

Ijraset Journal For Research in Applied Science and Engineering Technology
Implementation of Manufacturing Execution System (MES) to Increase Productivity and Competitiveness in the Manufacturing Sector
Authors: Sagar D Wagh, Sumedh N Chiwande
DOI Link: https://doi.org/10.22214/ijraset.2024.60682
Certificate: View Certificate
Abstract
Industry 4.0\'s underlying digital technologies are already essential in helping manufacturing businesses, especially small and medium-sized enterprises (SMEs), to adapt to the dynamics of the new normal. Manufacturing execution system (MES) serves as the factory information hub and is made possible by internet of things (IoT) ready devices that generate data and cyber physical systems that control the interconnection between equipment and computational assets for industries to achieve sustained competitiveness and address post- pandemic market volatility by utilizing real-time information. This paper focuses on the implementation for MES with the help of three case studies. Three case studies were used to empirically test the theories put out on MES to provide an overview of \"How MES is efficient in loss reduction” through findings from cross-case synthesis of the data that was gathered.
Introduction
I. INTRODUCTION
It is expected that innovation and commercial growth in the years after the pandemic will be supported by robust operations, widely tailored products, and remote execution. Industry 4.0's underlying digital technologies are already essential in helping manufacturing businesses, especially small and medium-sized enterprises (SMEs), to adapt to the dynamics of the new normal. Manufacturing firms across industry verticals are implementing methods to combat unreliable supply chains and variable needs while protecting their workforce and carrying on with operations as a result of health, economic, and social challenges [1].
According to a recent Mckinsey [2] study and research, manufacturers who had embraced digitalization were much better able to manage current risks than those who hadn't.
Following the pandemic, businesses are refocusing on digitalization in order to increase their responsiveness to shifting market dynamics, achieve operational flexibility to produce a variety of products in smaller volumes, and achieve operational transparency when managing production remotely. Smart manufacturing enables digitalization by fusing the intelligence of equipment, parts, materials, goods, shop floors, factories, and supply chains.
Manufacturing execution system (MES) serves as the factory information hub and is made possible by internet of things (IoT) ready devices that generate data and cyber physical systems that control the interconnection between equipment and computational assets for industries to achieve sustained competitiveness and address post-pandemic market volatility by utilizing real-time information. Because their shared goals of agility, adaptability, and transparency are congruent, MES, in its smarter avatar of Manufacturing operation management (MOM), plays a crucial role for all industrial enterprises on their path towards industry 4.0 [1].
This paper focuses on the implementation strategies for MES with the aid of three case studies. Because MES has not been a common topic for academic research, the implementation-related insights will be of particular interest to manufacturing establishments considering their impending investments in this field in light of the new normal. To determine the present status of implementation among manufacturers, the authors plan to look at recent studies in the areas of system integration, manufacturing execution, and smart manufacturing.
The issues that need be addressed, as determined later by academic literature and industry studies The last phase includes measures that have been put forth to help industries make steady progress toward embracing MES as a turning point in the development of smart manufacturing.
A. Summary of MES
Manufacturing Execution system (MES) is the technology for monitoring, controlling, and managing at its core [3]. Raw materials are transformed into intermediate finished items through physical processes. They collaborate with enterprise-level systems and production scheduling to organize this work order execution. When necessary, MES software additionally allows component- and material-level traceability, ancestry, and connection with process history. They also give feedback on process performance [4]. It is the key to obtaining information in view of the acceleration of digitalization and integrated networking of traditional manufacturing industry [3]. Since they were codified more than 40 years ago, traditional industrial theories have not been updated to match growing demands [5].
As a lean concept, visual management can be a quick and efficient way to control inventory levels and manufacturing processes [6]. This visual Management control of the working centre is realized by numerous important links covered in it such as Enterprise resource planning (ERP) & Supervisory Control and Data Acquisition (SCADA). And it maximizes the level of high-quality production jobs. Therefore, there is no doubt that MES systems will play a significant role in improving production management [3].
