

Ijraset Journal For Research in Applied Science and Engineering Technology
Friction Stir Welding Benefits Technique over Other Welding Techniques of Dissimilar Metals
Authors: Vikas C M, Bheemkumar Haloor, Lakshmi Kiran C M, Arvind Ashok Ghulanur, Vaishnavi Raga, Supriya B K, Apoorva D K, Sushma K
DOI Link: https://doi.org/10.22214/ijraset.2024.63184
Certificate: View Certificate
Abstract
Due to the low heat input situation, solid state welding (SSW) has demonstrated higher potential for integrating a variety of equivalent and dissimilar material combinations. The temperature stays below the melting point of the source materials throughout the solid-state welding process. Compared to fusion welding, solid state welding offers the highest quality. Aeronautics, nuclear, space, and aviation are just a few of the industrial production sectors that utilize the solid-state welding technology. Diffusion welding, explosion welding, friction welding, forge welding, cold welding, role welding, hot pressure welding, and ultrasonic welding are just a few of the SSW techniques covered in the current article. This study looks at a variety of SSW kinds and solid-state welding applications. This study examines many types of SSW and the applications of solid-state welding. Current Study includes the pros and cons of other welding techniques over friction stir welding.
Introduction
I. INTRODUCTION
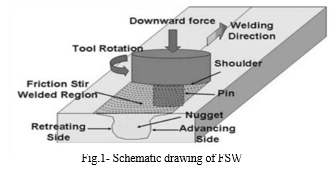
The Welding Institute (TWI) in Cambridge, United Kingdom, invented the FRICTION stir welding (FSW) method in 1991. The FSW technique's energy efficiency, environmental friendliness, and adaptability have made it the most significant advancement in metal joining in recent years. High- strength aerospace aluminum alloys and other metal alloys that are challenging to fuse using traditional fusion welding processes can be joined using this method[1].
Initially, this joining technique was employed to unite aluminum alloys, such as alloys 2xxx or 7xxx, which were challenging to fuse using conventional fusion welding techniques. Later, it was used to a wide range of materials, such as polymers, titanium alloys, magnesium, copper, nickel, steel composites, and even nickel, copper, and nickel alloys.
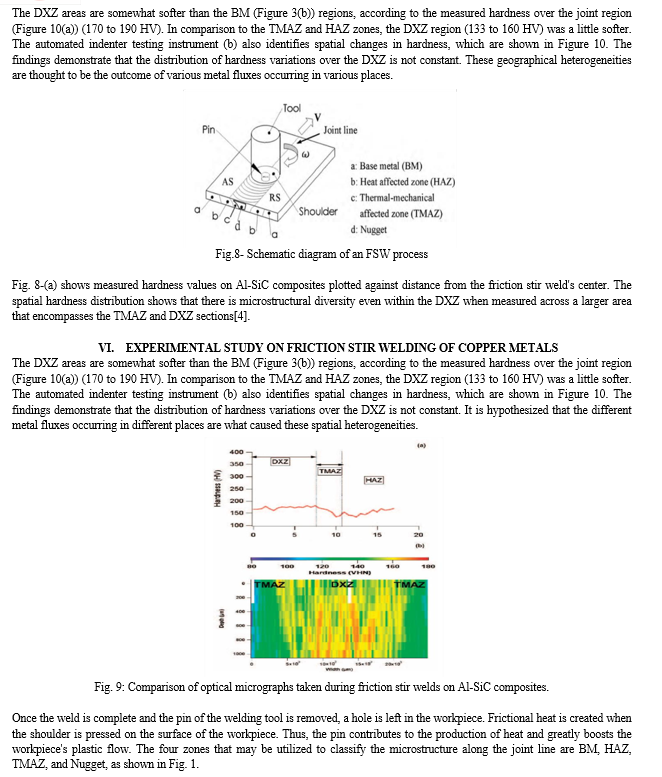
Based on the thermo-mechanical histories they have through, the heat affected zone (HAZ), the thermo-mechanical impacted zone (TMAZ), and the stir zone (SZ) in a friction stirred joint may all be identified.
The heat-affected zones (HAZ, TMAZ, and SZ) are expected to experience precipitate formation or dissolution (for example, in aluminum alloys) as well as phase transitions (for instance, in steels or titanium alloys). The phase transition will no longer be discussed in this study because it occurs in the base materials as a result of heating and has no direct bearing on welding of dissimilar metals[2].
III. FRICTION-STIR SURFACE/BULK COMPOSITE
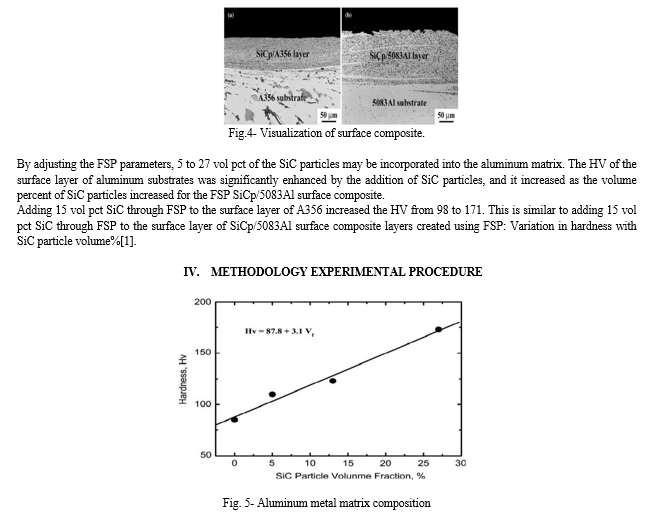
The first result of a SiCp-Al surface composite in the FSW. Before applying the SiC powder to the plates, a little quantity of methanol was mixed in to provide an equal and thin coating. FSP was applied to aluminum plates that already had a coating of SiC particles on them. On substrates made of the 5083Al and A356 aluminum alloys, a composite layer of around 100 lm was produced using the best tool design and processing conditions.Fig.4 shows the surface composite. layers created by FSP in (a) A356 and (b) 5083 Al substrates with SiC particle volume fractions of 15 and 13, respectively.
