

Ijraset Journal For Research in Applied Science and Engineering Technology
Influence of Varying Particle Size on Mechanical & Tribological Properties of A356-Al2O3 Metal Matrix Composites
Authors: Yogavardhan Swamy G N, Kashinath S V H, Lavanya K V
DOI Link: https://doi.org/10.22214/ijraset.2024.65822
Certificate: View Certificate
Abstract
MMCs represent a new generation of engineering materials in which a strong ceramic reinforcement is incorporated into a metal matrix to improve its properties including specific strength, specific stiffness, wear, corrosion resistance and elastic modulus. Aluminium oxide and silicon carbide powders in the form of fibers and particulates are commonly used as reinforcements in MMCs and the addition of these reinforcements to aluminum alloys has been the subject of a considerable amount of research work. Aluminum oxide and silicon carbide reinforced aluminum alloy matrix composites are applied in the automotive and aircraft where the tribological properties of these materials are considered important. Therefore, the development of aluminum matrix composites is receiving considerable emphasis in meeting the requirements of various industries. An economical way of producing metal matrix composite is the incorporation of the particles into the liquid metal and casting which leads to improvement in strength over the unreinforced alloy. Addition of particulate reinforcement improves stiffness, strength and tribological properties. Particle size also influences the uniformity of distribution of reinforcement in the matrix. Smaller the particle size, higher will be the agglomerate content in the composite structure. Particle also directly influences the porosity content in the composite structure.The purpose of research in Tribology is understandably the minimization of losses resulting from friction and wear at all levels of technology where the rubbing of surfaces is involved. The present work is a small attempt made to study the influence of reinforcement particulate size on the mechanical and tribological characteristics of Al-Al2O3p composites.
Introduction
I. INTRODUCTION
The desire of space industries for material having light weight and high strength leads to the development of new type of materials called composites. Since Aluminum Matrix Composites (AMMC’s) are light in weight and having high strength to weight ratio, it is normally used in the areas where the weight is a constraint.
Pradeep K. Rohatgi [1] studied on the world-wide upsurge in metal-matrix composite research and development activities with particular emphasis on cast MMC. The potential for extensive application of cast composites is very large in India, especially in the areas of transportation, energy and electromechanical machinery; the extensive use of composites can lead to large savings in materials and energy, and in several instances, reduce environmental pollution.
Nikhilesh Chawla et.al[2] studied on Mechanical behaviour of particle reinforced metal matrix composites. Metal matrix composites provide significantly enhanced properties like higher strength, stiffness and weight savings in comparison to conventional monolithic materials. Particle reinforced MMCs are attractive due to their cost-effectiveness, isotropic properties, and their ability to be processed using similar technology used for monolithic materials. The main focus is on wrought particulate reinforced light alloy matrix systems, with a particular emphasis on tensile, creep, and fatigue behaviour.
Veeresh Kumar et.al[3]. Studied on the experimental results of the studies conducted regarding hardness, tensile strength and wear resistance properties of Al6061-SiC and Al7075-Al2O3 composites. The composites are prepared using the liquid metallurgy technique, in which 2-6 weight percentage of particulates were dispersed in the base matrix in steps of 2. The SiC and Al2O3 resulted in improving the hardness, density and wear resistance of their respective composites.
Barath.et.al[4] studied on the synthesize Al6061- Al2O3 particulate metal matrix composites by liquid metallurgy route (stir casting technique). The addition level reinforcement was 0, 6 and 9 wt% with particle size of 125µm.for each wt% reinforcement particles were dispersed in steps of three into molten Al6061 alloy.
The furnace temperature was closely maintained to 7500C and Al2O3, stirrer, permanent mould, and degassing tablet are pre heated for 2000C. Results showed that hardness of composites samples increased with increasing the weight percentage of Al2O3 particles and also the strength of prepared composites both tensile and yield was increased with increasing weight percentage of Al2O3 particulates but ductility is decreased.