II. MES: A BRIDGE BETWEEN ERP & PROCESS CONTROL
A. Definitions Associate with MES
A typical manufacturing execution system (MES) must include 11 fundamental activities, according to the 1997 publication MESA-11, which was developed by the Manufacturing Enterprise Solutions Association (MESA). For our purposes, we're going to concentrate on the original 11 key operations, which are still utilized by modern MES systems to increase production productivity

- Operations management Give your team a broad overview of the production orders which are planned and the routes that they will take. This guarantees that everyone on your crew is on the same page and minimizes errors brought on by misconceptions.
- Dispatching production units Control the real-time, two-way flow of production data between the workshop and the ERP. This guarantees that production data is constantly accurate, consistent, and current
- Product tracking and genealogy Sorting of final components or batches according to all the manufacturing information that applies to them, from the raw materials to the component assembly. Manufacturers who have to go by guidelines imposed by the government or the industry can gain benefits from this data.
- Labor / Work management Effectively monitor any skills or authorizations of your people, products, or operations they need. This guarantees that the appropriate individuals are present at every stage of the production process
- Quality management Keep track of quality deviations and exceptions in your production process and units. Either the MES programmed itself can do this role, or it can use third-party software.
- Maintenance management Plan periodic machine maintenance more precisely and easily to minimize production stoppage and downtime.
- Data collection and acquisition Track and collect important data, then quickly recover it when you need it.
- Process management Process rerouting and operational sequencing should be provided, along with complete production traceability.
- Performance analysis Calculate key performance indicators (KPIs) including rework, scrap, process capability, OEE, and more using consolidated data. This informs you of the effectiveness of your production process and any areas for improvement.
- Document control Give your operators a quick and easy way to access essential documents, like as instructions, drawings, notes, and more, whenever they need them. By eliminating the need to look through file cabinets for the information you require, this saves both you and your staff time.
- Resource allocation and status Define and monitor your resource status and how it relates to the production process [7].
With manufacturing companies' improved digital capabilities, production processes may be planned, carried out, and regulated more readily than before through traceability additionally, the Industry 4.0 model anticipates boosting productivity by utilizing decentralized production control to satisfy the expanding client desire for speedier real-time reaction. MES can meet these demands to boost productivity, quality, and agility for worldwide manufacturing businesses [8].
B. The Interaction between ERP, MES & SCADA
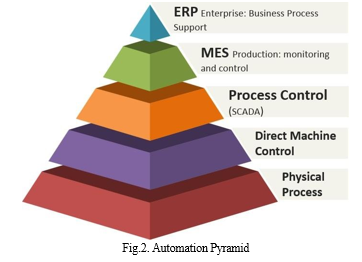
As depicted in Fig. 2, the automation pyramid divides industrial systems into separate tiers. ERP serves as the transactional hub for all business operations and databases at the highest level of an organization. ERP aids in the execution of business procedures including inventory management and order fulfillment.
The pyramid's lowest tiers, which deal with automated control, are particularly hardware-focused and include SCADA systems, sensors, and programmable logic controllers (PLC). Here, control refers to immediate autonomous control activities using sensors and actuators. The middle level of the pyramid, or where MES are located, is thought to represent the link connecting these higher and lower levels. Multiple MES functions, such as operations scheduling, dispatching, data collecting, labour or quality management, are defined by the MESA standard. Despite standards, businesses still have trouble defining and separating the MES features from those of other information systems that are available both within the MES layer and across layers.
This is due to the fact that these information systems perform several operations that are comparable, such as product tracking/dispatching, inventory management, and document management (in PDM and ERP, respectively) (with control automation).