The casting procedure was used to create two different kinds of metal-matrix composites for this experiment. The first kind is created using a 6061-alloy matrix with 20 volume percent Al2O3 reinforcement particles. The alloy had reached the solutionization stage. Al0.6Si-0.28Cu-1.0Mg-0.2Cr (wt pct) is the nominal chemical make-up of 6061 alloy. ALCAN International, a company based in the United States, provided the composite. Slices of the samples, each 0.75 inches (19.76 mm) thick, were accessible. After that, the parts were divided into 4- mm-thick plates of thinness. Throughout this work, this sample will be referred to as the Al-Al2O3 composite.
In order to create the second type of composite, a 20 vol pct silicon carbide (SiC) whisker is dispersed throughout a 2124 alloy matrix. The buyer received the alloys in excellent shape. The nominal chemical make-up of the 2124 alloy is Al- 4.4Cu0.6Mn-1.5Mg (wt pct). The large plate was divided into pieces that were each 4 mm thick. In this text, this sample will be referred to as the Al- SiC composite.
With the use of this technique, the matrix could be thoroughly dispersed, providing a clear view of the SiC whisker orientation. The OIM was primarily used to assess the orientation of the SiC whisker in the base metal (BM) and the friction stir welded region. The microstructures of the heat-affected zone and the friction stir-welded area of the Al-SiC composites were examined using the TEM (HAZ). Ion-beam thinning was used to create the TEM samples. PHILIPS* CM-12 transmission electron microscope was used for the TEM.
V. RESULT
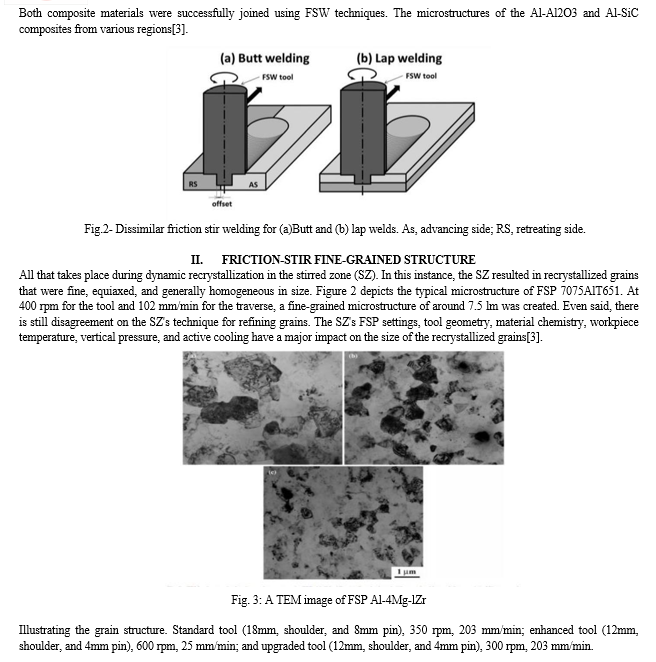
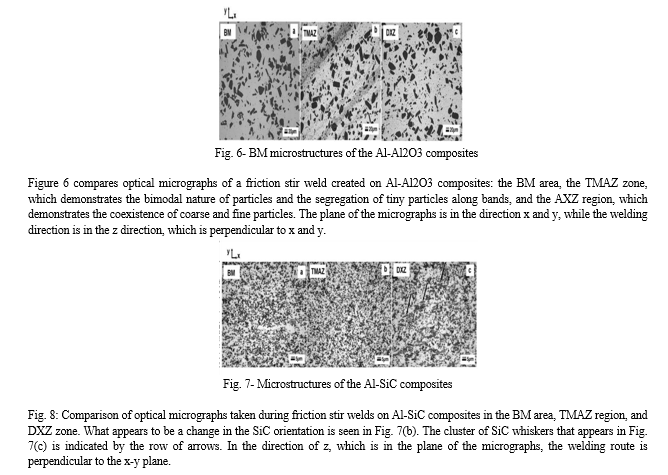
The two composite materials were effectively connected using FSW techniques. Here, the microstructures of the composites made of Al- Al2O3 and Al-SiC are shown. Al2O3 particles with an angular shape and a 20 m diameter can be seen in the BM microstructures of the Al-Al2O3 composites (Figure 6(a)). The macrostructure displayed three unique regions: the directionally recrystallized area (DXZ) near the centre of the joint, the TMAZ, and the HAZ. There were little differences between the microstructures from the BM and the HAZ. The presence of smaller particles in the microstructure from the TMAZ provided an indication of Al2O3 particle breakage (Figure 6(b)). In addition, it appears that these tiny particles are broken up, which results in the formation of bands.
