

Ijraset Journal For Research in Applied Science and Engineering Technology
Experimental Investigation of M35 Grade Self Compaction Concrete by using Baggasse Ash as a Partial Replacement of Cement and Cupola Slag with Coarse Aggregate
Authors: G V V Mounika, B Ramesh
DOI Link: https://doi.org/10.22214/ijraset.2024.65828
Certificate: View Certificate
Abstract
Self-compacting concrete (SCC), a recent innovation in concrete technology, has numerous advantages over conventional concrete. Self-compacting concrete, as the name indicates, is a type of concrete that does not require external or internal compaction, because it becomes leveled and consolidated under its self-weight. SCC can spread and fill all corners of the formwork, purely by means of its self- weight, thus eliminating the need of vibration or any type of consolidating effort. In this project, Baggasse ash is replaced with cement and Cupola slag is replaced with coarse aggregate are studied. The physical properties of cupola slag and coarse aggregates are similar and physical properties of Baggasse ash and cement are similar. Both materials are eco-friendly building material. The problem of the disposal and maintenance problem of land filling is reduced. This study investigates the performance of concrete mixture in terms of Compressive strength, split tensile strength and flexural strength for 7, 14 and 28 days respectively of M-35 grade concrete. This project deals with the self- compacting concrete where the replacement OPC by Baggasse ash were 20% by weight and Cupola slag by weight of Coarse Aggregates in various percentages such as 5%, 10%, 15%, 20%.
Introduction
I. INTRODUCTION
At present, development in India is mainly by implementation of infrastructure projects. Due to that construction projects are executed at very rapid rate. In the developing country like India, availability of natural resources is also an influencing factor apart from funding due to this rapid infra- structural growth it requires large amount of construction material like cement, aggregate ,wood etc.
R.C.C. structures are preferred over steel structures in India which requires larger quantity of concrete. Since availability of natural resources of concrete is limited as we get it from natural deposits at present, there is a need to develop a new material that can effectively replace with conventional without compromising with strength and durability properties of concrete.
These efforts include the utilization of supplementary cementitious materials such as Baggasse ash, silica fume, and Baggasse Ash, as alternative binders to Portland cement. Pozzolanic materials including silica fumes, flyash, slag, Rice Husk Ash and Baggasse Ash have been used in recent years as cement replacement material for developing High strength Concrete with improved workability, strength and durability with reduced permeability. Baggasse Ash, which is a relatively new material in the concrete industry, is effective in increasing strength, reducing sulphate attack and improving air-void network.
Generally the natural resources are limited since the quantity of aggregate obtained is also limited by seeing large consumption and it grown more & more. Natural sand is obtained by the river and it is also available in limited quantity. So there is a need to replace these natural materials by alternative options which are obtained to industrial by-product like Cupola slag. Now a day, sustainable infrastructural growth demands the alternative material that should satisfy technical requirements of natural aggregate as well as it should be available great quantity.
Cupola furnaces were built in China as early as the Warring States period, although Donald Wagner writes that some iron ore melted in the blast furnace may have been cast directly into moulds’ modern cupola furnace was made by French scientist and entomologist René- Antoine Ferchault de Reaumur around 1720.
Cupola slag is a by-product material which is gathered from cast iron, pig iron, and steel manufacturing unit. It is produced by action of various fluxes upon gangue materials within the iron ore during the process of pig iron making in blast furnace and steel manufacturing in steel melting shop and during melting of cast iron in cupola furnaces. The slag occurs as a molten liquid which solidifies upon cooling. Primarily, the slag consists of calcium, magnesium, manganese and aluminium silicates in various combinations and it is a complex solution of silicates and oxides.
Cupola furnace is cylindrical shaped melting device which is used in steel industries for melting of cast iron ranging from 0.5 to 4 m in diameter. Bottom of furnace having a door which can swing in and out. Top of the furnace is kept open. Air vent is arranged to supply the air in Furnace. Shells of furnace are made up of steel, refractory bricks. There is one slag hole from which slag comes out at higher temperature with low viscosity that solidifies in black colored lumps upon cooling. Lumps size varied from 100 mm to 450 mm. Cupola slag is tends to be dense solid material that varies in color from Grey to black.

