

Ijraset Journal For Research in Applied Science and Engineering Technology
Evaluating Ti-6Al-4V for Laser Direct Energy Deposition: Insights from Powder Metallurgy Techniques
Authors: Onuchukwu Godwin Chike, Norhayati Ahmad, Wan Fahmin Faiz Wan Ali
DOI Link: https://doi.org/10.22214/ijraset.2024.64075
Certificate: View Certificate
Abstract
Laser Direct Energy Deposition (LDED) is a highly precise additive manufacturing technique that enables the creation and repair of complex metal components by melting and depositing metal powders. This study comprehensively evaluates Ti-6Al-4V alloy within the LDED framework, highlighting its performance relative to other metals such as stainless steel, Inconel, and aluminum alloys. Ti-6Al-4V, a titanium-based alloy known for its exceptional strength-to-weight ratio, fatigue resistance, and corrosion resistance, is scrutinized for its advantages and limitations in the LDED process. The research includes a detailed comparison of mechanical properties, thermal behavior, and cost-effectiveness of Ti-6Al-4V against other common LDED metals. Additionally, the study explores the impact of powder metallurgy techniques on the deposition quality and performance of Ti-6Al-4V, focusing on aspects such as powder production methods, particle size distribution, and alloying effects. Real-world applications and case studies from industries including aerospace, automotive, and medical engineering are examined to illustrate the practical advantages of Ti-6Al-4V. The paper concludes by identifying key challenges and opportunities associated with Ti-6Al-4V in LDED and offering recommendations for future research and practical applications. This comprehensive evaluation aims to enhance understanding of Ti-6Al-4V\'s role in LDED and guide its optimized use in advanced manufacturing contexts.
Introduction
I. INTRODUCTION
Laser Direct Energy Deposition (LDED) is a sophisticated additive manufacturing (AM) technology that has revolutionized the way complex metal components are fabricated and repaired [1].
This process uses a high-powered laser to melt metal powders or wires, which are then deposited onto a substrate to build up layers of material with high precision. The unique capabilities of LDED, including its ability to produce parts with complex geometries and its potential for in-situ repairs, make it a valuable tool in industries such as aerospace, automotive, and biomedical engineering [2].
Among the various metals used in LDED, Ti-6Al-4V alloy—a Ti-based alloy comprising 90% Ti, 6% Al, and 4% V stands out due to its exceptional mechanical properties and performance characteristics [3]. Known for its high strength-to-weight ratio, fatigue resistance, and corrosion resistance, Ti-6Al-4V is extensively utilized in high-performance applications where these attributes are critical. Its suitability for LDED is further enhanced by its favorable thermal properties and compatibility with advanced powder metallurgy techniques, which play a crucial role in optimizing the deposition process and material quality.
This study aims to deliver a thorough evaluation of Ti-6Al-4V alloy in the context of LDED. It focuses on several key objectives: first, to compare Ti-6Al-4V with other metals used in LDED, such as stainless steel, Inconel, and Al alloys, by analyzing their mechanical properties, thermal behavior, and suitability for various applications. Second, the study explores how powder metallurgy techniques can improve the deposition quality and performance of Ti-6Al-4V, examining factors like powder production methods, particle size distribution, and alloying effects on the LDED process. Third, it assesses real-world applications and case studies to evaluate the performance of Ti-6Al-4V in industries including aerospace, automotive, and medical engineering. Finally, the study aims to identify the challenges and opportunities associated with using Ti-6Al-4V in LDED and to offer recommendations for future research and practical applications.
II. LASER DIRECT ENERGY DEPOSITION
In the LDED, a laser melts metal powder continually supplied via a nozzle [4], as shown in Figure 1. The laser selectively melts the powder as the nozzle moves over the substrate. This results in a melt pool in which the material solidifies to form a layer. This procedure is continued, accumulating layers upon layers, which enables the manufacture of sophisticated pieces with intricate geometries. LDED process is also helpful for filling cracks and repairing high-value metal parts [5]. Presently, the LDED process is referred to by various terminologies, a diversity attributed to the myriad of research institutions and corporations that have developed their versions of the process [6]. Terminologies like laser-engineered net shaping, direct metal deposition, laser metal deposition, direct laser deposition, direct laser fabrication, and direct metal tooling are all considered under the umbrella of the LDED process. This classification is due to their shared characteristics, like using a laser as the heat source and powder as the feedstock.
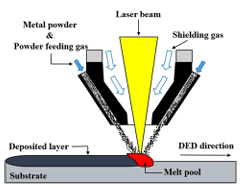
Figure. 1 Laser direct energy deposition process [7].
In the LDED process, a deposition head has the responsibility of transporting metal powder to a melt pool created by a concentrated laser beam for deposition. The rapid solidification of this pool of molten metal is a result of the combination of extreme heat and swift laser action. Several factors significantly impact the properties of the final deposited part. Laser cladding, the formation of a melt pool, and the development of the solidification process are the key mechanisms that are at work here.