Abdul Samad et.al[5] studied on wear and friction of Al-A12O3composites at various sliding speeds. This study addresses the dry wear behavior of A1203- 6061 Aluminum particulate composite under different sliding speeds and applied load using pin on- disk tribometer at room temperature. Three grades of the submicron particle composites containing 10, 20, and 30 vol. % A1203 were tested. The results illustrate that higher load and higher concentration of A1203 particles lead to higher wear rates. For 10 and 20% A12O3 concentrations, the wear rate decreases with increasing sliding speed, while it increases for 30% A1203.
Literature review indicates that the mechanical and tribological characteristics of metal matrix composites depend on wide range of material, processing and operating parameters. There is great scope for improvement with proper combination of these parameters.
II. EXPERIMENTAL DETAILS
A. Work Material Details
The details of the material selected for present investigation are as discussed below. Aluminum (A356) based metal matrix composite with varying particle sizes particulate aluminum oxide with volume fraction of 10% are used. α- aluminum oxide average particles sizes of 23µm, 45µm, 75µm, and 120µm has been selected for the present investigation.
|
Elements |
Percentage |
|
Al |
91.1-93.3 |
|
Cu |
<=0.2 |
|
Iron |
<=0.2 |
|
Mg |
0.25-0.45 |
|
Mn |
<=0.1 |
|
Other each |
<0.05 |
|
Silicon |
6.5-7.5 |
|
Titanium |
<=0.2 |
|
Zinc |
<=0.1 |
Table 2.1 Composition Of Work Material
B. Processing Details
The casting unit consists of a graphite crucible of about 5 kg capacities, which is heated by electrical resistance type heating coils. The temperature level of the heating unit is controlled by thermocouple activated controlling unit. Duration of heating is determined based on the quantity of material to be melted. The furnace used in the present work is of bottom pouring type, which is regulatedusing a valve operated from the bottom. A motor operated stirrer is provided at