Fig -1: 20mm Lump sized of Cupola Slag aggregate
Bagasse Ash was burnt for approximately 72 hours in air in an uncontrolled burning process. The temperature was in the range of 700-15500C.The ash collected was sieved through BIS standard sieve size 75μm and its colour was black. It was then measured by volume to replace the cement at 5%,10%,15%and 20%.Bagasse ash is taken from the nearing sugar mill factory. Specific gravity given by the manufacturer is about 1.84. Sugarcane Bagasse Ash was collected during the cleaning operation of a boiler operating in the Nava Bharat venturs Ltd.(sugar division) Sugar Factory, located in the city of Samalkota

Fig -5:70% of particle passing 0.090mm fine Bagasse ash particles
II. LITERATURE REVIEW
R. Balaraman and S. Anne Ligoria et al. (2015) they had partially replaced fine aggregate and coarse aggregate by Cupola Slag. They were taken 0, 5, 10, 15, 20, 25, 50, and 100 % replacement. They only measure Compressive strength and split tensile strength. Maximum Value of compressive strength is 31.555 N/mm2 for M20 grade when coarse aggregate is replaced by 5% of cupola slag.
Joseph O. Afolayan, Stephan A. Alabi et al. (2013) they replaced coarse aggregates fully with cupola slag in all mix and partial replaced of cement by slag cement. 0%, 2%, 4%, 6%, 8%, and 10% replacement of cement was taken. They conclude that higher strength is obtained for 2% cement replacement, while using 100% cupola slag aggregate. They only measure compressive strength, no study on about split tensile, flexure, and durability test.
M. Soliman et al. (2013) till date everyone has been using marble as a decorative building material. This research paper gives us other aspects of marble and its waste dust like its severe effect on environment, health and other economical uses. In the above study it has been found that the waste marble dust can be replaced by sand resulting the improvement, workability & performance of concrete. This waste marble dust is produced during the process of cutting.
Joseph O. Afolayan, Stephan A. Alabi et al. (2013) they replaced coarse aggregates fully with cupola slag in all mix and partial replaced of cement by slag cement. 0%, 2%, 4%, 6%, 8%, and 10% replacement of cement was taken. They conclude that higher strength is obtained for 2% cement replacement, while using 100% cupola slag aggregate. They only measure compressive strength, no study on about split tensile, flexure, and durability test.
Mohammed Nadeem and Arun D. Pofale et al. (2012) replaced Coarse and fine aggregate by using industrial slag of partial replacement of 0, 30, 50, 70 and 100%. They Prepared M20, M35, and M40 grades were considers for a W/C ratio of 0.55, 0.45 and 0.40. They study in all the parameters compressive strength, split tensile strength and flexural strength, also they observed workability properties of concrete. They observed as 100% replacement there is 2 to 7% increase in compressive strength while in split tensile strength and flexural strength they observed increment is range of 5 to 8%.
III. EXPERIMENTAL WORK ON SCC
A. Bagasse ASH
Bagasse is the residue obtained from the bagasse in sugar producing factories . Bagasse is the cellular fibrous waste product after the extraction of sugarcane juice in industries. Generally the bagasse is used as bio-fuel, the ash produced in this process is about 3 tons for 10 tons sugarcane crush. The ash is rich in silica which imparts cementing properties increasing the workability and strength of Concrete. Bagasse Ash was burnt for approximately 72 hours in air in an uncontrolled burning process. The temperature was in the range of 700-15500C.The ash collected was sieved through BIS standard sieve size 75μm and its colour was black. It was then measured by volume to replace the cement at 5%,10%,15%and 20%.Bagasse ash is taken from the nearing sugar mill factory. Specific gravity given by the manufacturer is about 1.84. Sugarcane Bagasse Ash was collected during the cleaning operation of a boiler operating in the Nava Bharat venturs Ltd.(sugar division) Sugar Factory, located in the city of Samalkot, Andhra pradesh. The chemical composition of bagasse ash is listed in below.