Additionally, it is surprising to see that industrial information systems supporting production innovation and their interactions with MES have been largely ignored in the automation pyramid despite the need to exchange data between manufacturing engineering and the shop floor itself (e.g., the bill of material list, manufacturing instructions, control programmes, or potential non-conformances). Such systems include product life cycle management (PLM) and computer-aided engineering (CAE). Even though the ISA95 standard identifies production definition management as a key component of MES, it is still unclear how and to what degree product innovation contributes to various MES components or how the use of product innovation systems in MES affects the systems' architecture.
To give one illustration, Engineering Change Management in MES cannot be disregarded, but ISA95 does not appear to recognize this fact. Last but not least, there hasn't been much discussion in the literature about how MES interacts with people and how they factor into the control loop. This is remarkable given that humans need to be extremely adaptable and skilled to be able to work in a more complicated and dynamic environment as Industry 4.0 develops. Depending on how MES are viewed in the pyramid, two opposing viewpoints on the function of MES and its interactions with people can be articulated. According to automated control theory, MES are a tool for creating a completely automated and integrated production environment, as the CIM movement has proposed. According to this viewpoint, the shop floor components and all shop floor control activities are under the control of the MES, which is the top layer of automated process control. According to this theory, MES—rather than humans—end up managing how manufacturing is carried out. Top-down, or alternative perspectives, present MES as shop-floor decision support systems akin to ERP. Accordingly, the primary function of MES is to gather, process, and report data on various shop-floor activities in an integrated manner to help with production monitoring and control shop-floor activities. Workers who provide precise and timely information and who can act swiftly can optimize their control decisions. Humans are still necessary for the tasks carried out in the MES-related operations, in contrast to the light-free factory advocated by CIM. We carried out a thorough case study to better understand the function of MES in the automation pyramid. The case study that follows focuses on a factory that is moving toward digitization while still giving humans a crucial role [9].
III. LITERATURE REVIEW
This topic is still developing and has been investigated by numerous groups of researchers from various disciplines, a semi-systematic or narrative review of peer-reviewed research papers was undertaken to better understand issues related to smart manufacturing and obstacles encountered when implementing MES. In order to understand the challenges that arise as a result of the deployment of MES, writers conducted this review across a larger range of industry segments [1].
The literature review was done for the topic of system integration in addition to smart manufacturing and manufacturing execution since it is at the intersection of vertical integration of manufacturing systems and life cycle integration.
A. Recent Observation for MES(Manufacturing Execution System)
Table No. 1 Comparative Analysis of Research in the field of MES
|
Sr. No. |
Author, Country & Year |
Journal |
Objective |
Findings |
|
||||
|
1 |
B. Saenz de Ugartea, A. Artibab, Canada, 2009 [10] |
Production Planning & Control Vol. 20, No. 6, September 2009, 525–539 |
Describe what MES have developed into, show how they interact with other corporate information systems, and pinpoint the main MES-related problems. Highlight research areas that need to be studied in order to resolve the rising complexity of execution systems and to fill the continuing customer expectations for faster real-time response & capability coverage. |
MES was created a number of years ago to bridge the gap between other business information systems and shop floor information and control systems. Many methods that have been put forth by the scientific community to make it easier to implement and integrate in complex production environments. Addressed the shortcomings of the present MES and the difficulties facing this system going forward. |