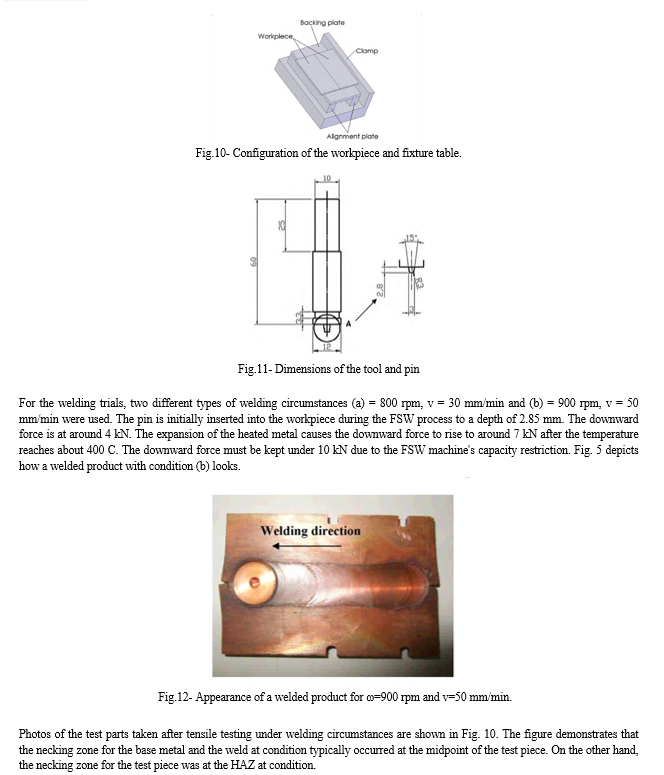
There were no discernible variations in the course particulate distributions between the BM and the DXZ zone, save from the presence of tiny particles (Figure 6(c)). The measured hardness values for the DXZ, TMAZ, HAZ, and BM areas are shown in Figure 7. The BM and DXZ zones' hardness readings (between 100 and 140 HV) were equivalent. Figure 7 shows how the Al2O3 particle clustering caused a considerable increase in hardness (200 HV) in the TMAZ areas.
Figure 6 compares the microstructures of the Al-SiC composites from various areas. The BM microstructure contains whiskers in various orientations, as seen in Figure 6(a). Early processing of these composites was the subject of cursory research, which revealed that the predominant orientation of the SiC whiskers in the base material was in the x direction. The microstructure from the DXZ region is similar to that from the BM region in Figure 6(c), with a little propensity for the whiskers to cluster together as seen by the series of arrows. In the TMAZ/DXZ boundary areas, the principal axes of the SiC whiskers seem to be aligned with the welding direction (Figure 6(b)). This phenomenon is examined in further depth using SEM.
Diffusion welding is a technology where the materials are fused to join by heating them to their melting temperature. Two clean and flat surfaces are brought into contact and then joined. Diffusion welding enlarges the bonding procedures domain because of the multiple combinations. 2- types of Diffusion welding process-solid state and liquid state. Solid state welding process-the material is joined by a plastic deformation process where Diffusion starts in the solid phase. The bonding takes place when a welding temperature is lower than the melting temperature of both materials. The welding temperature must be 50%-80% of the melting temperature of the metals. Liquid phase Diffusion welding-this technique is applicable only to dissimilar materials or where dissimilar metals insert is used. The bonding temperature is selected as the temperature at which this phase melts. This technique is used particularly for metals like aluminum alloys where EUTECTICS points are formed[11].
VIII. EXPERIMENTAL MATERIALS AND PROCESS
A. Martensitic Stainless Steels +Ductile Cast Iron
Martensitic stainless steels mainly consist of 10.5% of cr and other austenite stability elements, like carbon nitrogen nickel and manganese. Here in stainless steel the stabilizing elements used to expand the austerity phase and the composition of these elements should be in a balanced way to prevent DELTA-FERRITE formation at the automatizing temperature. DUCTILE CAST IRON -mainly consists of 3.4% c, some amount of Si and mn. Here manganese is sometimes avoided because it can reduce the impact resistance during welding. When we weld or fuse these materials or specimens and tested and then did some analysis in the cast iron side it is formed or printed with 2% natal and in stainless steel is printed with vilella's reagent[12]. After the oxides on their surfaces had been removed using abrasive paper, the surfaces of aluminum alloy sheet and stainless-steel sheet were washed with acetone to remove oil and residue prior to welding. Following welding, the joint was removed from the welded zone perpendicular to the welding contact, and the resultant specimen was ground and polished. Before cutting, the joint was covered with resin to safeguard it from damage during the machining process[13].
B. Ultrasonic Welding And Effects
Heat is produced during ultrasonic welding when plastic is repeatedly stretched. The loss modulus and cyclic strain amplitude of the polymer will affect the power dissipated. As a result, high strain amplitude areas heat up more quickly.
Because of two factors, static pressure is used in ultrasonic welding or applied to the workpieces in this process:
- To improve energy transfer by ensuring good contact between the horn and the components.
- To trigger the energy to flow, leading to the fusing of the component parts[15].