A. Principles of Laser Direct Energy Deposition Process
A crucial aspect of the LDED process involves the melting of powder particles as they enter the laser-generated melt pool. During their in-flight time, the powder particles absorb energy and heat up, potentially leading to premature melting before reaching the pool. However, premature melting is generally avoided to improve substrate adhesion and stabilize the process. Therefore, process parameters are typically adjusted so that only the substrate or previously deposited layers melt [5]. The powder's temperature increase during flight is driven by its interaction with the laser beam [8], which is significantly influenced by the standoff distance between the deposition head and the substrate and the speed of the powder particles. The electromagnetic and radiative properties of the powder and its environment govern the interaction between the laser and the powder. The powder's temperature rises as it interacts with the laser, and its ability to absorb, reflect, and scatter light lowers its power, as shown in Figure 2.
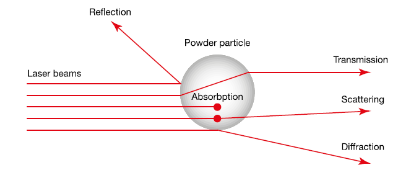
Figure 2 An example illustration of the effects when the laser and powder come into contact [9].
Once the reduction caused by the powder flow is considered, the laser power reaching the substrate focuses on a small area, which intensely heats the building platform, forming a melt pool [10]. As powder is introduced into this pool, it quickly melts, forming a raised track from the deposited material. The melt pool in the LDED process typically measures 0.25 to 1 mm in width, 0.25 to 0.5 mm in height, and 0.1 to 0.5 mm in depth [11]. The temperature in the melt pool can rapidly reach thousands of degrees within milliseconds, influenced by factors such as laser power, beam diameter, substrate material, and travel speed [12]. Analyzing the melt pool formation is crucial as it initiates the solid track formation and plays a vital role in optimizing the building conditions [13].
B. Applications of Laser Direct Energy Deposition Process
The surge in LDED research has primarily grown due to the process's ability to deposit a bead of molten material at high temperatures. The capabilities of LDED to produce complex 3D geometries, add extra material to a component to construct structures or reconstruct worn or damaged components, deposit multi-material and bifurcation deposits, and overlay or attach dissimilar materials makes it a versatile and adaptable process to produce intricate structures in various engineering applications, specifically within the domain of AM. The established work on LDED for bulk manufacturing applications is limited and focuses on recent applications such as large metal components mostly in the aerospace and shipbuilding industries, turbine repair, and biomedical implants/scaffolds and joint repairs. In line with LDED's capabilities, research has found LDED applications in the food industry. Additionally, real-world aerospace applications include the use of LDED to manufacture air-seal ring repair and cladding of a large diameter. This indicates that the potential of LDED for industry applications is significant.
Overall, LDED is an attractive and emerging technology due to its potential to:
- Fabricate customized, complex 3D geometries.
- Deposit multi-material and bi-functional materials.
- Re-align the microstructure of components.
- Repair components and carry out surface composite processing to make them functional.
III. METALS USED IN LASER DIRECT ENERGY DEPOSITION
Metals such as Ti alloys, stainless steel alloys, Al alloys, Ni alloys, and Cu alloys are commonly used in LDED as shown in Table 1, each of which offers a unique set of properties and a wide range of applications including those in the fields of aerospace, energy, biomedicine, electronics industries, customer products, etc. The variety of metals used in LDED continues to expand as new processes and applications are developed. Additional research and development on the materials used in LDED are required to realize its full potential and market. The choice of metal for LDED is a critical decision that has the potential to considerably influence not only the quality of the printed parts but also their performance and functionality. When choosing a metal for LDED, material properties, application requirements, process compatibility, design considerations, research and development, industry standards and certifications, and cost must be considered [14].
Table 1. Comparison of the metals used in laser direct energy deposition.
|
Metal Alloy |
Composition |
Properties |
Limitations |
Applications |
|||
|
Mechanical |
Electrical |
Thermal |
Chemical |
||||
|
Stainless Steel (SS) |
Iron (Fe), Chromium (Cr), Nickel (Ni), Manganese |
Good strength and toughness. |
Non- conductivity. |
Moderate thermal conductivity. High melting point. |
Chemically resistant. Corrodes in some environments. |
Limited heat resistance. |
Aerospace Automotive Medical |
|
Aluminum (Al) |
Al, various alloying element |
Good strength-to- weight ratio. Low density and great machinability.