|||||
|
2 |
Soujanya Mantravadia , Charles Møllera, Denmark,2019 [8] |
Procedia Manufacturing 30 (2019) 588–595 |
Recognize how manufacturing execution systems (MES) have changed during the digital transformation. Three case studies in Danish companies were used to empirically test the theories put out on MES |
Overview of Industry 4.0- ready MES and an explanation of its use in futuristic plants. Examination of the ideas underlying next-generation MES to provide an overview of "MES as a digital twin" through findings from cross- case synthesis of the data that was gathered. |
|
||||
|
3 |
Jian Qina,Ying Liua, UK, 2016 [11] |
Procedia CIRP 52 ( 2016 ) 173 – 178 |
The major idea of Industry 4.0 and the present status of the manufacturing industries. Highlighted the research gaps between the needs of Industry 4.0 and the requirements of current industrial systems. Outlined the multi-layered architecture that makes up the Industry 4.0 implementation structure. |
Development of Industry 4.0 in a production system, and introduces the widely held beliefs about manufacturing and industry 4.0. A framework for Industry 4.0 is offered, which describes how various technologies with varying degrees of intelligence interact with automated production processes. |
|
||||
|
4 |
Tae Hyun Kima, Jongpil Jeongb, Belgium, 2019 [12] |
Procedia Computer Science 151 (2019) 600–606 |
Propose a new model of a cutting-edge smart MES (or S- MES) for manufacturers of rolling stock by working with diverse functionalities. |
Studied other sectors for their MES system adoption in an effort to uncover best practices to compare to the rolling stock manufacturing business. To demonstrate the viability and potential of the implementation of smart MES in comparison to existing MES |
|
||||
|
5 |
Xinyu Chen , Christoph Nophut, Germany, 2020 [13] |
Electronics 2020, 9, 2040 |
Approach for the automatic MES generation based on the MDE concept offering MES functionalities that are pertinent to the production processes for food and drink mainly with necessary phases |
Presented an approach for the model-driven concept's automatic development of MES with little programming and customization work. The model-driven concept needed to be integrated for the development of the MES and other IT systems in manufacturing firms, but there was a theoretical gap in the study area that was supplied by the approach that was given. |
|
||||
|
6 |
Fangyu Pan1, Yuewei Bai1, China, 2021 [14] |
Journal of Physics: Conference Series 2136 (2021) 012052 |
Introduce MES, a bridge that connects the factory's higher planning layer and control layer, in virtual manufacturing. Formulation and implementation of MES in industry A located in China |
Delicate management and control can be achieved with the use of MES in virtual manufacturing. It can boost production management effectiveness, conserve resources, improve quality, boost output, and employ fewer people. |
|
||||
|
7 |
Daoye Huang, Mingzhou Liu, Switzerland, 2012 [3] |
Advanced Materials Research Vols. 468-471 (2012) |
Functional prerequisites and MES system coverage are investigated. Role of the MES for the production line for main gear reducers in automobiles is described. Discussion is had about the outcomes of implementation on the line. |
Using MES system, assembly line and field management efficiency can be increased. |
|
||||
|
8 |
E. Arica1 , D. J. Powell, Norway, 2017 [15] |
IEEM.2017.82902 42 |
A classification for describing MES (Manufacturing execution systems) and goes over how these systems might profit from the most recent advances in Industry 4.0. |
MES will act as a platform for putting Industry 4.0 technologies into practice and realizing the production of new values from data in terms of both providing new services to customers and improving internal operations efficiency. |
|
||||
|
9 |
S. Waschull, J. C. Wortmann, Netherlands, 2018 [9] |
IFIPAICT,volume 536 |
Based on lessons learned from one case study, the role of MES is to either automate or supplement human tasks The construction and upkeep of digital twins of items is the primary responsibility of MES. This requires interacting with people, which is very similar to work involving computer-aided engineering (CAE) technologies. |