the top, for mixing the particulate reinforcement with the molten metal. The mechanical stirrer used for stirring the molten alloy during fabrication of composites is made of steel blades coated with Alumina powder and sodium silicate mixture to withstand high temperature and to avoid iron pickup by the melt. Arrangement is made at the bottom of the crucible for exact positioning of the mould below the valve as shown in Figure2.1.
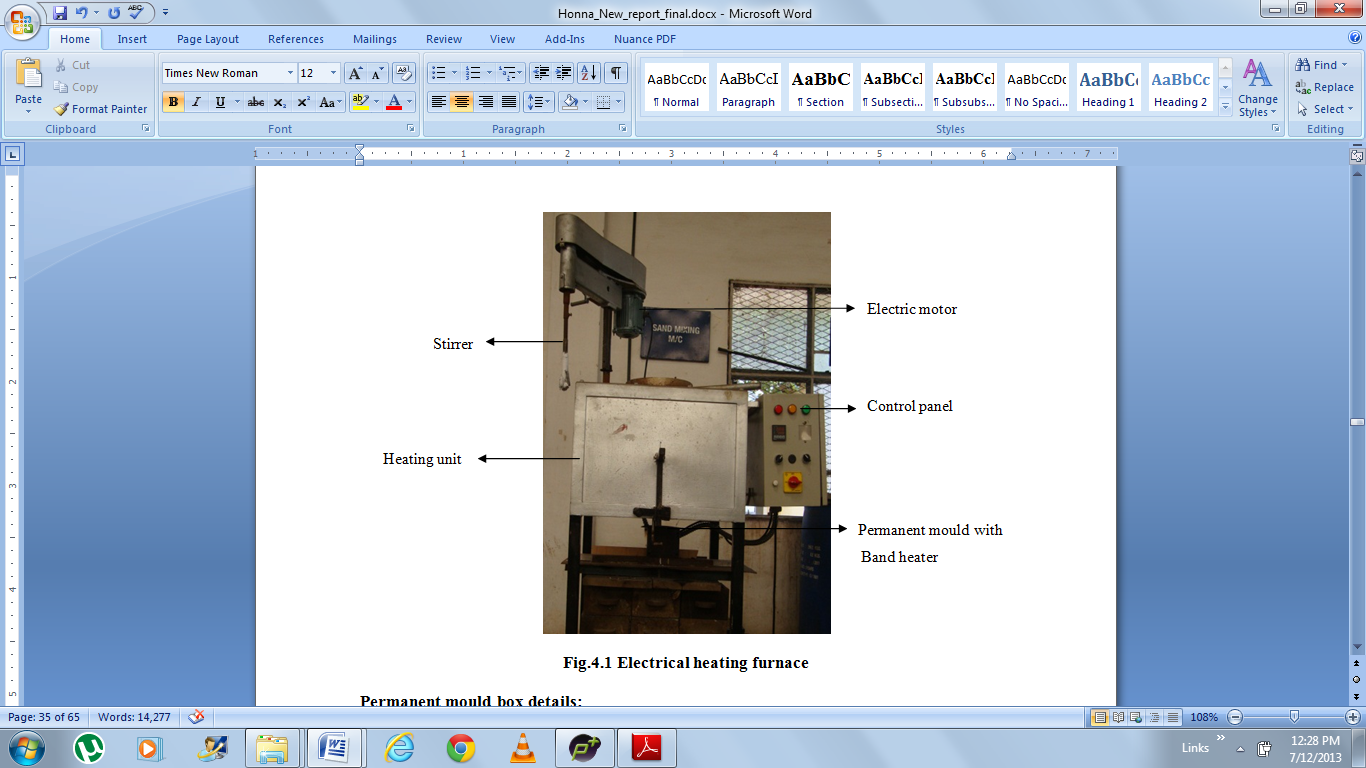
Figure 2.1: Electrical Heating Furnace
Procedure to Fabricate Composites:
- Cleaned A356 ingot of required quantity is to be placed in the melting crucible. The furnace top is to be closed by refractory material and heater is to be switched on and set to the required temperature (8000C). Heating is to be continued for about 3 hrs
- The 10% by weight, Al2O3 Reinforcement particulates are to be heated to 3000C for about 30 minutes in another closed furnace.[7]
- Add the Slag remover to the molten metal to remove the slag.
- Chlorine based solid degassing tablet hexachloroethane – C2Cl6 Tablet is to be added to remove gasses entrapped during melting and Magnesium of about 0.3% is to be added to the melt to improve the wettability.
- Stirrer is to be immersed up to ¾ height of the molten metal and start the stirring action and at the same time Al2O3 powder is added slowly and stirring action is carried up to 4 minutes.
- After stirring the molten composite metal is poured into pre heated mould (4000C) by opening the bottom valve of the furnace.
- After allowing the mould to cool at room temperature, the cast material is taken out, by opening the mould halves.
C. Specimen Preparation
1) Tensile Test Specimen: The tensile test specimens are prepared as per the ASTM B557 standard as shown in the figure 2.2.
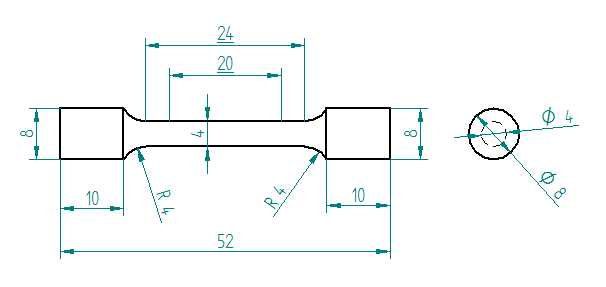
Figure 2.2: Tensile Specimen
2) Wear test specimen: The wear test specimens of 28mm length and 10mm diameter are prepared as per the ASTM G99 standard as shown in the figure 2.3.