C. Effect Of Weld Time On Strength
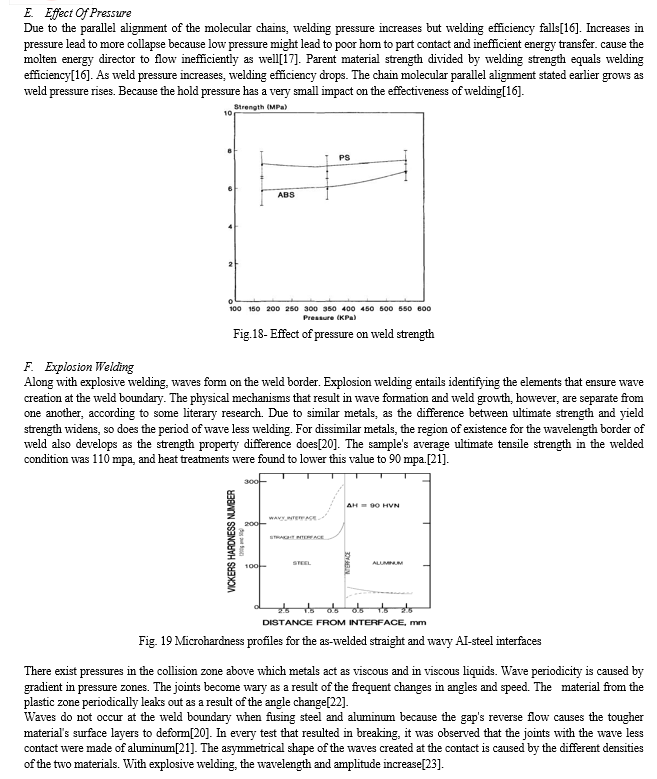
ABS and PS -STRENGTH increases when the weld time is 2.4s. if it is greater than 2.4s strength will decreases. BECAUSE The length of the samples is close to quarter wavelength and the vibration amplitude at the joint is small[15]. For ABS and PS increasing in welding time up to 0.8s strength also increases but after 0.8s the effect cannot be tested for these metals. BECAUSE the geometry of the sample and the fixture. And it is expected that strength will be constant with increasing weld time[17]. Welding efficiency increases with weld time because due to the more ultrasonic energy dissipation at the interphase of the welding[16].
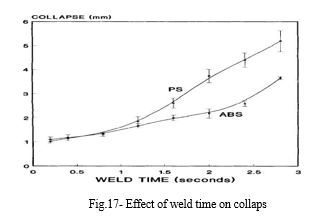
D. Effect of Collapse
Increased weld time also results in more collapse. Due to the flow of polymer meta[15]. As additional polymer melts and flows, lengthening the weld duration also lengthens the collapse. Because it also considers the fixtures, unfavorable molecular orientation, and compressibility of the pieces, the collapse is bigger than the height of the energy director as depicted. During welding, a correlation between collapse and strength and energy and strength was seen, showing that these characteristics may tell you a lot about the connection. According to the fig. above, widespread flow occurs for longer weld times because the collapse sharply rises with weld time. This user interfaces.
ZrO2 primary reinforcement materials make up 6% of the AA6061 used in the fabrication of hybrid MMCs, while C secondary reinforcement materials make up the remaining 2%. Metal matrix composites (MMCs) can be produced using a variety of methods, but the Stir Casting Process offers the best chances of achieving commercial goals.
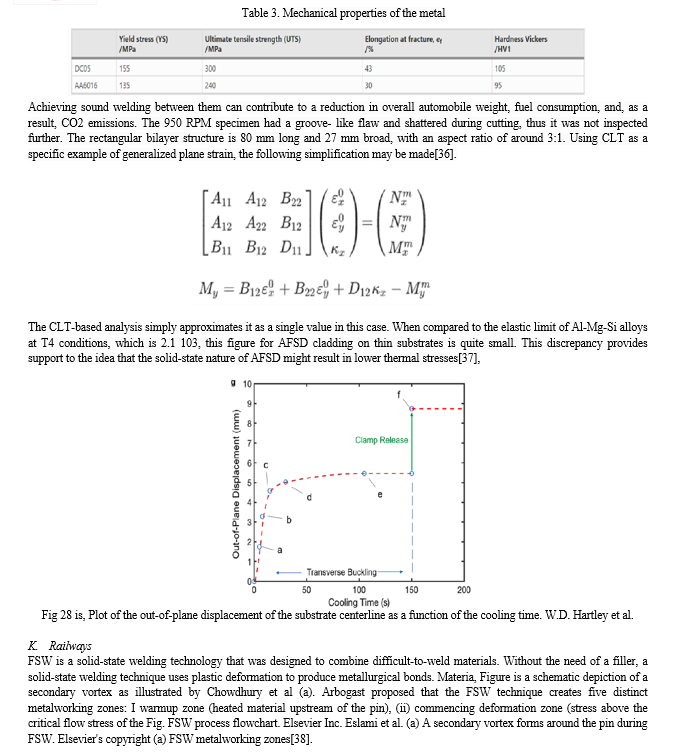
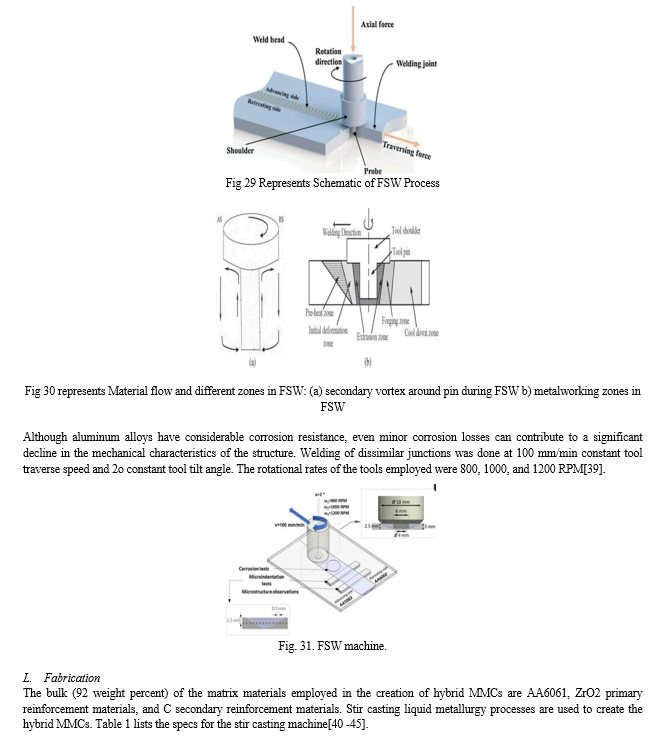
N. Advantages Of Friction Stir Welding [46-55]
One advantage of friction stir welding (FSW) is that it uses less energy than arc welding techniques[6].