|
Non- conductivity. |
Low thermal conductivity. Low melting point. |
Resistant to oxidation. Corrode in some situations. |
Limited strength and hardness. |
Aerospace Automotive |
|
Titanium (Ti) |
Ti various alloying elements |
High strength-to- weight ratio. Excellent fatigue. Creep resistance. |
Non- conductivity. |
Low thermal conductivity. High melting point. |
Resistant to oxidation and corrosion. Biocompatible |
Expensive raw material. Limited ductility. |
Aerospace Automotive Medical Defence Marine Sports |
|
Cobalt- Chromium (Co-Cr) |
Co, Cr, Molybdenum (Mo) |
High strength and hardness. Excellent wear resistance. |
Non- conductivity. |
Moderate thermal conductivity. High melting point. |
Resistant to oxidation and corrosion. |
Expensive raw material. Challenging to process. |
Medical |
|
Nickel (Ni)-Based Superalloy |
Ni, various alloying elements |
High ductility. |
Non- conductivity. |
Moderate to high thermal conductivity. Low thermal expansion. |
Resistant to oxidation and corrosion. |
Expensive raw material. Difficult to machine. |
Aerospace. Power generation. Chemical processing. |
|
Copper (Cu) |
Cu, various alloying elements |
High ductility. |
Excellent electrical conductor. |
High thermal conductivity. Low thermal expansion. |
Susceptible to corrosion. It may tarnish over time. |
Lower strength. Prone to oxidation and corrosion. |
Electronics. Heat exchanger. |
However, choosing metal suited for LDED requires thoroughly analyzing the above factors, evaluating the application’s necessities, and the LDED process. Ti alloys are one of the best choices of materials for LDED due to the remarkable properties they possess [15]. These properties include being lightweight, great strength, resistance to corrosion, biocompatible, resistant to high temperatures, and readily available. Because of these properties, Ti alloys are ideally suited for various applications as shown in Figure 3.
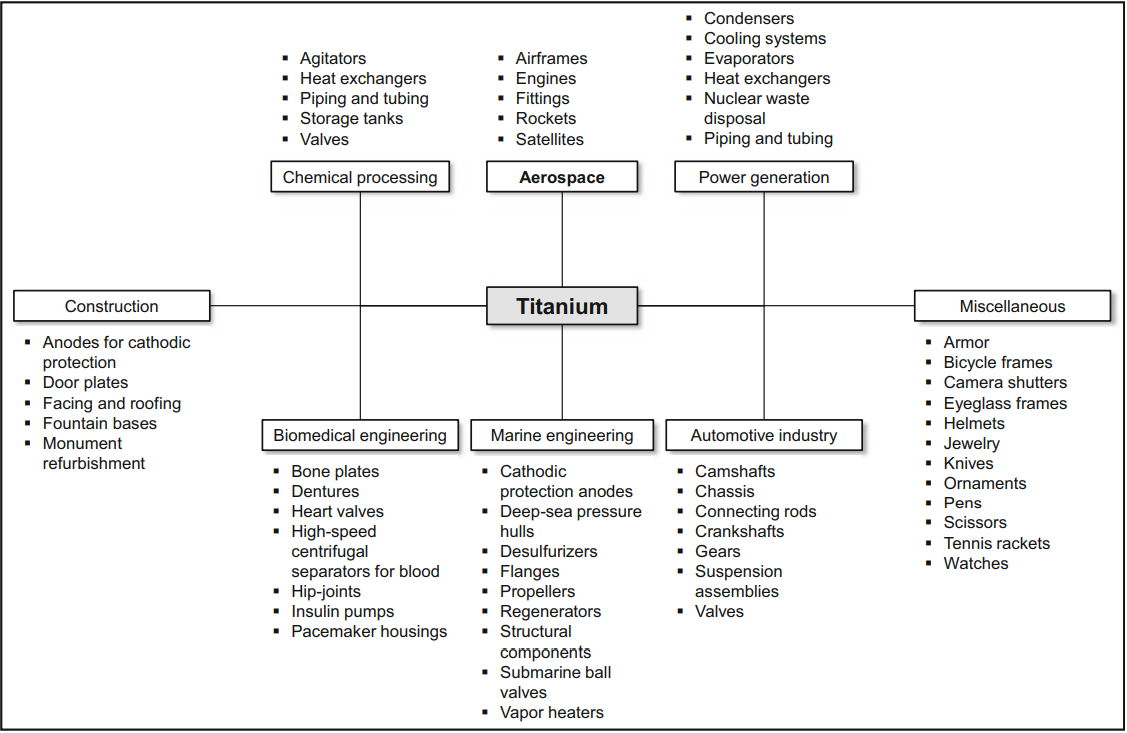
Figure 3. Various applications of Ti alloys for laser direct energy deposition.
It is projected that Ti alloys will increase in the process of LDED due to ongoing research and technological breakthroughs. This will result in the opening of new doors for creating novel designs and enhancing functional capabilities. When choosing the appropriate Ti alloy for LDED, as shown in Table 2, it is essential to consider the particular demands of the application.