|
S.No |
Composition (% by mass)/property |
Bagasse Ash |
|
1 |
SiO2 |
78.34 |
|
2 |
Al2O3 |
8.55 |
|
3 |
Fe2O3 |
3.61 |
|
4 |
CaO |
2.15 |
|
5 |
Na2O |
0.12 |
|
6 |
K2O |
3.46 |
|
7 |
MnO |
0.13 |
|
8 |
TiO2 |
0.50 |
|
9 |
P2O5 |
1.07 |
|
10 |
Loss on ignition |
0.42 |
Table: 3.4 Chemical composition of the Baggasse Ash
|
S.No |
Physical Properties |
Test Value |
Recommended Values |
|
1 |
Specific gravity |
2.50 |
---- |
|
2 |
Colour |
Black |
|
|
3 |
Bulk Density kg/m3 Loose |
396.5 |
|
|
Compacted |
462.32 |
||
|
4 |
SiO2+Al2O3+Fe2O3 |
64.03 |
< 70% or < 60% |
|
5 |
Loss of Ignition (LOI) |
26.93 |
< 7% |
Table: 3.5 Physical properties of Baggasse Ash
B. Cupola Slag
Cupola slag is a by-product material which is gathered from cast iron, pig iron, and steel manufacturing unit. It is produced by action of various fluxes upon gangue materials within the iron ore during the process of pig iron making in blast furnace and steel manufacturing in steel melting shop and during melting of cast iron in cupola furnaces. The slag occurs as a molten liquid which solidifies upon cooling. Primarily, the slag consists of calcium, magnesium, manganese and aluminum silicates in various combinations and it is a complex solution of silicates and oxides. Cupola furnace is cylindrical shaped melting device which is used in steel industries for melting of cast iron ranging from 0.5 to 4 m in diameter. size varied from 100 mm to 450 mm. Cupola slag is tends to be dense solid material that varies in color from Grey to black. Cupola slag was obtained from Meta Therm Furnace Private Limited is a leading manufacturing of melting furnace in Kakinada. The chemical composition and physical characteristics of cupola slag used in the present investigation were given in Tables 3.6 and Table 3.7.
|
Element |
Percentage |
|
Al2O3 |
9.5 |
|
MnO |
2.9 |
|
SiO2 |
45.0 |
|
MgO |
2.35 |
|
TiO2 |
1.00 |
|
CaO |
14.250 |
|
Fe2O3 |
23.500 |
|
Cr2O3 |
0.300 |
|
Na2O |
0.500 |
|
K2O |
0.200 |
Table: 3.6 Chemical composition of Cupola slag
|
Property |
Results |
IS Requirements |
|
Fineness Modulus |
4.60 |
- |
|
Crushing Value |
27% |
Concrete < 45 Road < 30 |
|
Impact Value |
26% |
Concrete < 45 Road < 30 |
|
Flakiness Index |
11% |
< 15% |
|
Elongation Index |
14% |
< 15% |
|
Specific Gravity |
2.50 |
- |
|
Bulk density |
1640 |
- |
|
Moisture Content |
0.004 |
- |
|
Water Absorption |
0.4 |
< 2 |
Table: 3.7 Physical composition of Cupola slag
C. Requirements Of Self-Compacting Concrete
SCC mixes must meet three key properties:
- Ability to flow into and completely fill intricate and complex forms under its own weight.
- Ability to pass through the congested reinforcement under its own weight.
- High resistance to aggregate segregation.