- Metallurgical benefits
- Solid-phase process.
- Low distortion.
- No loss of alloying elements.
- Fine recrystallized microstructure.
- Absence solidification of cracking.
- Replaces multiple parts fasteners joined
2. Environmental Benefits
- Minimal surface cleaning required.
- Eliminates grinding wastes.
- Consumable material saving.
- No harmful emissions.
3. Energy Benefits
- Improved material use (e.g. joining different thickness) allows reduction in weight.
- Only 2.5% of the energy needed for a laser weld
- Decreased fuel consumption in lightweight aircraft, automotive, and Ship applications[7].
The use of friction stir welding in the manufacture of rocket fuel tanks significantly reduced welding costs63 and raised the calibre of welded joints[8].
4. In Design and Manufacturing
- Weight reductions - by doing away with sheet-overlap arrangements and rivets and other fasteners.
- Environmental requirements- less waste and less energy use[9].
- Due to the length of the weld, the needed travel speeds to make this process cost- competitive, and the accompanying process forces, this FSW application requires a customized linear machine. These machines have a high capital expenditure[10].
Conclusion
Friction stir welding (FSW) represents a revolutionary advancement in joining dissimilar metals, offering a myriad of benefits over conventional welding techniques. Unlike traditional fusion methods, FSW operates at lower temperatures, minimizing thermal distortion and preserving the integrity of the base materials\' microstructure. This results in joints with superior mechanical properties, including enhanced strength and toughness, as defects like porosity and cracks are significantly reduced. Moreover, FSW\'s versatility enables it to accommodate a wide range of dissimilar metal combinations, from aluminum to steel to titanium, expanding its applicability across diverse industries such as automotive, aerospace, and marine. Its environmentally friendly operation, characterized by minimal emissions and energy consumption, contributes to a cleaner and safer working environment. Although initial setup costs may be higher, FSW offers long-term cost savings through improved efficiency and reduced rework. Its ability to weld complex shapes and thin-walled structures further underscores its suitability for various applications, making FSW a preferred choice for joining dissimilar metals in modern manufacturing processes.
References
[1] Ma, Z. Y. (2008). Friction stir processing technology: A review. In Metallurgical and Materials Transactions, A: Physical Metallurgy and Materials Science: Vol. 39 A (Issue 3, pp. 642–658). https://doi.org/10.1007/s11661-007-9459- 0 [2] Simar, A., & Avettand-Fènoël, M. N. (2017). State of the art about dissimilar metal friction stir welding. In Science and Technology of Welding and Joining (Vol. 22, Issue 5, pp. 389–403). Taylor and Francis Ltd.https://doi.org/10.1080/13621718.2016.12 51712 [3] Storjohann, D., Barabash, O. M., Babu, S. S., David, S. A., Sklad, P. S., & Bloom, E. E. (n.d.). Fusion and Friction Stir Welding of Aluminum-Metal-Matrix Composites. [4] Mahoney, M. W., Rhodes, C. G., Flintoff, J. G., Spurling, R. A., & Bingel, W. H. (1998). Properties of Friction-Stir-Welded 7075 T651 Aluminum. [5] Hwang, Y. M., Fan, P. L., & Lin, C. H. (2010). Experimental study on Friction Stir Welding of copper metals. Journal of Materials Processing Technology, 210(12), 1667–1672. https://doi.org/10.1016/j.jmatprotec.2010. 05.019 [6] Nandan, R., DebRoy, T., & Bhadeshia, H. K. D. H. (2008). Recent advances in friction-stir welding - Process, weldment structure and properties. In Progress in Materials Science (Vol. 53, Issue 6, pp. 980–1023). https://doi.org/10.1016/j.pmatsci.2008.05. 001 [7] Akinlabi, E. T. (2012). Effect of shoulder size on weld properties of dissimilar metal friction stir welds. Journal of Materials Engineering and Performance, 21(7), 1514–1519. https://doi.org/10.1007/s11665-011-0046- 6 [8] Shtrikman, M. M. (2008). Current state and development of friction stir welding Part 3. Industrial application of friction stir welding. Welding International, 22(11), 806–815. https://doi.org/10.1080/095071108025936 20 [9] Shtrikman, M. M. (2008). Current state and development of friction stir welding Part 3. Industrial application of friction stir welding. Welding International, 22(11), 806–815. https://doi.org/10.1080/095071108025936 20 [10] Sinka, V. (2014). The present and future prospects of friction stir welding in aeronautics. Acta Metallurgica Slovaca, 20(3), 287–294. https://doi.org/10.12776/ams.v20i3.312 [11] Noruk, J. (n.d.). FRICTION STIR WELDING INTHE AUTOMOTIVE INDUSTRY. https://www.researchgate.net/publication/2 68325940 [12] Lucaci, M., Leonat, L., & Alecu, G. (2007). International conference Innovative technologies for joining advanced materials MATERIALS BONDING BY DIFFUSION WELDING TECHNOLOGY. https://www.researchgate.net/publication/2 80776509 [13] Kolukisa, S. (2007). The effect of the welding temperature on the weldability in diffusion welding of martensitic (AISI 420) stainless steel with ductile (spheroidal graphite-nodular) cast iron. Journal of Materials Processing Technology, 186(1– 3), 33–36. https://doi.org/10.1016/j.jmatprotec.2006. 