

Ijraset Journal For Research in Applied Science and Engineering Technology
Investigation of Mechanical Properties of Natural Fiber Reinforced Hybrid Composite
Authors: Durgunti Venkatarramaniah, Kanthi Madhu, Endabetla David, Kudikala Jayanth, Pallapu Kumar, Chelpuri Chandu
DOI Link: https://doi.org/10.22214/ijraset.2024.61906
Certificate: View Certificate
Abstract
Hybrid composite is a material composed of matrix and two or more reinforcements. Two or more reinforcements in hybrid composite replace the limitation of conventional composites by providing uniform strength to thematerial. Recently, natural fibers reinforced hybrid composites are gaining increased interest due to the encouraging properties of natural fibers such as high strength to weight ratio, low cost, no harm to environment etc. Many studies dealt with natural fibers based composite reported that the hybrid composites has the potential to replace glass fiber based composites and to reduce the weight of conventional composite. This project reports on the manufacturing of the Indian elm and Acacia fibre reinforced epoxy composite laminate as per the ASTM (American Society for Testing and Materials) Standards. This laminate consists of matrix and reinforcement. Epoxy is used as a structural matrix material which is then reinforced by Indian elm fiber, combining Acacia fibres with resin matrix results in composites that are strong, lightweight, corrosion-resistant and dimensionally stable. They also provide good design flexibility, high dielectric strength and act as inflammable materials. Their tremendous strength-to-weight and design flexibility make them ideal in structural components for the aerospace industry. In this project the Indian elm and Acacia fibre reinforced epoxy composite is manufactured into two different parts each having ratios of Indian elm and Acacia fibre to epoxy resin as 60:40, 40:60 respectively and are compared for ultimate tensile strength, impact strength, hardness strength and flexural strength of the material by conducting experiment such as tensile test, flexural test, hardness test and impact test.
Introduction
I. INTRODUCTION
The term composite can be defined as a material composed of two or more different materials, with the properties of the resultant material being superior to the properties of the individual materials being superior to the properties of individual material that make up the composite. Different materials can be combined on a microscopic scale, such as in alloying of metals, but the resulting material is, for all practical purposes, macroscopically homogeneous, i.e., the components cannot be distinguished by the naked
Eye and essentially act together. The advantage of composite materials is that, if well designed, they usually exhibit the best qualities of their components or constituents and often some qualities that neither constituent possesses. Some of the properties that can be improved by mechanical properties a composite material are strength, fatigue life, stiffness, temperature- dependent behavior, corrosion resistance, thermal insulation, wear resistance and weight.
Composite materials are nowadays employed in many engineering structures such as helicopter and wind turbine rotor blades, boat hulls, and buildings, implying the application of variable loadings for long time spans. In this project the Indian elm and Acacia fibers is bi direction arranged, flattened into a sheet (called a woven strand mat), woven into a fabric. In this work, Indian elm and Acacia Fibers, and epoxy resin is bi direction arranged by hand layup procedure.
II. INDIAN ELM(HOLHOPTELEA INTEGRIFOLIA)
Indian Elm natural fibers in hybrid composites involves incorporating fibers derived from the Indian Elm tree, such as those from its bark or leaves, into composite materials. These natural fibers can be combined with synthetic fibers or other natural fibers to create a composite material with enhanced properties.
The Indian Elm fibers can act as reinforcements within the composite, providing strength, stiffness, and other mechanical properties. By using natural fibers, such as those from Indian Elm, in composites, the environmental impact of the materials can be reduced compared to traditional synthetic fibers.Hybrid composites, which combine different types of fibers, can offer a balance of properties, such as strength, durability, and lightweight characteristics.
The specific properties of the Indian Elm fibers, combined with those of other fibers in the composite, can be tailored to suit various applications, such as automotive parts, construction materials, or consumer goods. Using Indian Elm natural fibers in hybrid composites presents an opportunity to create sustainable, eco-friendly materials with desirable properties for a range of applications.