Figure 2.3: Wear Testing Pins
D. Mechanical Characteristics
HARDNESS TESTING: In Brinell hardness test, a steel ball of diameter (D) is forced under a load (F) on to a surface of test specimen. Mean diameter (Di) of indentation is measured after the removal of the load (F). [6]
BHN is calculated by the formula
Where ,
BHN=Brinell hardness number
F = Imposed load in kg
D = Diameter of the spherical indenter in mm
Di = Diameter of the resulting indenter impression in mm
E. Tribological Characteristics
DRY SLIDING WEAR TEST: Dry sliding wear tests of the specimens were conducted using pin- on- disc test apparatus conforming to ASTM G99 standards with electronic data acquisition system. EN32 hardened steel disc with a hardness of 65HRC and Ra value of 2.5–3.5 µm was used as the counter surface. The counterface disc has a diameter of 120 mm and thickness of 8 mm. The specifications of the equipment are given in the Table.2.2.
|
Rotational Speed |
Up to 2000 rpm |
|
Track Diameter |
40mm – 118 mm |
|
Load Range |
Up to 200 N |
|
Disc Size |
Dia 120 mm ×Thickness 8 mm |
|
Pin Size |
6 to 12 mm |
|
Wear or Displacement |
±2000 microns |
|
Frictional Force |
Up to 200 N |
Table 2.2: Technical Specifications Of Wear And Friction Test Rig
Dry sliding wear tests were carried out under ambient conditions (24-28 oC) using pin-on-disc wear testing machine. Prior to testing, the specimens were ground against a 600 grit SiC abrasive paper to make the surface flat and maintain the surface finish between 1.5 and 3μm Ra value. Then the specimens were thoroughly cleaned with acetone and dried. The specimens were then weighed accurately using electronic balance with 0.1 mg