The development and upkeep of a product's digital twin depend heavily on MES. For the purpose of developing the digital twin, MES should be tightly connected with systems of product innovation. |
|
||||
|
10 |
Lea Mayer, Nijat Mehdiyev, Germany, 2020 [16] |
Procedia CIRP 97 (2020) 284–289 |
Examine the specifics of the integration scenarios for MES data-driven analytics while using a use case from the individual manufacturing domain. The significance of incorporating the CAD- generated construction design data into the suggested analytics approach Impacts of process analytics in science and industry for various manufacturers analytics |
How a specific manufacturer in the field of tool and fixture construction can perform an efficient process planning. Conceptual framework and architecture layout for a CAPP solution that is data- driven. |
|
||||
|
11 |
Martin Naedelea, Hong-Mei Chen, USA, 2014 [17] |
The Journal of Systems and Software 101(2014)59–68 |
Principles and areas of a MES's functionality. Examine the discrepancies between present processes and MES-vision driven software development One of these shortcomings is the absence of a consistent infrastructure for data collection. Second, Inadequate integration of human data. Third, A lack of a shared conceptual framework that influences how well development data is performing. Last, The absence of projection and simulation support |
How the issue of software development in reality can be addressed by MES ideas and concepts Software development practitioners with a framework for planning, monitoring, and tracking to increase software development predictability and quality through analysis of MES vision Creation of a prototype MDM-DSS that demonstrates a novel sort of analysis made possible by the MES vision for software creation and decision-making |
|
||||
|
12 |
Albin Bajric, Kay Mertins, Germany, 2010 [18] |
Enterprise Interoperability 2010 IV pp 357– 366 |
Described the steps taken to deploy factory execution systems successfully using a real-world example. Aspects of developing organizational interoperability problems between an IT vendor and its client (the user) |
Demonstrates the absence of granularity and modularity in the parts and functions of IT system. |
|
||||
Since the creation of MES several years ago, information systems, shop floor systems, and control systems have all been able to communicate with one another. MES can be used in virtual manufacturing to achieve delicate management and control.
A production control step can be used to monitor, regulate, and modify process parameters by integrating an MES with current shop floor machinery or by utilizing a statistical process control (SPC) module within the MES. Less material will be wasted through scrap or rework when process precision and repeatability are increased which results in saving of resources. Also by incorporating quality checks into the production process, an MES aids in the early detection and prevention of faults. This ensures that errors that necessitate time-consuming and expensive rework do not appear at the end of the manufacturing process and favorably impacts the improvement of quality. Consequently, production management will become more effective overall, which will help to enhance total productivity. The MES will serve as a platform for implementing Industry 4.0 technologies and realizing the creation of new values from data in terms of both offering new services to customers and increasing internal operations efficiency.
IV. CASE STUDIES
This study is a component of a broader, in-depth longitudinal case study that focuses on how digitization affects the workplace. The case study is carried out in one of the leading manufacturing agriculture vehicle near Pune MIDC Maharashtra India. The case offers the exceptional chance to research both the design and implementation of a MES [3].
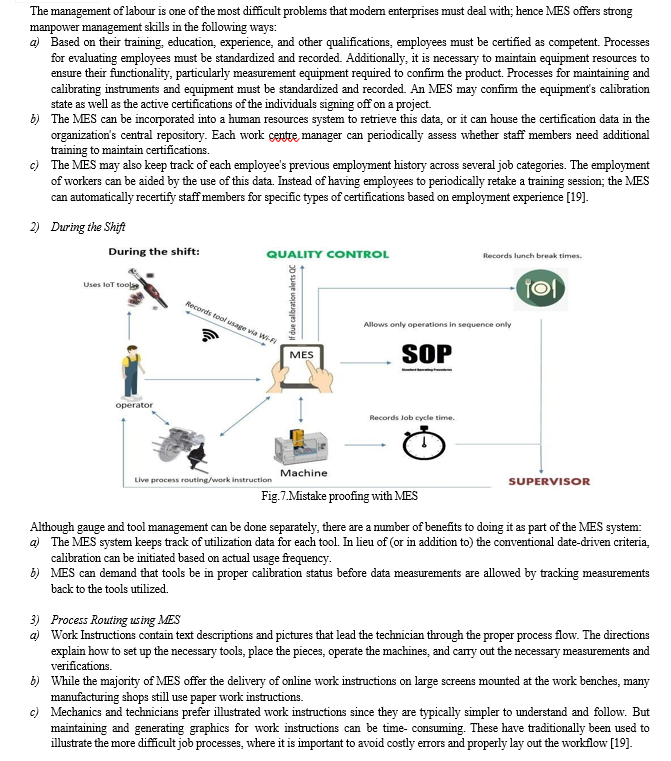
???????A. Material Management with MES
The trackings of components from the moment they are distributed out of stock, as they are transported via assembly line storage locations, until they are fixed (or used) by a manufacturing operation, is necessary for real-time visibility and correct accounting of Work-in-Process (WIP) inventory. Component part locations can be specified to a container, cart, or shelf. The target work centre, work order, and activity should be identified on them.
