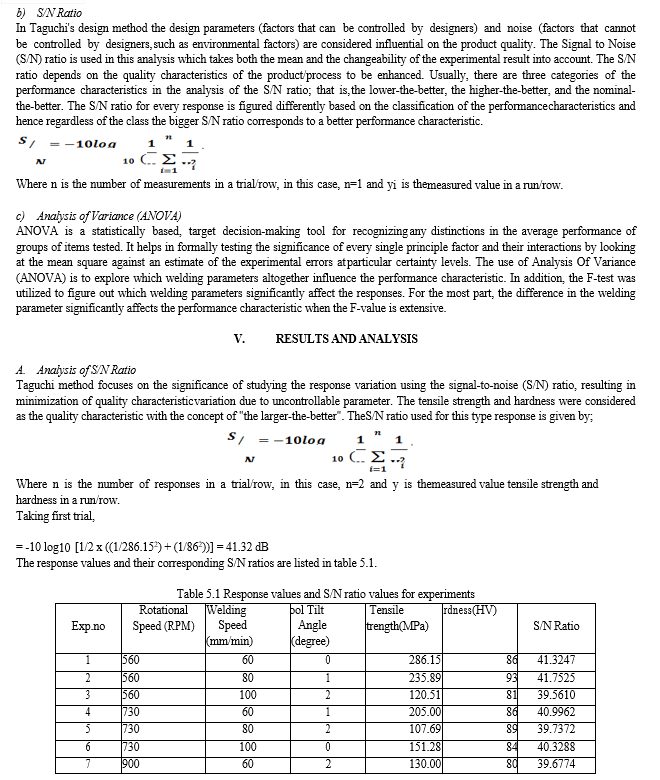
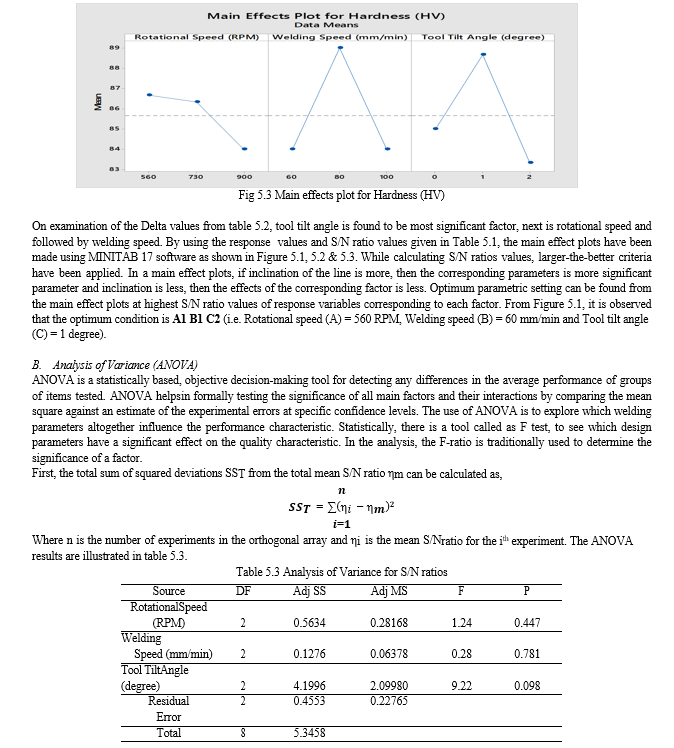
A broad experimental investigation is carried to analyze the effect of important process parameters of FSW with experimental analysis and results. The Taguchi L9 orthogonal designed experiments have been proposed as a way of studying the FSW parameters for Magnesium Alloy (AZ91) welded joint. Main effects plots and ANOVA table revel that tool tilt angle and rotational speed are the factors which has considerable influence on tensile strength and hardness. While welding speed has lesser influence. The process parameters were optimized with respect to maximum tensile strength and hardness of the welded joint and the optimum levels of tool rotational speed, welding speed and tool tilt angle are 560 rpm, 60 mm/min and 1 degree respectively. Also the prediction made by Regression Analysis is in great concurrence with comparison results.