Due to the high powder content, SCC shows more plastic shrinkage or creep than ordinary concrete mixes. These aspects should therefore be considered during designing and specifying the SCC. By definition of SCC, it is clear that the fresh concrete has to fulfill various properties. The SCC must be adequately free flowing so that the coarse aggregate particles can float in mortar but the air can still rise and escape adequately. Sedimentation of the coarse aggregate particles and upward movement of fine mortar, paste or water before the concrete sets must be avoided.
|
S.No |
Method |
Property |
|
1. |
Slump flow test |
Filling ability |
|
2. |
T50cm Slump flow |
Filling ability |
|
3. |
V-funnel test |
Filling ability |
|
4. |
V-Funnel at T5 minutes |
Segregation resistance |
|
5. |
L-Box test |
Passing ability |
|
6. |
U - Box test |
Passing ability |
|
7. |
Fill box apparatus test |
Passing ability |
|
8. |
J-Ring |
Passing ability |
|
9. |
Orimet test |
Filling ability |
Workability Criteria for the Fresh SCC
Filling ability, passing ability and segregation resistance are the requirements for judging the workability criteria of fresh SCC. These requirements are to be fulfilled at the time of placing of concrete. Typical acceptance criteria for Self-compacting Concrete with a maximum aggregate size up to 20 mm are shown in Table 3.11.
Table: 3.11 Acceptance criteria for Self-compacting Concrete.
|
S.No |
Method |
Property |
Typical range of values |
|
|
Minimum |
Maximum |
|||
|
1. |
Slump flow test |
mm |
650 |
800 |
|
2. |
T50cm Slump flow |
sec |
2 |
5 |
|
3. |
V-funnel test |
sec |
6 |
12 |
|
4. |
V-Funnel at T5 minutes |
sec |
6 |
15 |
|
5. |
L-Box test |
H2/H1 |
0.8 |
1.0 |
|
6. |
U - Box test |
(H2-H1) mm |
0 |
30 |
|
7. |
Fill box apparatus test |
% |
90 |
100 |
|
8. |
J-Ring |
mm |
0 |
10 |
|
9. |
Orimet test |
sec |
0 |
5 |
|
10. |
GTM screen stability test |
% |
0 |
15 |
D. Tests On Hardened Concrete
Testing of hardened concrete plays an important role in controlling and confirming the quality of self-compacting concrete.
1) Compressive Strength
Compressive strength of a material is defined as the value of uni-axial compressive stress reached when the material fails completely. In this investigation, the cube specimens of size 150 mm x 150 mm x 150 mm are tested in accordance with IS: 516 - 1969 [Method of test for strength of concrete]. The testing was done on a compression testing machine of 300 tons capacity. The machine has the facility to control the rate of loading with a control valve. The machine has been calibrated to the required standards. The plates are cleaned; oil level was checked and kept ready in all respects for testing. After 28 days of curing, cube specimens were removed from the curing tank and cleaned to wipe off the surface water. The specimens were transferred on to the swiveling head of the machine such that the load was applied centrally. The smooth surfaces of the specimen are placed on the bearing surfaces.
The top plate was brought in contact with the specimen by rotating the handle. The oil pressure valve was closed and the machine was switched on. A uniform rate of loading 140 kg/cm2/min was maintained. The maximum load to failure at which the specimen breaks and the pointer starts moving back was noted. The test was repeated for the three specimens and the average value was taken as the mean strength. The test set up is shown in Fig.3.7.
In the present investigation, the compressive strength test has been conducted on concretes with M35 grade of SCC at 7, 14 and 28 day were tested.

Fig.3.7 Testing of Compressive strength
2) Flexural Strength
Standard beam test (Modulus of rupture) was carried out on the beams of size 100 mm x 100 mm x 500 mm as per IS: 516 [Method of test for strength of concrete], by considering that material is homogeneous. The beams were tested on a span of 400 mm for 100 mm specimen by applying two equal loads placed at third points. To get these loads, a central point load has applied on a beam supported on steel rollers placed at third point as shown in Fig.3.8. The rate of loading is 1.8 KN/minute for 100 mm specimens and the load was increased until the beam failed. Depending on the type of failure, appearance of fracture and fracture load, the flexural tensile strength of the sample was estimated. As explained earlier, in the present investigation, the flexural strength test has been conducted on concretes with M35 grade of SCC at 7, 14 and 28 days.