The MES supports many situations for picking (or issuing) parts for various workstation types:
- The MES can produce a components select list for each process that is either manually delivered to the stockroom/stores or communicated to the inventory control system via an interface.
- The inventory system has the ability to produce pick lists. Through an integrated link, transactions for items issued from the storage area to operations can be routed straight from the inventory control system to the MES.
- Before a job is handed to the manufacturing team, inventories (or material handling) officials may kit parts for every work order (or operation). The staging ground for each manufacturing work station is then filled with kits.
- To ensure a seamless flow of materials that are just-in-time, MES works in harmony with all of the many supporting pillars, such as Logistics Management, Quality Assurance, and ERP.
- A tried-and-true technique for spotting part shortages early on is to kit component parts onto baskets (or carts) before a work starts. This also avoids jobs from being suspended in the middle owing to a lack of parts. Accurate kitting can prevent miscounts, breakage, and lost in transit items from circling the factory floor.
- The tracking of materials and goods on the shop floor can be made easier by bar-coding storage spaces, baskets, and parts issued.
- By sequence number, lot number, or work order number, product units are tracked. The work order routing in the MES can be used to determine the product's precise location. As the activities are finished, this will demonstrate the transfer of the units of product from one work centre to the next.
- A comprehensive genealogy of the material and component parts used in the assembly is included in the product history and audit trail kept by MES. The component number (and revision), serial number, lot, spool number, and vendor CAGE id are all included in this [19].
Example: How can material management be accomplished with MES?
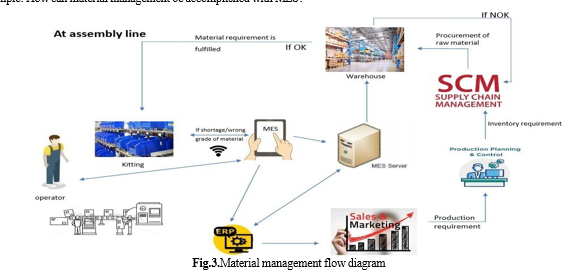
9. The PPC (Production Planning & Control) department receives an estimate of the production requirements for the upcoming shift from the sales and marketing team before the shift begins.
10. The data collected by the sales and marketing team is processed by the PPC department for inventory needs before being forwarded to the supply chain management department.
11. When raw materials are procured through the supply chain management department and the necessary conditions are met, the materials are sent to the assembly line.
12. Next, an IoT-based kitting system reports to the MES via Wi-Fi. The MES also permits the operator to begin working while this is happening, and as a result, the MES server sends a green signal to the warehouse.
13. If any material requirement is not acceptable, there is a scarcity of material, or the warehouse fills the order with the incorrect grade of material, the supply chain department receives a warning.
14. Once this entire process is complete and the assembly line operation begins smoothly, the MES server and ERP system receive information from the MES system, and the ERP system then relays that information to the sales department for validation of the entire process.