Table 2. Comparison of Ti and its alloys used in laser direct energy deposition.
|
Classification |
ASTM |
Material |
Features |
|
Pure Ti |
Grade 1 |
Ti-Grade 1 |
Weakest Ti alloy. |
|
Grade 2 |
Ti-Grade 2 |
||
|
Ti anti-corrosion alloy |
Grade 7 |
Ti-0.15Pd |
Costly and low usage. |
|
Ti ???? a11oy |
Grade 6 |
Ti-5Al-2.5Sn |
Lower strength than Ti-6Al-4V. |
|
Ti ???? − ???? a11oy |
Grade 9 |
Ti-3Al-2.5V |
|
|
Grade 23 |
Ti-6Al-4V ELI |
||
|
Grade 5 |
Ti-6Al-4V |
Higher strength-to-weight ratio than others. |
In addition, consideration must be given to aspects such as the accessibility of the constituent materials, their capability of being processed, and their level of compatibility with the LDED techniques. Ti-6Al-4V was selected as the material for this research because it is the most widely used Ti alloy for LDED. The Ti-6Al-4V is a high-strength, low-density Ti alloy with high fracture toughness, exceptional corrosion resistance, and superior biocompatibility. The alloy is more ductile and has lower interaction energy because of the inclusion of V. It is a crucial engineering metal because, when compared to other materials, it has a higher strength-to-weight ratio. The outstanding material properties and adaptability have led to the widespread adoption of the Ti-6Al-4V across various industries. However, compared to other materials, the price of Ti-6Al-4V is significantly higher, preventing their general application. As a result, multiple investigations have been conducted into various technologies, such as powder metallurgy, which could result in lower costs.
IV. COMPOSITION AND PROPERTIES OF Ti-6Al-4V ALLOY
Ti-6Al-4V - not only is one of the most commonly employed Ti alloys but it is also used in bio-medicals such as dental and orthopedic implants. It is interesting to investigate the literature and patents to answer the fundamentally basic questions of why the underlying alloy has been favored over the many other compositions available in the last few decades. We find apparent paradoxes in the selected powder and process parameters used for implementation. There is, for example, little agreement in the literature on what the optimal and/or limits are for the various process and powder parameters. Indeed, the reported values vary by nearly an order of magnitude in some cases. This may, in part, be due to variations in the measurement and compaction of the powders, directly affecting the subsequent sintering during the process. But until now, the effects of uniaxial pressing were not well understood.
With this in mind, one of the fundamental innovations in this investigation is to decouple the time-temperature-transformation (TTT) microstructural observations of powder compaction from subsequent AM manufacturing. There is a risk of misinterpretation when discussing powder microstructures and how they subsequently optimally sinter. A further reason for choosing this alloy is that a highly-alloyed Ti-6Al-4V alloy is expected to be less sensitive to microstructural variations in terms of thermal conductivity and its effect on the process window, or drift of the microstructure into composition space of beta-stabilizing elements. This means that even when residual powders are not removed from the surface of the LDED part, it is less likely to appreciably affect the performance of the LDED part. The phase constitution of Ti-6Al-4V is complex and vibration damping, especially during machining, is of commercial interest.
A. Chemical Composition
Two additive-manufactured Ti-6Al-4V powders with an average particle size of 62.6 µm and 63.4 µm were used in this study. The chemical compositions of both powders were analyzed using an ARL EQUINOX 100 optical emission spectrometer (OES; Thermo Fisher Scientific Ltd., Surrey, UK), and the results are shown in Table 1. Metallography further showed that the first powder contained <300 µm powder particles of varying composition, as quoted by the manufacturer. Metallography and elemental mapping confirmed >95 wt.% (96.8%) of all elements (Al, Fe, V as a fraction of Ti) in the second powder.
It should be noted that the one deduction observed was silicon, with an average composition of 0.08 at.% (0.07 wt.%). Both powders contained <0.4 wt.% oxygen, and after a previous study, their nitrogen contents were deduced to be below the limits of detection for thermal conductivity measurements. These powder compositions have been included to represent a potential range of "as supplied" powders and have been analyzed using elemental mapping to provide some insight into the composition profile. Importantly, the overall composition was acceptable for FM6. The powder morphologies of both of these powders have been previously shown by the authors to be spherical.