accuracy. The counter face disc also was cleaned with acetone to remove any oil film present. The wear test was conducted at different loads, with increments of 10N and constant velocity of 2 m/s. After every 5000m run the specimen was removed, cleaned, dried and weighed to calculate the mass loss. The friction coefficients and wear were recorded continuously.
III. RESULTS AND DISCUSSION
A. Microstructural Study: Scanning Electron Microscopy
Figure 3.1 to 3.3 show the SEM micrographs of the cross section of cast specimens with 0% &10% Al2O3 with particle size of 23μm, 45μm particulates respectively.The micrographs reveal the precipitation of silicon phase in the acicular form at the grain boundaries of the alloy structure.
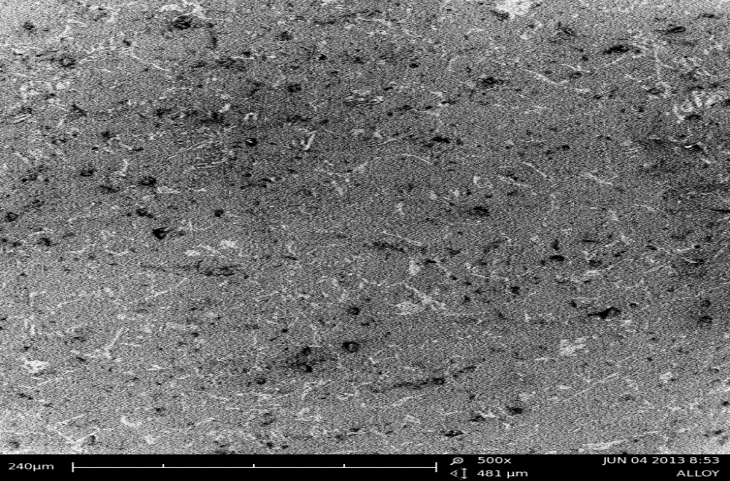
Figure 3.1: 0%AL2O3 CAST-500X
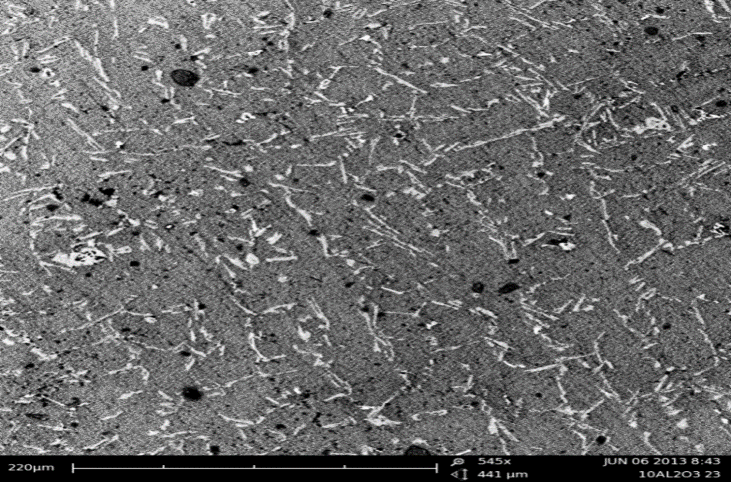
Figure 3.2: 10%AL2O3 WITH 23μm CAST-545X
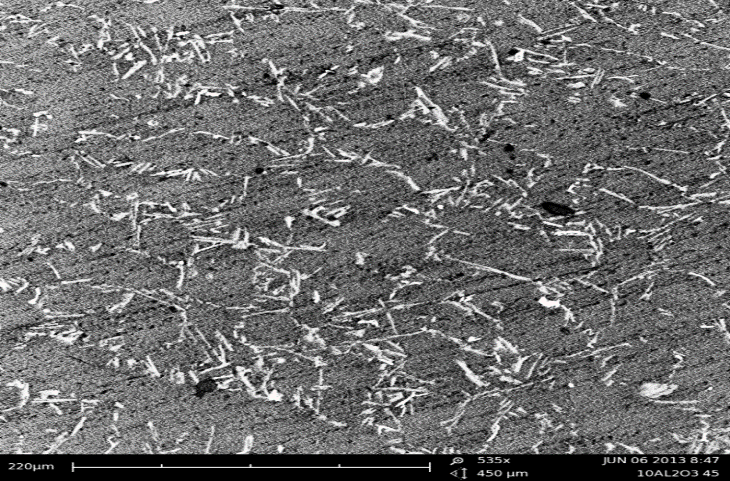
Figure 3.3: 10%AL2O3 WITH 45μmCAST-535X
B. Tensile Strength
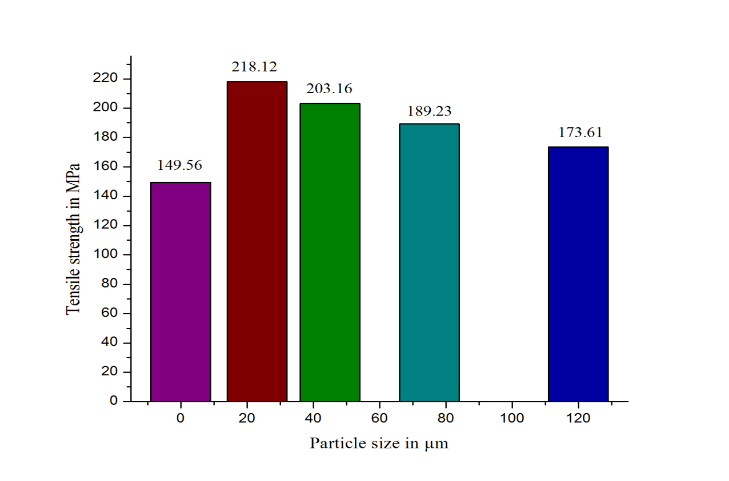
Figure 3.4: Tensile Strength Of Base Alloy And Composites
Figure 3.4 illustrates the variation in tensile strength of composite test specimen of different size of particulate reinforcement. It can be observed from the results that there is a higher tensile strength of composites than the base alloy (A356) and also observed that there is in increasing trend in the tensile strength values of the composites with decreasing particle size of reinforcement. This increased strength can be attributed to the uniform distribution of the Al2O3 particulate reinforcement in the aluminum matrix alloy and better interfacial bonding between the matrix and the reinforcement.