III. ACACIA (PROSOPIS JULIFLORA) :
The integration of Acacia fiber into hybrid composites presents an intriguing opportunity for sustainable material development. Acacia fiber, derived from Acacia trees, offers a renewable and biodegradable alternative to synthetic fibers, contributing to reduced environmental impact. When incorporated into composite materials, Acacia fiber can enhance mechanical properties such as strength, stiffness, and impact resistance, making it suitable for various applications. By combining Acacia fiber with other fibers in hybrid composites, manufacturers can tailor the material to meet specific performance requirements while maintaining cost-effectiveness. Additionally, the lightweight nature of Acacia fiber hybrid composites makes them suitable for applications where weight reduction is essential, such as automotive parts or sporting equipment. Overall, the utilization of Acacia fiber in hybrid composites represents a sustainable approach to material innovation, offering versatility, durability, and environmental responsibility across diverse industries.
IV. RESIN
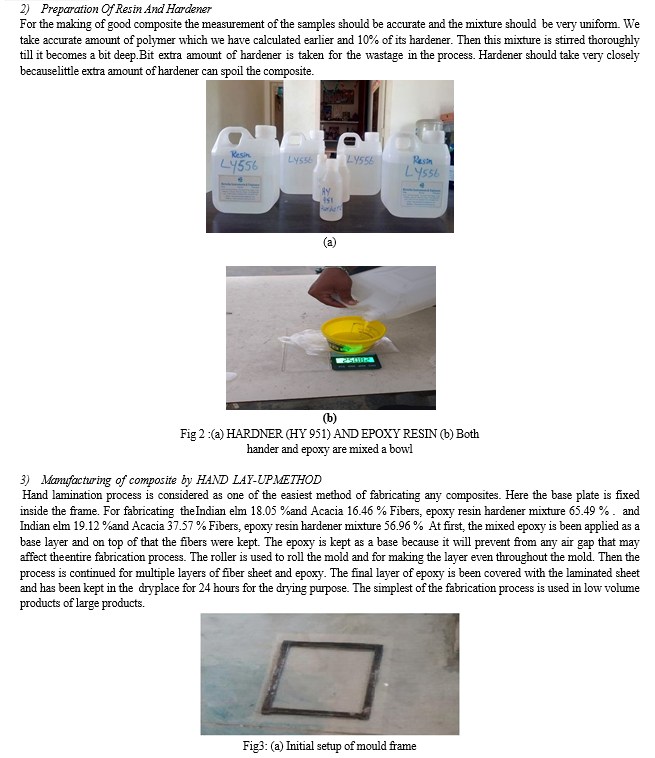
Epoxy Resins (monomers or oligomers) can be powders, or they can be thick, clear or yellow liquids. Some common epoxy resins are: the diglycidyl ether of bisphenol A (DGEBA), novolac resins, cycloaliphatic epoxy resins, brominated resins, epoxidized olefins, EponRand Epikote Epoxy resins are available in liquid and solid forms and are cured into the finished plastics by a catalyst. They are cured at room temperature as well as elevated temperatures of about 275°. The resin grade LY-556 was used of density 1.1-1.2gm/cc at 298k has been used as the matrix material.