Ti-6Al-4V is defined by the ASTM as a (commercially pure) polycrystalline Ti alloy containing a minimum Al content of 5.5% max. 6.75% and remained that of V of 3.5% max. 4.5% and that of Fe of <0.3%. Ti-6Al-4V is an attractive alloy for wire-based and PBF technology because Ti (density: 4.51 g cm−3) being the 4th lightest metal, Ti alloys offer a high strength-to-weight ratio (yield strength of 900–1100 MPa) with a close to 60% utilizable strength. 6% Al is added to improve overall mechanical properties (elevated temperature strength, creep resistance, hot hardness, and corrosion resistance) and 4% V is added to increase the tensile elongation. Other minor additions include 0.08% oxygen and 0.03% nitrogen. The alloys investigated in this study are not compositionally identical to commercially available Ti-6Al-4V (ASTM F-1472). Both alloys are produced using gas atomization and characterized by the manufacturer in their as-made condition.
B. Mechanical Properties
Unalloyed titanium has a hexagonal close-packed (hcp) crystal structure and a relatively low temperature-varying transformation and slip system, which prevents efficient plastic deformation. The standard Ti alloy elements niobium (Nb) and V stabilize a body-centered cubic (bcc) crystal structure, which promptly forms an equilibrium structure. The most frequently used β-stable Ti alloy is Ti-6Al-4V, which has a microstructure comprised of approximately 80 vol.% hexagonally close-packed alpha-Ti and 20 vol.% body-centered cubic beta phase. This alloy is a solid solution strengthened and developed commercially for the aerospace industry and has a wide variety of mechanical properties, along with a nominal yield strength of around 1000 MPa. While the higher presence of alpha-Ti increases the material strength, it causes embrittlement resulting in low fracture toughness.
Ti-6Al-4V alloy exhibits several attractive properties, including high strength and toughness at a relatively low weight. This high melting point (1652 °C), α/β two-phase splitting, and the additional favorable feature that striation formation and changes in the phase fraction within the melt pool and in the step of successive processed solidified layers make it technologically feasible for the LDED process. Although the strength achieved is directly affected by the processing conditions, a maximum yield strength of 1143 MPa using 725 kJ/m·h with 64.2% efficiency. However, when the laser energy density is decreased to 335 kJ/m·h, a yield strength of 1024 MPa with an efficiency of 85% was achieved. In addition, the full section microhardness increased from 346 HV at 335 kJ/m·h up to 369 HV at 725 kJ/m·h. The alloy presents very good thermal and electrical conductivity due to the high alpha phase. This alloy has a very good combination of cryogenic, intermediate, and high-temperature strength. The elongation to failure (%) is indicative of the ductility of a material. The average tensile elongation of the samples is 8.5 ± 0.3%.
V. INSIGHTS FROM POWDER METALLURGY TECHNIQUES
Metal powders require precise properties to manufacture metal parts consistently with AM. The unique attributes of the powder determine the characteristics of the end product. Various physical, mechanical, and chemical techniques produce metal powders, as shown in Figure 4, yielding different morphologies and properties tailored to specific applications. The physical processes are categorized into atomization and plasma rotating electrode process (PREP). The atomization process, which includes water atomization (WA), gas atomization (GA), centrifugal atomization (CA), and plasma atomization (PA), each produces powders with distinct shapes and features, and they have their own set of benefits and limitations [16]. For instance, atomization can create powders with a controled size distribution and specific particle shapes, which is crucial for the repeatability and quality of 3D-printed metal parts. Meanwhile, the PREP involves feeding metal rods into a device where a nitrogen or argon plasma arc melts the rod’s tip. The rod is rapidly rotated, and the molten metal is flung off due to high centrifugal forces, forming fine metal grains.
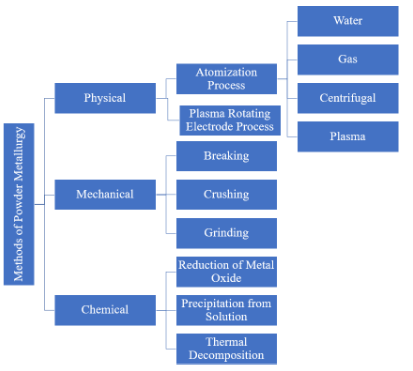
Figure 4. Classification of methods for powder metallurgy.
Table 3 compares different physical methods for producing metal powders, highlighting their materials, granulometry, morphology, and associated advantages and disadvantages. WA of AISI316L results in irregular particles with high production rates but requires additional water removal and has a wide particle size distribution. GA of Ti alloy produces spherical particles suitable for reactive alloys, though it also suffers from wide-size distribution. CA of Mg alloy yields irregular particles with a large size range but faces quality challenges. PA of Ti alloy offers spherical particles with high purity but is costly and requires specific feedstock forms. Lastly, the PREP for tungsten produces high-purity spherical particles but is noted for low productivity and high expense, necessitating additional processing. Each method presents unique trade-offs between particle morphology, production efficiency, and cost. However, for LDED systems, the ideal size of powder must be smaller than 130 ± 46 μm because this allows a higher melting rate during the manufacturing process, improving the build-up rate, and it might also enhance re-melting speed. The analysis focused on the resulting particle shape following the production methods. The shape of the powder particles could influence how the additive material is placed on the substrate. To have the highest particle flow, which allows for the best deposition process, the powder particles should have a spherical shape.