C. Hardness
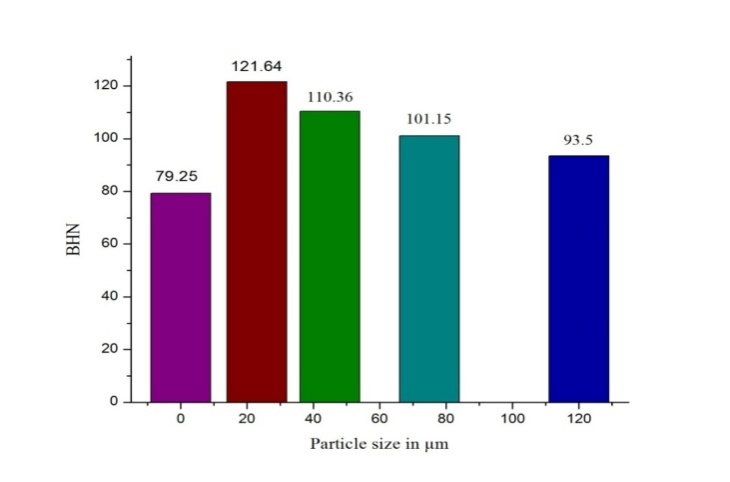
Figure3.5: BHN Of Base Alloy And Composites
Figure 3.5 illustrates the variation in BHN of composite test specimen of different size of particle reinforcement. It can be observed that the addition of Al2O3 particulate reinforcement has increased the hardness of the composite structure compared to that of the base alloy. Test results also indicate the progressive increase in hardness of the composite structure with the corresponding decrease in the size of the particulate reinforcement.
D. Dry Sliding Wear Test Results
WEAR V/S SLIDING DISTANCE WITH VARYING LOAD
Figure 3.6 to 3.10indicates the wear displacement with respect to sliding distance of different test specimens at different loads.
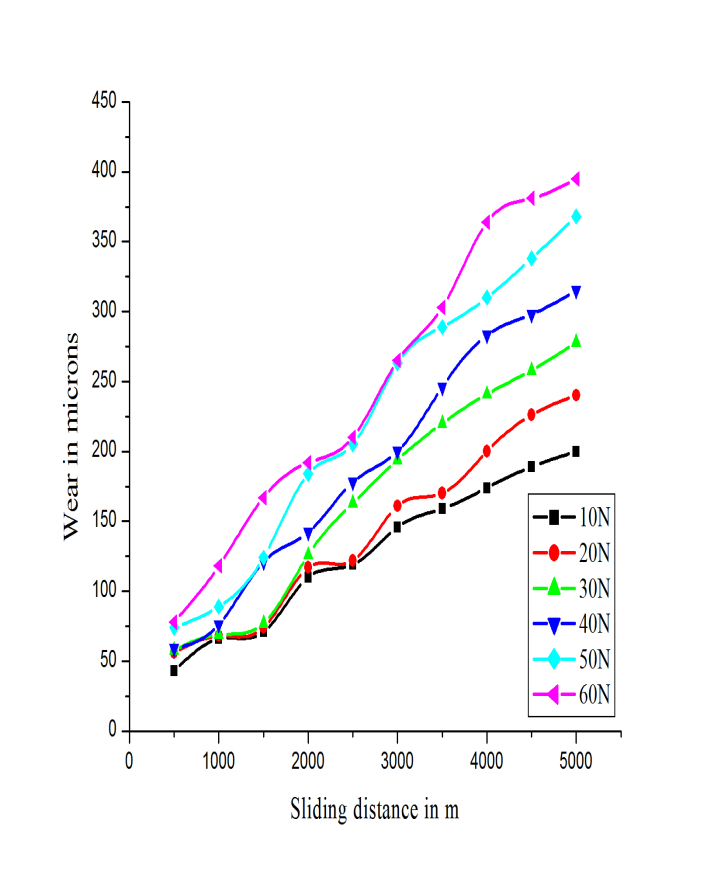
FIGURE 3.6: BASE ALLOY (A356)
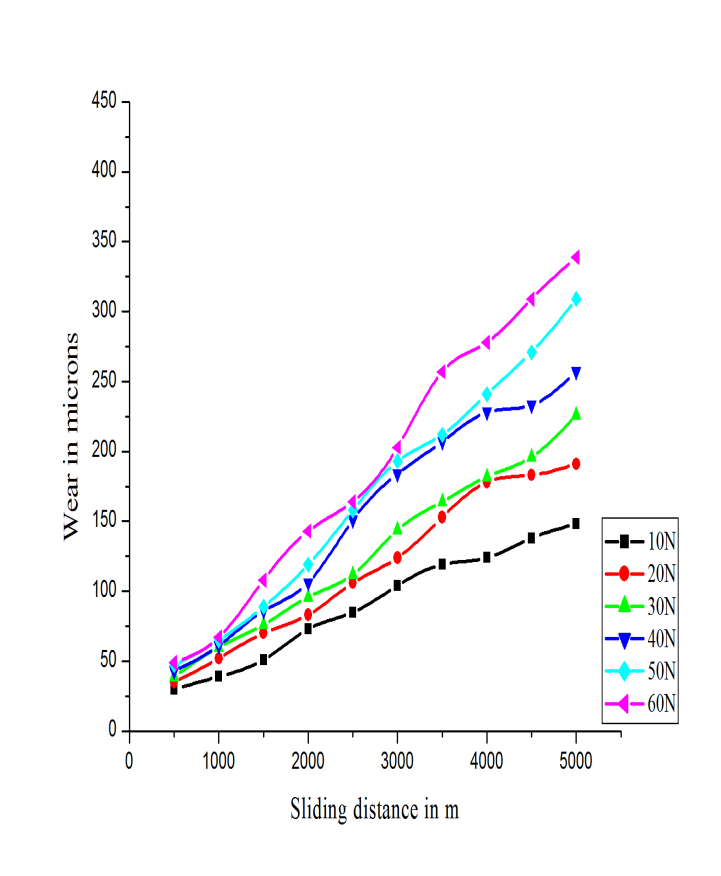
FIGURE 3.7: A356+Al2O3 (23μm)

FIGURE 3.8: A356+Al2O3 (45μm)
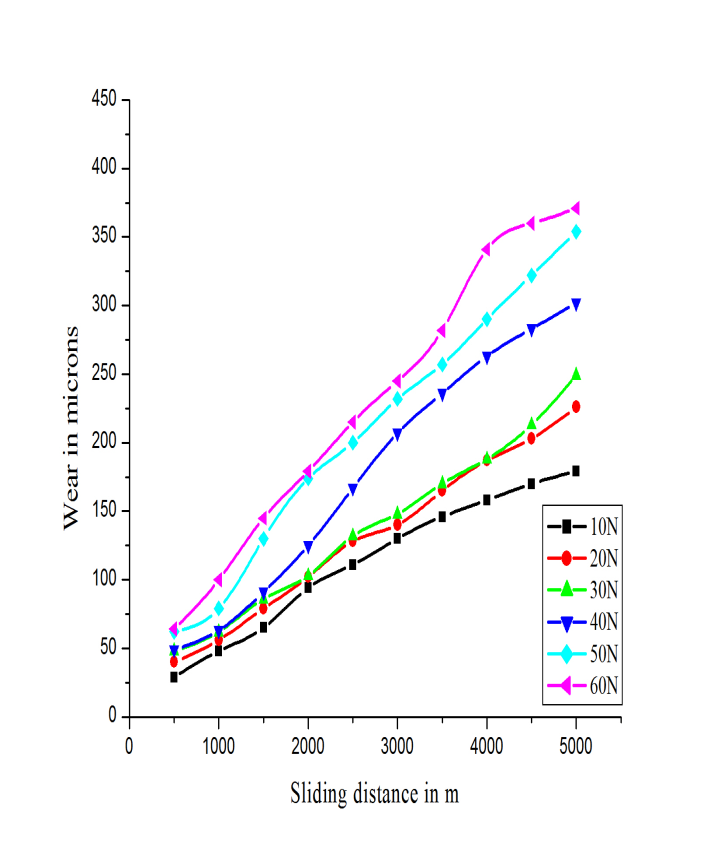
FIGURE 3.9: A356+Al2O3 (75μm)
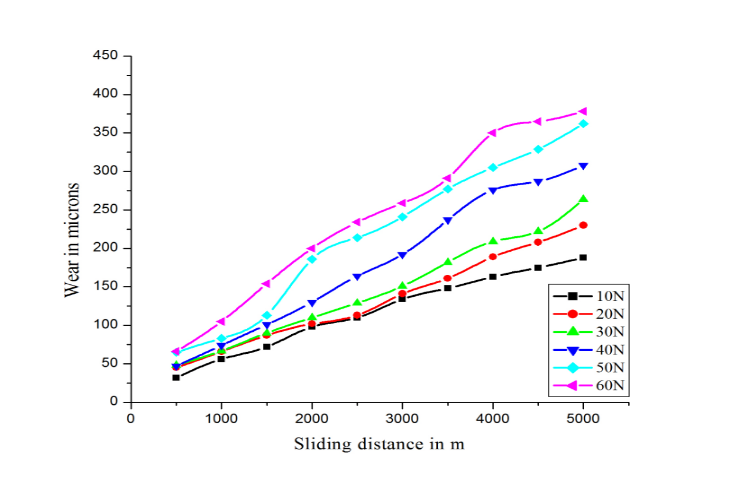
FIGURE 3.10: A356+Al2O3 (120μm)
In most of cases, it can be observed that the slope of the curves is higher initially, indicating running-in wear, during which, asperity contacts take place resulting in higher wear