11.148 [14] Shi, H., Qiao, S., Qiu, R., Zhang, X., & Yu, H. (2012). Effect of welding time on the joining phenomena of diffusion welded joint between aluminum alloy and stainless steel. Materials and Manufacturing Processes, 27(12), 1366–1369. https://doi.org/10.1080/10426914.2012.66 3122 [15] Shtrikman, M. M. (2008). Current state and development of friction stir welding Part 3. Industrial application of friction stir welding. Welding International, 22(11), 806–815. https://doi.org/10.1080/095071108025936 20 [16] Sinka, V. (2014). The present and future prospects of friction stir welding in aeronautics. Acta Metallurgica Slovaca, 20(3), 287–294. https://doi.org/10.12776/ams.v20i3.312 [17] Sinka, V. (2014). The present and future prospects of friction stir welding in aeronautics. Acta Metallurgica Slovaca, 20(3), 287–294. https://doi.org/10.12776/ams.v20i3.312 [18] Noruk, J. (n.d.). FRICTION STIR WELDING IN THE AUTOMOTIVE INDUSTRY. https://www.researchgate.net/publication/2 68325940 [19] Lucaci, M., Leonat, L., & Alecu, G. (2007). International conference Innovative technologies for joining advanced materials MATERIALS BONDING BY DIFFUSION WELDING TECHNOLOGY. https://www.researchgate.net/publication/2 80776509 [20] Kolukisa, S. (2007). The effect of the welding temperature on the weldability in diffusion welding of martensitic (AISI 420) stainless steel with ductile (spheroidal graphite-nodular) cast iron. Journal of Materials Processing Technology, 186(1– 3), 33–36. https://doi.org/10.1016/j.jmatprotec.2006. 11.148 [21] Shi, H., Qiao, S., Qiu, R., Zhang, X., & Yu, H. (2012). Effect of welding time on the joining phenomena of diffusion welded joint between aluminum alloy and stainless steel. Materials and Manufacturing Processes, 27(12), 1366–1369. https://doi.org/10.1080/10426914.2012.66 3122 [22] Wronka, B. (2010). Testing of explosive welding and welded joints. the microstructure of explosive welded joints and their mechanical properties. Journal of Materials Science, 45(13), 3465–3469. https://doi.org/10.1007/s10853-010-4374- y [23] Wronka, B. (2010). Testing of explosive welding and welded joints. the microstructure of explosive welded joints and their mechanical properties. Journal of Materials Science, 45(13), 3465–3469. https://doi.org/10.1007/s10853-010-4374- y [24] Chinesta, Francisco., Chastel, Yvan., & Mansori, M. El. (2010). International conference on advances in materials and processing technologies?: AMPT2010, 24- 27 October 2010, Paris, France. American Institute of Physics. [25] Findik, F. (2011). Recent developments in explosive welding. In Materials and Design (Vol. 32, Issue 3, pp. 1081–1093). https://doi.org/10.1016/j.matdes.2010.10.0 17 [26] Eren, B., Guvenc, M. A., & Mistikoglu, S. (2021). Artificial Intelligence Applications for Friction Stir Welding: A Review. In Metals and Materials International (Vol. 27, Issue 2, pp. 193–219). Korean Institute of Metals and Materials. https://doi.org/10.1007/s12540-020- 00854-y [27] Mahesh Reddy, D., Anitha Lakshmi, A., & Ul Haq, A. (2019). Experimental Taguchi approach and Gray-Taguchi optimization on mechanical properties of aluminum 8011 alloy sheet under uniaxial tensile loads. Materials Today: Proceedings, 19, 366–371. https://doi.org/10.1016/j.matpr.2019.07.61 4 [28] Findik, F. (2011). Recent developments in explosive welding. In Materials and Design (Vol. 32, Issue 3, pp. 1081–1093). https://doi.org/10.1016/j.matdes.2010.10.0 17 [29] Eren, B., Guvenc, M. A., & Mistikoglu, S. (2021). Artificial Intelligence Applications for Friction Stir Welding: A Review. In Metals and Materials International (Vol. 27, Issue 2, pp. 193–219). Korean Institute of Metals and Materials. https://doi.org/10.1007/s12540-020- 00854-y [30] Tiwari, A., Pankaj, P., Biswas, P., Kore, S. D., & Rao, A. G. (2019). Tool performance evaluation of friction stir welded shipbuilding grade DH36 steel butt joints. International Journal of Advanced Manufacturing Technology, 103(5–8), 1989–2005. https://doi.org/10.1007/s00170-019- 03618-0 [31] Manikandan, P., Prabhu, T. A., Manwatkar, S. K., Rao, G. S., Murty, S. V. S. N., Sivakumar, D., Pant, B., & Mohan, M. (2021). Tensile and Fracture Properties of Aluminium Alloy AA2219-T87 Friction Stir Weld Joints for Aerospace Applications. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science, 52(9), 3759–3776. https://doi.org/10.1007/s11661-021- 06337-y [32] Elkoushy, M. A., Metwally, A. H., & Noureldin, Y. A. (2016). Implications of different nephrolithometry scoring systems on clinical practice of endourologists: An international web-based survey. Arab Journal of Urology, 14(3), 216–222. https://doi.org/10.1016/j.aju.2016.04.005 [33] Wu, T., Zhao, F., Luo, H., Wang, H., & Li, Y. (2019). Temperature monitoring and material flow characteristics of friction stir welded 2A14-t6 aerospace aluminum alloy. Material12(20). https://doi.org/10.3390/ma12203387 [34] Safeen, M. W., Russo Spena, P., Buffa, G., Campanella, D., Masnata, A., & Fratini, L. (2020). Effect of position and force tool control in friction stir welding of dissimilar aluminum-steel lap joints for automotive applications. Advances in Manufacturing, 8(1), 59–71. https://doi.org/10.1007/s40436-019- 00290-1 [35] Karakizis, P. N., Pantelis, D. I., Dragatogiannis, D. A., Bougiouri, V. D., & Charitidis, C. A. (2019). Study of friction stir butt welding between thin plates of AA5754 and mild steel for automotive applications. International Journal of Advanced Manufacturing Technology, 102(9–12), 3065–3076. https://doi.org/10.1007/s00170-019- 03388-9 [36] Hartley, W. D., Garcia, D., Yoder, J. K., Poczatek, E., Forsmark, J. H., Luckey, S. G., Dillard, D. A., & Yu, H. Z. (2021). Solid-state cladding on thin automotive sheet metals enabled by additive friction stir deposition. Journal of Materials Processing Technology, 291. https://doi.org/10.1016/j.jmatprotec.2021. 117045 [37] Hartley, W. D., Garcia, D., Yoder, J. K., Poczatek, E., Forsmark, J. H., Luckey, S. G., Dillard, D. A., & Yu, H. Z. (2021). Solid-state cladding on thin automotive sheet metals enabled by additive friction stir deposition. Journal of materials processing technology, 291. https://doi.org/10.1016/j.jmatprotec.2021.117045 [38] Bhardwaj, N., Narayanan, R. G., Dixit, U. S., & Hashmi, M. S. J. (2019). Recent developments in friction stir welding and resulting industrial practices. In Advances in Materials and Processing Technologies. (Vol. 5, Issue 3, pp. 461-496). Taylor and Francis Ltd [39] G, R. H., Byregowda, H. v, & Kumar M, S. N. (n.d.). Optimization of ZnO Thin Films using Sol-Gel Dip Coating by Taguchi Method Section A-Research paper ISSN. In Eur. Chem. Bull. 2023 (Vol. 12, Issue 8). [40] Siddesh Kumar, N. M., Dhruthi, Pramod, G. K., Samrat, P., & Sadashiva, M. (2022). A Critical Review on Heat Treatment of Aluminium Alloys. Materials Today: Proceedings, 58, 71–79. https://doi.org/10.1016/j.matpr.2021.12.586 [41] Shivaprakash, Y. M., Gurumurthy, B. M., Siddhartha, M. A., Kumar, N. M. S., & Dutta, A. (n.d.). STUDIES ON MILD STEEL PARTICULATES REINFORCED DURALUMIN COMPOSITE FABRICATED THROUGH POWDER METALLURGY ROUTE. In www.tjprc.org SCOPUS Indexed Journal editor@tjprc.org. www.tjprc.org [42] Kumar, N. M. S., Shashank, T. N., Dheeraj, N. U., Dhruthi, Kordijazi, A., Rohatgi, P. K., & Sadashiva, M. (2023). Coatings on Reinforcements in Aluminum Metal Matrix Composites. International Journal of Metalcasting, 17(2), 1049–1064. https://doi.org/10.1007/s40962-022-00831-8 [43] Kumar M, S. N., & Bawge, G. (n.d.). Comparitive Study on Methods used to Improve the Corrosion Resistance Property of Aluminium Alloys-A Review. www.solidstatetechnology.us [44] Siddesh Kumar, N. M., Chethan, S., Nikhil, T., & Dhruthi. (2022). A review on friction stir processing over other surface modification processing techniques of magnesium alloys. In Functional Composites and Structures (Vol. 4, Issue 1). IOP Publishing Ltd. https://doi.org/10.1088/2631-6331/ac49f3 [45] Siddesh Kumar, N. M. (2022). Effect on wear property of aluminium metal matrix composite reinforced with different solid lubricants: a review. In International Journal of System Assurance Engineering and Management. Springer. https://doi.org/10.1007/s13198-022-01654-w [46] Murthy, L. N. H. R., Kurbet, R., Kumar, S. N. M., Jashwanth, K., & Bhargav, P. (2022). Parametric Based Influence of Silicon Carbide Particulates on Tensile and Hardness Characteristics of Graphitic Aluminium Copper Alloy. AIP Conference Proceedings,2648. https://doi.org/10.1063/5.0118021 [47] G, R. H., Byregowda, H. v, & Kumar M, S. N. (n.d.). Optimization of ZnO Thin Films using Sol-Gel Dip Coating by Taguchi Method Section A-Research paper ISSN. In Eur. Chem. Bull. 2023 (Vol. 12, Issue 8) [48] Siddesh Kumar, N. M., Sadashiva, M., Monica, J., & Praveen Kumar, S. (2021). Investigation on Corrosion Behaviour of Hybrid Aluminium Metal Matrix Composite Welded by Friction Stir Welding. Materials Today: Proceedings, 