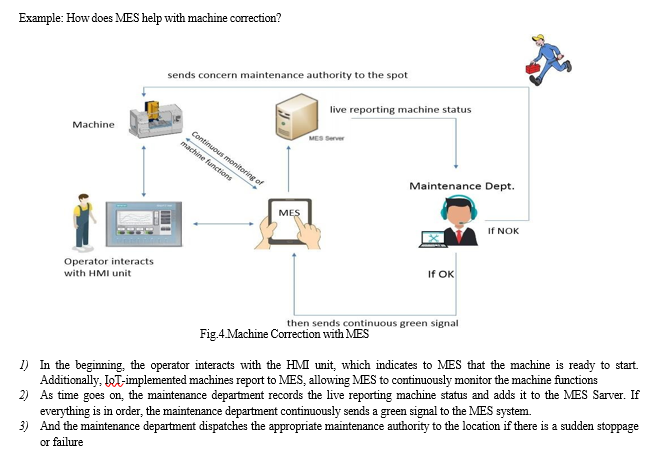
???????B. Machine Correction with MES
Functionality for the essential elements of a manufacturing environment is provided by a MES. Through systematic planning and monitoring, users may improve the quality of their production, and maintenance staff can maintain vital assets using real-time data. MES continuously examines machine data in real-time, looking for anomalies and necessary preventive maintenance. Such abnormalities are automatically reported to the appropriate authority upon discovery, saving time-consuming paper-based operations [19].
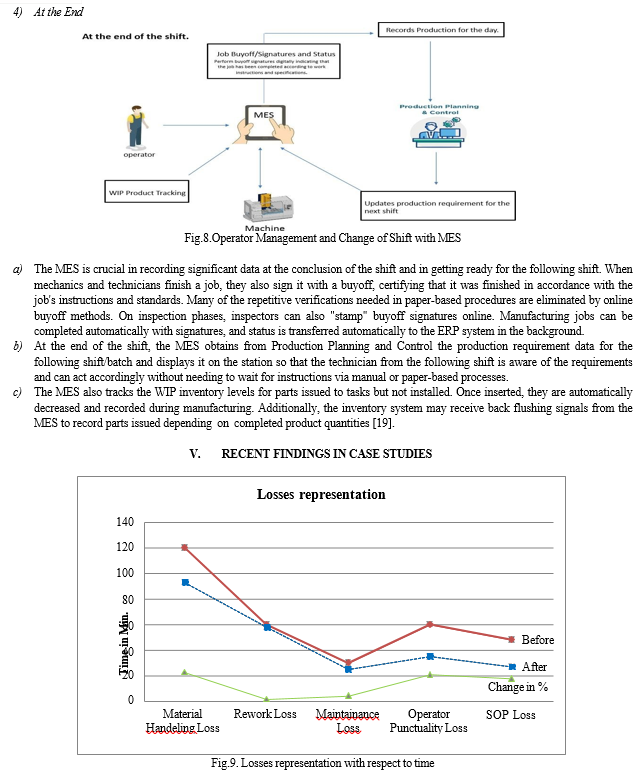
By taking into account the information above, this was acquired over a six-month period from one of the industries in the Chakan region of Pune. The graph shows that
- The material handling loss before the adoption of MES was 120 minutes per shift, and after it is reduced to 93 minutes, which is approximately 22.5%, there are five separate losses, and the Y-axis denotes loss time in minutes.
- Rework loss decreased by 1.7% from 60 minutes to 52 minutes after the deployment of MES.
- The maintenance loss was decreased from 30 to 25, resulting in a shift of 4.2 percentage points.
- Operator punctuality loss was reduced by 20.8%, from 60 minutes per shift to 35 minutes.
- Due to difficult SOP documentation, 48 minutes of lost time were recorded; however, after the deployment of MES, this time decreased by 17.5% to 27 minutes
Three losses—material handling loss, operator punctuality loss, and SOP loss—have decreased significantly overall.
Conclusion
MES will serve as a platform for implementing Industry 4.0 technologies and bringing about the development of new values from data in order to both provide new services to clients and increase the effectiveness of internal operations. Major sources that contribute to the MES and process control are highlighted in this research based on the literature review. The MES will serve as a platform for the adoption of Industry 4.0 technologies as well as the realization of the generation of new values from data in terms of both offering new services to customers and enhancing internal operational efficiency. A fresh quantitative measure known as OEE was confirmed and verified in connection to the contribution of parameter variation to the MES in the scenario where all changes are non-zero. This analysis demonstrates a reduction of 22.5%, 20.8%, and 17.5% in three losses: material handling losses, operator timeliness, and loss owing to difficult SOP respectively.