Table 3. Comparison of different physical methods for producing metal powder.
|
Processes |
Material |
Granulometry (μm) |
Morphology |
Powder |
Advantages |
Disadvantages |
|
WA |
AISI316L |
44-106 |
|
Irregular |
High production rates. large particle size range. Ingredients in ingot form.
|
There is an additional process of removing water. Wide particle size distribution. |
|
GA |
Ti alloy |
0 -250 |
|
Spherical |
Can be used for various types of alloy metals that have reactive properties in ingots. Large particle size range
|
Wide particle size Distribution. |
|
CA |
Mg alloy |
50-800 |
|
Irregular |
Large particle size range. The distribution of particle size is narrow. |
Difficulty in making powder with good quality
|
|
PA |
Ti alloy |
25-125 |
|
Spherical |
|
The feedstock must be in the form of wire or powder. Requires additional process. Costly. |
|
PREP |
Tungsten |
160-500 |
|
Spherical |
High purity.
|
Low productivity. Highly expensive. Requires additional process. |
According to authors in [17], studying the powder stream process is crucial as it sets the initial conditions essential for creating the melt pool. Spherical Ti-6Al-4V powders with particle sizes ranging from 30 to 200 ???????? are utilized in the LDED process [18]. The three primary methods for producing powders for the LDED process are GA, PA, and PREP [19]. Taking into consideration the observations made by the authors in [20], the properties of atomized powders with a size less than 150 ????????, including interstitial content, flowability, and apparent density, are described in Table 4. The GA powders generate the highest amounts of oxygen and nitrogen, which are 0.12 wt% and 0.005 wt%, respectively. On the other hand, the PA powders produce the lowest oxygen value, which is 0.08 wt%. Despite this, the flowability of the three different types of powders is comparable, coming in at less than 34.0 s/50 g. This, in turn, results in the PREP powders having the highest apparent density and the best flowability among the three.
Table 4. The properties of Ti-6Al-4V powder smaller than 150 ????????, [20].
|
Atomization process |
Interstitial content (wt.%) |
Flowability (s/50g) |
Apparent density (g/cm3) |
Particle size (m) |
||||
|
O2 |
Ca |
Ni |
d10 |
d50 |
d90 |
|||
|
GA |
0.12 |
0.013 |
0.005 |
33.5 |
2.38 |
43 |
70 |
98 |
|
PREP |
0.10 |
0.015 |
0.001 |
29.6 |
2.59 |
60 |
105 |
120 |
|
PA |
0.08 |
0.009 |
0.002 |
31.8 |
2.59 |
42 |
60 |
92 |
VI. CASE STUDIES AND APPLICATIONS
Despite being commercially available and adopted by companies for manufacturing, there is little scientific evidence of the behavior of Ti-6Al-4V alloy processed by the interesting laser direct energy deposition technology. On the other hand, Ti-6Al-4V alloy powders are commonly used in the research and development of new materials or in developing new or optimizing traditional manufacturing techniques. SFE of powder stock ER shall remain lower than 100 mJ/m2 and lower than 102 mJ/m2 when further compacting the pre-forms by traditional powder metallurgy processing. However, the huge lack of successful joining methods in Ti-6Al-4V repair further disinclines the aerospace industries and their supply chains to make manufacturing investments in Ti-6Al-4V hybrid structures.
The SFE of the Ti alloy tends to result in less successful attempts of joining in the arc-welding process as it is the general observation that a low SFE value of the material is not able to promote the formation of kite crack to improve the stress corrosion cracking (SCC) resistance by reducing the corrosion in the Heat-Affected Zone (HAZ). The purpose of this study is to investigate the potential of Ti-6Al-4V alloy, in the form of pre-alloyed powder used for LDED. To take advantage of the behavior of phase transformations and the diffusive processes between the α and β phases, Ti-6Al-4V alloy powders with a range of particle sizes have been tested. As the variations in the particle size affect the BET surface area and particle packing due to the production of soft agglomerates, the present results add a further dimension to the possible commercial uses of Ti-6Al-4V alloy for LDED.
A. Industrial Applications
Ti and its alloys are recognized as very apt materials for varied demands from industrial outcomes, and ongoing guidelines (standards) advocate this material to be utilized. That is why further operational tests on their behavior are still reasonable, mainly if solid-particle laser deposition is intended. Produced and prepared for test specimens, Ti-6Al-4V powder accounts for a broad range of dimensions from initial (calcined) raw materials. Evaluation of laser energy will certainly fit different powders, and in connection with that, two aspects of the test sample's manufacturing were specifically controlled in the interest of information about possible differences. The model material selected—Ti-6Al-4V—features good mechanical properties as a fully constituted part/assembly and is already routinely applied in the aerospace and automotive sectors.