Fig.3.9 Testing of Flexural strength
3) Split tensile strength
This is also sometimes referred as “Brazilian Test” as this test was developed in Brazil in 1943. This comes under indirect tension test methods. The test was carried out by placing a cylindrical specimen horizontally between the loading faces of a compression testing machine and the load was applied until failure of the cylinder, along the vertical diameter as shown in Fig.3.10. A concrete cylinder of size 150mm diameter and 300mm height was subjected to the action of a compressive force along two opposite edges. The cylinder was subjected to compression near the loaded region and the length of cylinder is subjected to uniform tensile stress.
Horizontal tensile stress =2P/? D L
Where P = Compressive load on the cylinder.
L = Length of cylinder.
D = Diameter of cylinder.
In the present investigation, the split tensile strength test has been conducted on concrete with M35 grade of SCC at 7, 14 and 28 days.

Figure 3.10: Splitting Tensile Strength
IV. SCC - MIX DESIGN PROCEDURE
A. Development of a Rational Mix Design Procedure
As per Nan Su’s method of mix design of Self-Compacting Concrete, the parameters that influence the mix proportions are packing factor, fine aggregate - total aggregate ratio and powder content. However, as per Nan Su’s method assumptions in lieu of packing factor, cement content, Baggasse ash content and fine aggregate - total aggregate ratio were made. From the strength and workability studies conducted on SCC in the present investigation, it was noted that there is a significant change in the mix proportions with respect to packing factor, effective size of aggregate, fine aggregate - total aggregate ratio, Baggasse ash content, cement content and water content. It was hence felt that these three parameters, which were otherwise assumed, are of reasonable importance. Hence, a rational mix design methodology modifying the existing Nan Su method has been proposed. The flow chart given in Fig.6.1 explains the SCC mix design. The following is a stepwise procedure for rational mix design, based on the values obtained from experimental investigations.
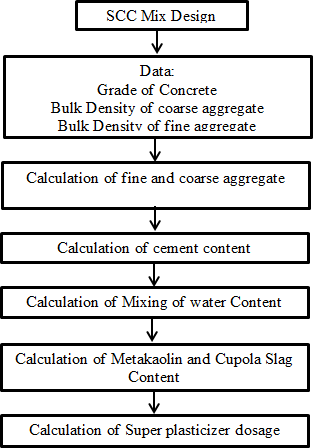
Fig.4.1 Flow chart of SCC mix design
After conducting number of trials, the following SCC mix proportions are satisfying the required fresh properties as per EFNARC specifications.
|
Grade |
Mix |
W/B |
Water (Kg/m3) |
Cement (Kg/m3) |
BA (Kg/m3) |
CS (%) |
CS (Kg/m3) |
FA (Kg/m3) |
CA (Kg/m3) |
SP (%) |
|
M35 |
Trial -1 |
0.38 |
193.8 |
309 |
179 |
0 |
0 |
795.6 |
637.5 |
0.918 |
|
Trial -2 |
309 |
179 |
5 |
52.75 |
795.6 |
637.5 |
0.918 |
|||
|
Trial -3 |
309 |
179 |
10 |
105.5 |
795.6 |
637.5 |
0.918 |
|||
|
Trial -4 |
309 |
179 |
15 |
158.25 |
795.6 |
637.5 |
0.918 |
|||
|
Trial -5 |
309 |
179 |
20 |
211 |
795.6 |
637.5 |
0.918 |
V. RESULTS AND DISCUSSIONS
A. Fresh Properties of SCC
The details of the fresh properties are shown in Table 5.2, for M35 grade concrete.