References
[1] Gautam Dutta, Ravindra Kumar: overcoming the barriers of effective implementation of manufacturing execution system in pursuit of smart manufacturing in SME’s Procedia computer science 200 (2022) 820-832 [2] McKinsey: COVID-19: An inflation point for industry 4.0 (15 January 2021) [3] Daoye Huang, Mingzhou Liu2: Design and implementation of Manufacturing Execution System (MES) for Automobile main gear reducer assembly line Advanced Materials Research Vols. 468-471 (2012) pp 111-114 [4] Saul Lustgarten : Core Features Of Manufacturing Execution Systems: What Functionality Should You Expect? (10 Dec 2020)https://tulip.co/blog/core-features-of-mes-manufacturing-execution-systems/ as on dated 2022/10/04 [5] Roger Fleury : Why traditional manufacturing theories don\'t work (May 17, 2020) https://manufacturingdigital.com/technology/why-traditional-manufacturing-theories-dont-work as on dated 2022/10/04 [6] Kisby, Brian M :Lean visual management in an ERP/MES-controlled production cell (2009) [7] What Is a Manufacturing Execution System (MES)? https://www.epicor.com/en-in/blog/what-is-a-manufacturing- execution-system As on dated 2022/10/04 [8] Soujanya Mantravadi, Charles Møller: An Overview of Next-generation Manufacturing Execution Systems: How important is MES for Industry 4.0? Procedia Manufacturing 30 (2019) 588–595 [9] S. Waschull, J. C. Wortmann: Manufacturing Execution Systems: The Next Level of Automated Control or of Shop-Floor Support? APMS (2018), IFIP AICT 536, pp. 386–393, 2018. [10] B. Saenz de Ugarte, A. Artiba: Manufacturing execution system – a literature review Taylor & Francis Production Planning & Control Vol. 20, No. 2009/09/06, 525–539 [11] Jian Qina,, Ying Liua: A Categorical Framework of Manufacturing for Industry 4.0 and Beyond Procedia CIRP 52 ( 2016 ) 173 – 178 [12] Tae Hyun Kima, Jongpil Jeongb : A Conceptual Model of Smart Manufacturing Execution System for Rolling Stock Manufacturer Procedia Computer Science 151 (2019) 600–606 [13] Xinyu Chen , Christoph Nophut : Manufacturing Execution Systems for the Food and Beverage Industry: A Model-Driven Approach Electronics (2020), 9, 2040 [14] Fangyu Pan1, Yuewei Bai1: The Application of Manufacturing Execution System in Virtual Manufacturing ICEEIE (2021)Journal of Physics: Conference Series [15] E. Arica1, D. J. Powell: Status and Future of Manufacturing Execution Systems IEEE IEEM (2017) [16] Lea Mayer, Nijat Mehdiyev : Manufacturing execution systems driven process analytics: A case study from individual manufacturing Procedia CIRP 97 (2020) 284–289 [17] Martin Naedelea, Hong-Mei Chen : Manufacturing execution systems: A vision for managing software development The Journal of Systems and Software 101 (2014) 59–68 [18] Albin Bajric , Kay Mertins : A Success Story: Manufacturing Execution System Implementation Springer Link Enterprise Interoperability (2010) IV pp 357–366 [19] What is MES (Manufacturing Execution System) in Complex Discrete Manufacturing? https://www.ibaset.com/wp-content/uploads/2021/03/What_is_MES_eBook_Second_Edition1.pdf as on dated 2022/10/04
Copyright
Copyright © 2024 Sagar D Wagh, Sumedh N Chiwande. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET60682
Publish Date : 2024-04-20
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online