B. Research and Development
Ti-6Al-4V alloy has a potential use in several technology applications. Besides the use of this alloy for the aircraft industry, many organizations used this metal in their advanced innovative research and development projects. For instance, Ti-6Al-4V alloy is being used to manufacture aircraft lighting systems, micro lattices, aircraft bracket bionic results, aircraft engine low-pressure turbine components, and artificial ligament products because of its outstanding properties. Furthermore, AM is an enabling technology that has propounded instinctive problems and brought about undesirable effects and variations to the as-deposited material properties. Since similar issues occur in the direct energy deposition of Ti-6Al-4V alloy, we have furthered our continuing investigation and devoted effort to control and propagate the advantages of one of the incumbents in the metal AM value chain.
For instance, a few legislative bodies in Europe have painted a likely cumulative global investment file for AM to reach 10 billion euros in nearly this printable Ti-6Al-4V technology. Thus, questioning Ti-6Al-4V powder as to forging powder as function is a sovereign part of the influential industrial AM system. Given its weight-loss favorable properties, it is also projected that Ti-6Al-4V will play an important role in leading the enhancement of biomedical and aerospace applications over the coming years. Concerning our deliverable intimation, this will play a critical role in providing effective and functional aspects of Ti-6Al-4V, the achieved cooling rate laser-deposited of Ti-6Al-4V, and the rationale for the newly developed physicality that places Ti-6Al-4V in still efficient regardless, being effectively worthy in real commercial AM production applications accordingly.
C. Current Limitations
Elements of traditional PM processing, such as commingling of loose powders and pressure compaction, assist in reducing V-related contamination and the need for vacuum systems. However, similarly to die pressing, a degree of porosity and V enrichment forms in TiAl powders as a result of binding nature to the Ti derived from O, S, and C contamination of the Ti process. The use of high pressures can lead to the formation of hydrogen, which further increases solubility limits in the final product and sensitivity to impact fracture and delayed failures. However, a degree of V enrichment is beneficial rather than detrimental to the alloy, as levels of oxygen, nitrogen, and carbon in the Ti-6Al-4V xerogels fabricated by this study will still lead to TiN pit formation over Al2O3 formation. In line with the literature review, it is feasible that die-pressed Ti-6Al-4V will demonstrate resistance to microstructure changes through the LDED process route, compared to atomized grades of Ti-6Al-4V. Atomized grades of powder are most vulnerable to undesired microstructure developments.
The large cooling rate experienced decreases the alpha lath size (depending on the skin depth or heat-affected zone), the percent grains with < 10 degrees of deviation from the basal plane, the lamellar thickness, the Vickers hardness, anisotropy of the microhardness, the size of microhardness "islands" or "dimples," the tensile strength, and the total damage tolerance. Spark plasma sintering (SPS) tools capable of plasma pre-sintering of 3D reduce the required LDED power applied and energy consumption by minimizing the final HAZ area. SPS is also compatible with the integrated power sensing systems already developed for LDED.
D. Emerging Trends
Based on the current state-of-the-art, we can visualize future developments and opportunities. The trends and future insights for further research can be explored, but not limited to, the following important directions.
- Further process microstructure-property investigations can be undertaken for different laser energy inputs. For example, a comparative study of as-deposited and heat-treated properties and their correlation with unique microstructure features would be useful. Furthermore, multi-step heat-treatment processes involving stress relieving and obtaining improved microstructures can be attempted in the future.
- Opportunities for significant developments of a better understanding of deep pool melt dynamics and how this can relate to ideal processing windows for Ti-6Al-4V can provide new opportunities for process stability and efficiencies. A combination of in-suit methods and approaches compared with those of other optical systems would better demonstrate the advances in technology and future design capabilities of complex shapes and microstructure-engineered components.
- Inspection of the slope of Bingham based on the intergranular distance is seen to be necessary. It could provide a segue into understanding the effects of the solidification cracks on different lattices. Only then can powder dissolution be ascertained. A sequential technique rather than a simultaneous design should be arrived at. It provides preliminary insights into the crack's nascent architecture by exploiting the effect of the process condition on the properties of the microstructure as it forms until it runs into the cumulonimbus.