|
S. No |
Grade |
MIX |
Slump Flow value |
T50 |
V-Funnel |
V-Funnel at T5 Minutes |
L-Box H2/H1 (blocking ratio) |
|
1. |
M35 |
Trial -1 |
710 |
5sec |
9.3sec |
9sec |
0.97 |
|
Trial -2 |
700 |
5sec |
10.1sec |
9sec |
0.92 |
||
|
Trial -3 |
688 |
4sec |
11.2sec |
8sec |
0.91 |
||
|
Trial -4 |
670 |
5sec |
11.7sec |
9sec |
0.94 |
Table: 5.2 Fresh properties of for M35 grade concrete
1) Compressive Strength
In most structural applications, concrete is employed primarily to resist compressive stresses. When a plain concrete member is subjected to compression, the failure of the member takes place in its vertical plane along the diagonal. The vertical cracks occur due to lateral tensile strains. A flow in the concrete, which is in the form of micro crack along the vertical axis of the member, will take place on the application of axial compression load and propagate further due to lateral tensile strains.
|
MIX |
Baggasse Ash (%) |
CUPOLA SLAG (%) |
COMPRESSIVE STRENGTH (MPa) |
||
|
7 Days |
14 Days |
28 Days |
|||
|
M35 |
20 |
0 |
27.25 |
34.52 |
46.28 |
|
20 |
5 |
28.36 |
38.35 |
49.45 |
|
|
20 |
10 |
31.14 |
43.45 |
55.68 |
|
|
20 |
15 |
32.54 |
49.68 |
58.65 |
|
|
20 |
20 |
33.68 |
52.47 |
60.52 |
|
|
20 |
30 |
32.21 |
50.24 |
54.87 |
|
Table: 5.3 Compressive strength of M35 grade SCC
2) Split Tensile Strength
The split tensile strength of concrete is tested by casting cylinders of size 150mm x 300mm were cast for testing the split tensile strength of concrete at different percentages. The concrete mix with varying quantity of Baggasse Ash i.e. 20% as partial replacement to cement and cupola slag i.e. 5%, 10%, 20%, and 30% as partial replacement to coarse aggregate were cast and tested after curing period of 7,14 and 28 days. The results obtained after curing period of 7, 14 and 28 days for are mentioned in Table 5.4.
|
MIX |
Baggasse Ash (%) |
CUPOLA SLAG (%) |
SPLIT TENSILE STRENGTH (MPa) |
||
|
7 Days |
14 Days |
28 Days |
|||
|
M35 |
20 |
0 |
2.24 |
3.12 |
3.92 |
|
20 |
5 |
2.35 |
3.56 |
4.32 |
|
|
20 |
10 |
2.56 |
4.12 |
4.72 |
|
|
20 |
15 |
2.65 |
4.54 |
4.95 |
|
|
20 |
20 |
2.80 |
4.94 |
5.25 |
|
|
20 |
30 |
2.52 |
4.21 |
4.46 |
|
Table: 5.4 Split Tensile strength of M35 grade SCC
3) Flexural Strength
The flexural strength of concrete is tested by casting beam of size 150mm x 150mm x 750mm were cast for testing the flexural strength of concrete at different percentages. The concrete mix with varying quantity of Baggasse Ash i.e. 20% as partial replacement to cement and cupola slag i.e. 5%, 10%, 20%, and 30% as partial replacement to coarse aggregate were cast and tested after curing period of 7,14 and 28 days. The results obtained after curing period of 7, 14 and 28 days for are mentioned in Table 5.5.