rates.Later, as the asperities get flattened, contact area increases, with reduction in wear rate, which is indicated by the reduced slope of wear curves. With further increase in sliding distance, rate of wear increases because of the abrasivenature of wear due to the entrapped particles between the mating surfaces.
Conclusion
Experimental investigations conducted in processing of Al-Al2O3metal matrix composites provided the following conclusions. 1) The micrographs reveal the precipitation of silicon phase in acicular form at grain boundries of the alloy structure. 2) Tensile strength of composite samples increased but the elongation of them decreased with decreasing size of Al2O3 particulates. 3) Graphs indicate that the hardness of the composite samples increased with decreasing the particle size of Al2O3 particulates. 4) The wear properties of the A356 alloy were considerably improved by the addition of Al2O3 and the wear resistance of the composites was much higher than that of the unreinforced A356 aluminum alloy. 5) Mass loss due to sliding is found to increase initially with load, but rate of wear is found to decrease at higher loads due to the work hardening effect on the sliding surface. The wear resistance of composites increased with decreasing particle size of Al2O3.
References
[1] Pradeep K. Rohatgi, “Metal-matrix Composites” Defence Science Journal, Vol 43, No 4, October 1993, pp 323-349. [2] Nikhilesh Chawla, Ghosh, Jain S.C, Ray. SStudied on “Mechanical behaviour of particulate reinforced Metal Matrix Composite: An Overview” Jurnal Teknologi, 40(A) Jun. 2004: 17–32. [3] Veeresh Kumar G.B, C. S. P. Rao, N. Selvaraj, M. S. Bhagyashekar- “Studies on Al6061-SiC and Al7075-Al2O3MMC” Journal of Minerals & Materials Characterization, Vol.9, pp.43-55, 2010. [4] Barath V,Mahadev Nagaral & V.Auradi- “preparation, characterization and mechanical properties of Al2O3 reinforced 6061 Al particulate MMC’s”. International journal of Engineering Research Technology, Vol.1, Issue6, August 2012. [5] Abdul Samad, Vencl, Rac, Bobic, Miskovi studied on wear and friction of Al-A12O3composites” tribology in industry, volume 28, no 1&2, 2006. [6] Serope Kalpakjain, Stevan R. Schmid “Manufacturing Engineering and Technology” reference book 4th edition, Page no.389-401.
Copyright
Copyright © 2024 Yogavardhan Swamy G N, Kashinath S V H, Lavanya K V. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET65822
Publish Date : 2024-12-09
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online