References
[1] Mishra RS, Ma ZY (2005), ‘Friction stir welding and processing’, Material Science Eng: R: Rep; 50:1–78. [2] Behnagh RA, Besharati Givi MK, Akbari M (2011), ‘Mechanical properties, corrosion resistance, and microstructural changes during friction stir processing of AZ91 magnesium rolled plates’, Material Manufacturing Process; 27:636–40. [3] Shojaeefard MH, Behnagh RA, Akbari M, Givi MKB, Farhani F (2013), ‘Modelling and Pareto optimization of mechanical properties of friction stir welded 7075/ AZ91 butt joints using neural network and particle swarm algorithm’, Materials and Design; 44:190–8. [4] Lee WB, Yeon YM, Jung SB (2003), ‘The improvement of mechanical properties of friction-stir-welded A356 Al alloy’, Mater Science Engineering; A355:154. [5] Cao X, Jahazi M (2009), ‘Effect of welding speed on the quality of friction stir welded butt joints of a magnesium alloy’, Materials and Design; 30: 2033. [6] Uzun C, Dalle Donne C, Argagnotto A, Ghidini T, Gambaro C (2005), ‘Friction stir welding of dissimilar Al 6013-T4 To X5CrNi18-10 stainless steel’, Materials and Design; 26:41-6. [7] Elrefaey A, Gouda M, Takahashi M, Ikeuchi K (2005), ‘Characterization of aluminum/steel lap joint by friction stir welding’, Journal of Materials Engineering and Performance; 14:10-7. [8] Kimapong K, Watanabe T (2005), ‘Effect of welding process parameters on mechanical properties of FSW lap joint between aluminum alloy and steel’, Materials Transactions; 46:2211–7. [9] Watanabe T, Takayama H, Yanagisawa A (2006), ‘Joining of aluminum alloy to steel by friction stir welding’, Journal of Materials Processing Technology; 178:342-9. [10] Abdollah-Zadeh A, Saeid T, Sazgari B (2008), ‘Microstructural and mechanical properties of friction stir welded magnesium/copper lap joints’, Journal of Alloy Compounds; 460:535–8. [11] Esmaeili A, Zareie Rajani HR, Sharbati M, Givi MKB, Shamanian M (2011), ‘The role of rotation speed on intermetallic compounds formation and mechanical behaviour of friction stir welded brass/magnesium 1050 couple’, intermetallics; 19: 1711–9. [12] Fujii H, Cui L, Tsuji N, Maeda M, Nakata K, Nogi K (2006), ‘Friction stir welding of carbon steels’, Materials Science and Engineering, 429: 50?57. [13] Hirata T, Oguri T, Hagino H, Tanaka T, Chung SW, Takigawa Y (2007), ‘Influence of friction stir welding parameters on grain size and formability in AZ91 aluminum alloy’, Materials Science and Engineering; 456:344-9 [14] Geiger M, Micari F, Merklein M, Fratini L, Contorno D, Giera A (2008), ‘Friction stir knead welding of steel magnesium butt joints’, International Journal of Machine Tools & Manufacture; 48:515-21. [15] Nalbant M, Gökkaya H, Sur G (2007), ‘Application of Taguchi method in the Optimization of cutting parameters for surface roughness in turning’, Materials and Design; 28:1379–85. [16] Tanaka T, Morishige T, Tomotake Hirata T (2009), ‘Comprehensive analysis of joint strength for dissimilar friction stir welds of mild steel to magnesium alloys’, Scripta Materialia; 61:756-9. [17] Shojaeefard MH, Akbari M, Tahani M, Farhani F (2013), ‘Sensitivity analysis of the artificial neural network outputs in friction stir lap joining of magnesium to brass’, Advanced Material Science Eng; 2013:7. [18] Seighalani KR, Givi MKB, Nasiri AM, Bahemmat P (2010), ‘Investigation on the effects of the tool material, geometry and tilt angle on friction stir welding of pure titanium’, Journal of Materials Processing Technology; 19:955-62. [19] Ouyang J, Yarrapareddy E, Kovacevic R (2006), ‘Microstructural evolution in the friction stir welded 6061 magnesium alloy to copper’, Journal of Material Processing Technology; 172:110–22. [20] Tang W, Guo X, McClure JC, Murr LE, Nunes A (1998), ‘Heat input and temperature distribution in friction stir welding’, Journal of Materials Processing Technology 7:163-9. [21] J.M.T. Holt, Technical Ed, in: C.Y. Ho (1996), ‘Structural Alloys Handbook’, 1996 Edition, CINDAS/Purdue University, West Lafayette. [22] A.P. Zhilyaev, G.V. Nurislamova, B.K. Kim, M.D. Baro, J.A. Szpunar, T. Langdon (2003), ‘Acta Materials’, 51; 753. [23] M. Shamanian, M. Mohammadnezhad, J. Szpunar (2014), Journal of Alloy Compounds 615; 651. [24] S.Z. Han, M. Goto, C. Lim, S.H. Kim, S. Kim (2009), Journal of Alloy Compounds. 483; 159. [25] E.D. Nicholas (1998), ‘Developments in the friction stir welding of metals, in: IC -6: 6th International Conference on Magnesium Alloys’, Toyohashi, Japan.’ [26] Gurmeet Singh, Kulwant Singh, Jagtar Singh (2011), ‘Effect of process parameter on microstructure and mech. Properties in FSW of Al- Alloys’, Transactions pf Indian Institute of Metals. 64:1. [27] Gurel Cam, Celcuk Mistikoglu (2014), ‘Recent developments in FSW of Al- Alloys. Journal of Material Eng. and process’, 23: 1-2. [28] H. K Mohanty, M.M. Mahapatra, P. Kumar, P. Biswas, N.R. Mandal (2012), ‘Modeling the effect of tool shoulder and probe profile geometries on friction stirred magnesium welds using RSM’, Journal of Marine Science 11: 493-503. [29] Chakradhar D, Venu Gopal A (2011), ‘Multi-objective optimization of electrochemical machining of EN31 steels by grey relational analysis’, International Journal of Modeling and Optimization, 1(2), 113-117. [30] Yahya Bozkurt (2012), ‘The optimization of Friction stir welding process parameters to achieve maximum tensile strength in polyethylene sheet’, Materials & Design 35: 440-445. [31] M. Koilraj, V. Sundareswaran, S. Vijayan, S.R Koteswara Rao (2012), ‘Friction stir welding of dissimilar Magnesium alloys 2219 to AZ91 optimization of process parameters using Taguchi technique’, Materials & Designs 42: 1-7. [32] R. Nandan, T. DebRoy, H.K.D.H. Bhadeshia (2008), ‘Recent advances in friction-stir welding – Process, weldments structure and properties’, Progress in materials science, 53:9-10, 20. [33] Sefika Kasman (2013), ‘Multi-response optimization using Taguchi-based grey relational analysis: case study of dissimilar friction stir butt welding of 6082 - 5754’, International Journal of Advanced Manufacturing Technology, 68:1-2.
Copyright
Copyright © 2024 Dr. A. Antony Fernandez, R. M. Boopathiraja, L. Suriyaprakash. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET58360
Publish Date : 2024-02-08
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online