Epoxies tend to be stronger than other resins, certainly much less brittle on their own than polyester in other words, they have very good flexural strength! They come as two parts which are commonly mixed in ratios ranging 10:1 resin to hardener by weight. Also compared to others, epoxy resin generally has a very long pot-life (working time A ‘fast’ epoxy may be demouldable in 24hrs METHODOLOGY
A. Material Preparation
1) Die preparation
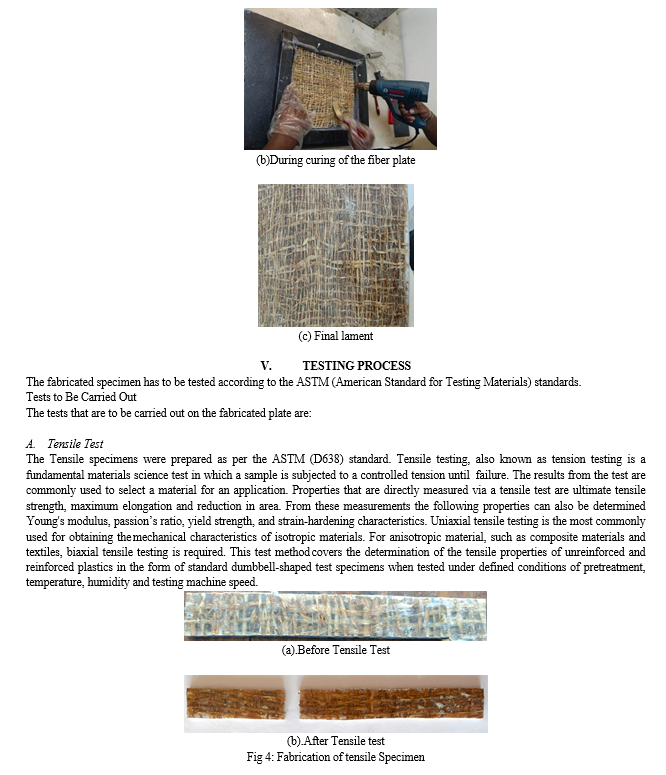
The mold box was made with the dimension of 300 mm (L) ×300 mm (W) ×3mm (T) mm, the matrix was prepared by mixing the hardener to epoxy resin. The epoxy and hardener ratio was maintained at 10:1. To get the well- cured and a standard-quality specimen, the epoxy and hardener must be mixed smoothly and slowly. Initial layer of the mold was filled with epoxy resin mixture and then the appropriate quantity of fibers was placed such that epoxy mixture completely spread over the fibers. Before applying compression, efforts were made to remove all bubbles with roller. Finally, the compression pressure was applied evenly to achieve the uniform thickness of 3 mm and cured for 24 h at room temperature. The obtained composite plates are of the size (300 ×300×5) mm3and(300 ×300×7) mm3 .

Conclusion
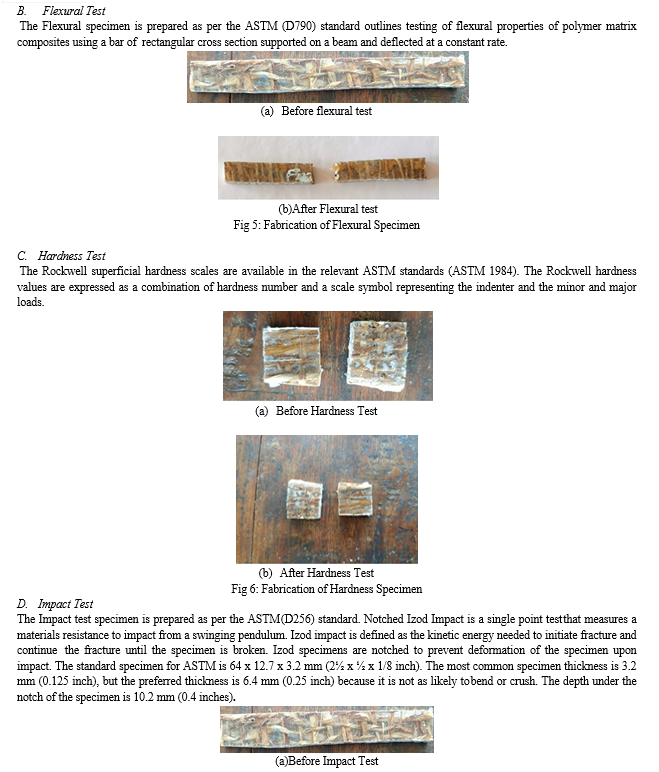
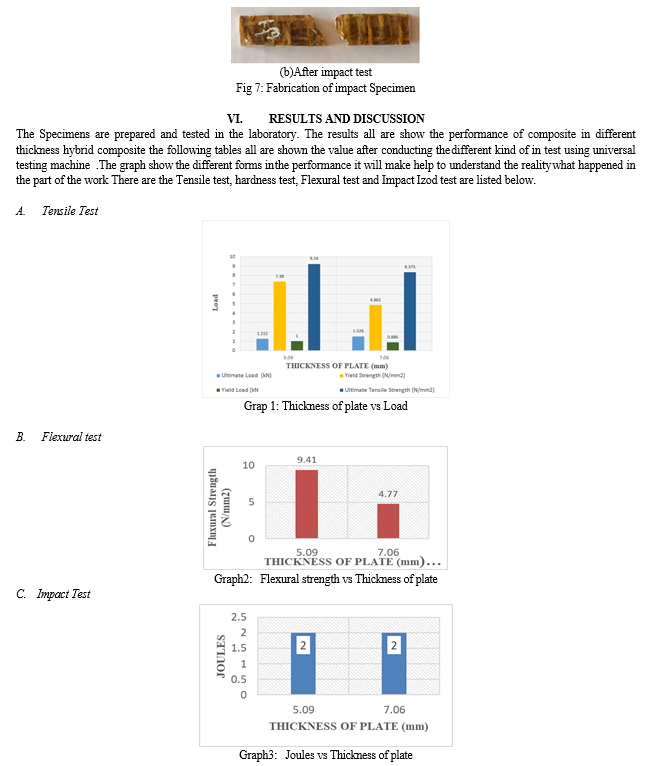
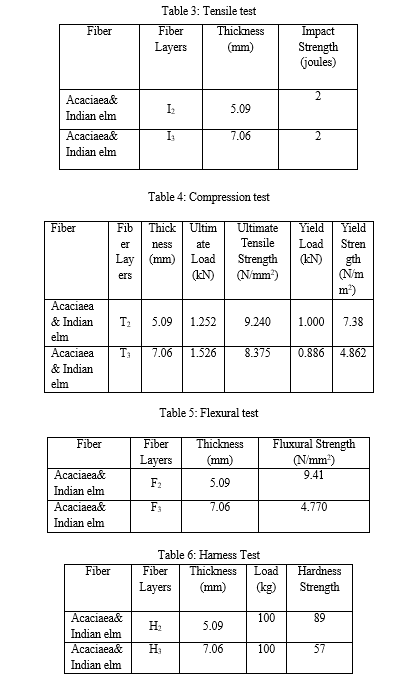