|
MIX |
Baggasse Ash (%) |
CUPOLA SLAG (%) |
FLEXURAL STRENGTH (MPa) |
||
|
7 Days |
14 Days |
28 Days |
|||
|
M35 |
20 |
0 |
5.12 |
7.13 |
9.14 |
|
20 |
5 |
5.38 |
8.25 |
9.96 |
|
|
20 |
10 |
5.56 |
8.78 |
10.35 |
|
|
20 |
15 |
6.36 |
9.14 |
10.84 |
|
|
20 |
20 |
6.54 |
9.64 |
12.34 |
|
|
20 |
30 |
6.21 |
8.48 |
11.32 |
|
Table: 5.5 Flexural strength of M35 grade of SCC
Conclusion
The conclusions based on the limited observations from the present investigation on properties of fresh and hardened Baggasse Ash and cupola slag based concrete are: 1) The addition of Baggasse Ash and cupola slag in SCC mixes increases the self- compatibility characteristics like filling ability, passing ability and segregation resistance. 2) The flow value increase by an average of 5.36% for Baggasse Ash in cement replacements of 20% and cupola slag in coarse aggregate replacement of 5%, 10%,15% and 2 0% respectively. 3) The mechanical properties of CC follow the inverse relations with the Baggasse Ash and cupola slag contents for all grades of concrete. 4) The compressive strength of the mixes was observed that gradual increase with level of increase in cupola slag contents. The compressive strength for Concrete mix of (20% BA and 20% CS) achieved an increase of 26.84 MPa and 44.87% at the age of 7 and 28 days respectively, when compared with 7 days compressive strength (32.21MPa). 5) The Split Tensile strength of the mixes was observed that gradual increase with level of increase in cupola slag contents. The Split Tensile strength for Concrete mix of (20% BA and 20% CS) achieved an increase of 2.45 MPa and 46.66% at the age of 7 and 28 days. 6) The flexural strength of the mixes was observed that gradual increase with level of increase in cupola slag contents. The flexural strength for Concrete mix of (20% BA and 20% CS) achieved an increase of 5.8 MPa and 47% at the age of 7 and 28 days respectively, when compared with 7 days flexural strength (6.54MPa). 7) The optimum Percentage of M35 Grade SCC with 20% Baggasse Ash and 20% of Cupola Slag offers maximum increases in percentage of strength results such as 44.87% for compressive strength, 46.66% for split tensile strength and 47% for flexural strength. 8) From the above experimental results on mechanical properties for M35 grade of SCC mix, it is clear that the percentage of replacement of Baggasse Ash and cupola slag is increases the strength is also increases gradually 9) From the above mentioned work of various researchers and our present experimental work, it is clear that Baggasse Ash and cupola slag can be used as a replacement of cement and coarse aggregate in concrete because of its increased workability, strength parameters. 10) Considering the strength criteria, the replacement of Baggasse Ash in cement and cupola slag in coarse aggregate is feasible. 11) Therefore we can conclude that the utilization of waste by product like Baggasse Ash and cupola slag in concrete as cement and coarse aggregate replacement is possible.
References
[1] R.Balaraman and S. Anne Ligoria “Utilization of cupola slag in concrete as fine and coarse aggregate” International Journal of Civil Engineering and Technology (IJCIET)-Aug 2015, Volume 6, pp. 06-14. [2] Joseph O. Afolayan, Stephan A. Alabi “Investigation on the potentials of cupola furnace slag in concrete” International Journal of Integrated Engineering– 2013, Volume 5, pp. 59-62. [3] Mohammed Nadeem and Arun D. Pofale “Experimental investigation of using slag as an alternative to normal aggregate (coarse and fine) in concrete” International Journal of Civil And Structural Engineering– 2012, Volume 3, pp. 117-127. [4] Mr. T. Yuvraj “Environment feasibility in utilization of foundry solid waste for M20 concrete mix” IOSR Journal of Environment Science and Toxicology and Food Technology-Jan. 2015, Volume 9, pp. 16-23. [5] D.Baricova, Pribulova and P. Demeter “Comparison of possibilities the blast furnace and cupola slag utilization by concrete production” Archives of Foundry Engineering, June-2010, Volume 10, pp. 15-18. [6] Christina Mary V. and Kishore CH “Experimental investigation on strength and durability characteristics of high performance concrete using GGBS and MSAND” ARPN Journal of Engineering and applied science, June-2015, Volume 10, pp. 4852- 4856. [7] Vema Reddy Chevuri, S.Sridhar “Usage of waste foundry sand in concrete” SSRG International Journal of Civil Engineering (SSRG-IJCE), December-2015, Volume 2, pp. 5-12
Copyright
Copyright © 2024 G V V Mounika, B Ramesh. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET65828
Publish Date : 2024-12-09
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online