52,2339–2344. https://doi.org/10.1016/j.matpr.2022.01.362 [49] Sadashiva, M., Siddeshkumar, N. 50. Sadashiva, M., Siddeshkumar, N. M.,Monica, J., Srinivasa, M. R., Santhosh, N., & Praveenkumar, S. (2022). Hardness and Impact Strength Characteristics of Al based Hybrid Composite FSW Joints. International Journal of Vehicle Structures and Systems, 14(1), 13–17. https://doi.org/10.4273/ijvss.14.1.04 [50] Kurbet, R., Doddaswamy, V., Amruth, C. M., Kerur, M. H., & Ghanaraja, S. (2022). Frequency response analysis of spur gear pair using FEA. Materials Today: Proceedings, 52, 2327-2338. [51] Kurbet, R., Basavaraj, Amruth, C. M., & Jayasimha, S. L. N. (2022). Effect of Ceramic Particles on AMMC Through Stir Casting Method—A Review (pp. 373–388). https://doi.org/10.1007/978-981-16-4321-7_3 [52] Kumar M, P. B., Aatifulla Baig, M. M., Dharawadmath, S. I., & M, V. C. (2023). Review on Current Applications and Future Directions in Carbon Nanotubes for Cancer Therapy using AI. 11. www.ijraset.com [53] Kalal, P., K, A. M., Dharawadmath, S. I., & M, V. C. (2023). Modern Smart Street Light Monitoring Systems. 11. www.ijraset.com [54] Kurbet, R., Doddaswamy, V., Amruth, C. M., Kerur, M. H., & Ghanaraja, S. (2022). Frequency response analysis of spur gear pair using FEA. Materials Today: Proceedings, 52, 2327-2338. [55] Kurbet, R., Basavaraj, Amruth, C. M., & Jayasimha, S. L. N. (2022). Effect of ceramic particles on AMMC through stir casting method—a review. In Proceedings of Fourth International Conference on Inventive Material Science Applications: ICIMA 2021 (pp. 373-388). Springer Singapore. [56] Kurbet, R., Karthikareddy, G., & Monica, J. (2021). A Review on Friction Stir Welding over other Welding Techniques of Aluminium Alloys. Solid state technology, 64(2), 3713-3729. [57] Madhyastha, P. R., Kurbet, R., & SL, A. P. (2020). Vibrational and Noise Signal Analysis to Detect the Gear Teeth Damage in A Gear Box with Austempered Ductile Iron as Gear Material. Research and Development in Machine Design, 3(2). [58] NR, K. K., Dharmaraj, H. S., KI, S. A., Kurbet, R., & SL, A. P. (2020). Vibration and Noise Signal Analysis of Al-SiC MMC Gears. Research and Development in Machine Design, 3(2). [59] Madhyastha, P. R., Kurbet, R., & Prasad, S. A. (2020). Detection and Identification of Gear Teeth Damage through Sound and Vibration Signal Analysis of Austempered Ductile Iron Gear. International Research Journal of Engineering and Technology, 7(8), 1839-1844. [60] KI, S. A., Kurbet, R., & SL, A. P. (2020). Fault Diagnosis of Gearbox Having Delrin Gear by Vibration and Noise Signal Analysis. Research and Development in Machine Design, 3(2). [61] Patil, P. B., Humbi, N., Kurbet, R., Goggal, P. V., & Jadhav, C. C. (2024, March). Work in Progress: Impact of Design Thinking on Creativity Amongst First-Year Undergraduate Engineering Students. In 2024 IEEE World Engineering Education Conference (EDUNINE) (pp. 1-4). IEEE. [62] Channangi, S. M., Kurbet, R., Humbi, N., Patil, P. B., Jadhav, C. C., Goggal, P. V., & Udapudi, P. (2024, March). Work in Progress: Enhancing Engineering Students\' Learning in PjBL Courses through Electronic Testing Kits. In 2024 IEEE World Engineering Education Conference (EDUNINE) (pp. 1-4). IEEE. [63] Humbi, N., Patil, P. B., Kurbet, R., Jadhav, C., & Goggal, P. (2024, March). First-Year Undergraduate Engineering Student\'s Investigation on the Troubleshooting Process in a Project Based Learning Course. In 2024 IEEE World Engineering Education Conference (EDUNINE) (pp. 1-5). IEEE. [64] Goggal, P., Patil, P. B., Kurbet, R., Humbi, N., & Jadhav, C. (2024, March). A Review on the Importance of Article Writing for Engineering Students. In 2024 IEEE World Engineering Education Conference (EDUNINE) (pp. 1-5). IEEE. [65] Salunkea, R., Goudarb, N., Kurbetc, R., Goggald, P. V., & Ghokhalee, S. (2024). Awareness of Divyanga Seva Kendra among physically impaired in Hubli-Dharwad region. Journal of Engineering Education Transformations, 37(Special Issue 2). [66] Kurbet, R., HR, A., Holagi, S., & KS, V. (2023). Applications of Robotic in Industry-A Review. Journal of Mines, Metals & Fuels, 71(6). [67] Lakshmi Narasimha Murthy, H. R., Kurbet, R., Siddesh Kumar, N. M., Jashwanth, K., & Bhargav, P. (2022, November). Parametric based influence of silicon carbide particulates on tensile and hardness characteristics of graphitic aluminium copper alloy. In AIP Conference Proceedings (Vol. 2648, No. 1). AIP Publishing
Copyright
Copyright © 2024 Vikas C M, Bheemkumar Haloor, Lakshmi Kiran C M, Arvind Ashok Ghulanur, Vaishnavi Raga, Supriya B K, Apoorva D K, Sushma K. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET63184
Publish Date : 2024-06-07
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online