Conclusion
In summary, the evaluation of Ti-6Al-4V for LDED through powder metallurgy techniques has illuminated several critical aspects of the material\'s performance and its potential applications. The study reveals that Ti-6Al-4V processed via LDED exhibits a microstructure that aligns closely with those achieved through conventional powder metallurgy methods, characterized by fine and uniform grain structures. This suggests that LDED is capable of producing high-quality Ti-6Al-4V components that not only match but may surpass the properties of those made using traditional techniques. The mechanical properties of Ti-6Al-4V parts produced by LDED, including strength, hardness, and ductility, are generally favorable and demonstrate performance that meets or exceeds industry standards. The enhanced microstructure resulting from the LDED process contributes significantly to improved tensile strength and fatigue resistance, which are crucial for demanding applications. LDED also shows significant promise in achieving high dimensional accuracy and surface finish, though some post-processing may be required to meet the most stringent tolerance and surface quality standards. The process’s ability to produce complex geometries with minimal material waste makes it a compelling choice for applications where material efficiency and intricate designs are critical. However, the study underscores the importance of optimizing various process parameters—such as laser power, scanning speed, and powder feed rate-to fully realize the potential of LDED in achieving optimal material characteristics and performance. Future research should focus on further refining LDED process parameters to enhance material properties and improve process stability. Additionally, exploring advanced post-processing techniques could significantly improve surface quality and dimensional accuracy. Further investigation into the performance of Ti-6Al-4V in diverse, application-specific environments will be valuable in assessing its full range of industrial applicability. Overall, LDED represents a promising alternative to traditional powder metallurgy methods, particularly for producing complex, high-performance titanium components. As technology advances and process controls evolve, LDED is expected to become increasingly important in the production of high-quality titanium parts, offering new opportunities for innovation and efficiency in manufacturing.
References
[1] Piscopo, G. and L. Iuliano, Current research and industrial application of laser powder directed energy deposition. The International Journal of Advanced Manufacturing Technology, 2022. 119(11): p. 6893-6917. [2] Chen, L., et al., In-situ process monitoring and adaptive quality enhancement in laser additive manufacturing: a critical review. Journal of Manufacturing Systems, 2024. 74: p. 527-574. [3] Arias-González, F., et al., Laser-deposited beta type Ti-42Nb alloy with anisotropic mechanical properties for pioneering biomedical implants with a very low elastic modulus. Materials, 2022. 15(20): p. 7172. [4] Arias-González, F., et al., Laser-directed energy deposition: principles and applications, in Additive Manufacturing. 2021, Elsevier. p. 121-157. [5] Svetlizky, D., et al., Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Materials Today, 2021. 49: p. 271-295. [6] Gibson, I., et al., Additive manufacturing technologies. Vol. 17. 2021: Springer. [7] Lim, J.-S., et al., Selection of effective manufacturing conditions for directed energy deposition process using machine learning methods. Scientific reports, 2021. 11(1): p. 24169. [8] Wu, J., et al., Modeling of whole-phase heat transport in laser-based directed energy deposition with multichannel coaxial powder feeding. Additive Manufacturing, 2022. 59: p. 103161. [9] Piscopo, G., et al., An overview of the process mechanisms in the laser powder directed energy deposition. Applied Sciences, 2022. 13(1): p. 117. [10] Gunenthiram, V., et al., Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process. Journal of Materials Processing Technology, 2018. 251: p. 376-386. [11] Hofmeister, W. and M. Griffith, Solidification in direct metal deposition by LENS processing. Jom, 2001. 53: p. 30-34. [12] Zenou, M. and L. Grainger, Additive manufacturing of metallic materials, in Additive manufacturing. 2018, Elsevier. p. 53-103. [13] Gu, D. and D. Gu, Laser additive manufacturing (AM): classification, processing philosophy, and metallurgical mechanisms. Laser additive manufacturing of high-performance materials, 2015: p. 15-71. [14] Blakey-Milner, B., et al., Metal additive manufacturing in aerospace: A review. Materials & Design, 2021. 209: p. 110008. [15] Liu, Z., et al., A review on additive manufacturing of titanium alloys for aerospace applications: directed energy deposition and beyond Ti-6Al-4V. Jom, 2021. 73: p. 1804-1818. [16] Kassym, K. and A. Perveen, Atomization processes of metal powders for 3D printing. Materials today: proceedings, 2020. 26: p. 1727-1733. [17] Liu, J. and L. Li, Effects of powder concentration distribution on fabrication of thin-wall parts in coaxial laser cladding. Optics & Laser Technology, 2005. 37(4): p. 287-292. [18] Pinkerton, A., Laser direct metal deposition: theory and applications in manufacturing and maintenance, in Advances in laser materials processing. 2010, Elsevier. p. 461-491. [19] Hoeges, S., A. Zwiren, and C. Schade, Additive manufacturing using water atomized steel powders. Metal powder report, 2017. 72(2): p. 111-117. [20] Chen, G., et al., A comparative study of Ti-6Al-4V powders for additive manufacturing by gas atomization, plasma rotating electrode process and plasma atomization. Powder technology, 2018. 333: p. 38-46.
Copyright
Copyright © 2024 Onuchukwu Godwin Chike, Norhayati Ahmad, Wan Fahmin Faiz Wan Ali. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET64075
Publish Date : 2024-08-25
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online