The investigation of Indian elm and Acacia fiber hybrid composite leads to the following conclusions: Successful fabrication of Acacia, Indian elm fiber with different weight fractions is possible by simple hand lay-up technique. The mechanical properties of the composites such as tensile strength, flexural strength and impact strength of the composites are also greatly influenced mostly by the fiber lengths and also its dimensions. The best results obtained in tensile tests are in sample-2 and sample-3,compare to sample -3 sample - 2 has good results. The best results obtained in flexural tests are in sample-2 and sample-3 , compare to sample-3 sample-2 results are good. The best results obtained in impact tests are in sample-2 and sample-3 , both the sample-2 sample-3 results are good.
References
[1] Bledzki AK, Gassan J. Composites reinforced with cellulose based .bres. Prog Polym Sci 1999;24:221–74. [2] Mwaikambo LY, Ansell MP. Chemical modi.cation of hemp, sisal, jute, and kapok .bers by alkalisation. J Appl Polym Sci 2002;84(12):2222–34. [3] Jochen Gassan. A study of .bre and interface parameters a.ecting the fatigue behavior of natural .bre composites. Composites Part A: 2002;33(3):369–74. [4] Ruys D, Crosky A, Evans WJ. Natural bast .bre structure. Int J Mater Product Technol 2002;17(1–2):2–10. [5] Mishra S, Tripathy SS, Misra M, Mohanty AK, Nayak SK. Novel eco-friendly biocomposites: bio.ber reinforced biodegradable polyester amide composites – fabrication and properties evaluation. J Reinf Plast Comp 2002;21(1):55–70. [6] Kandachar P, Brouwer R. Applications of bio-composites in industrial products. Mater Res Soc Symp Proc 2002;702:101–12. [7] Anon. The competitiveness of natural .bers based composites in the automotive sector the Sisal Agribusiness in Brazil.Mater Res Soc Symp Proc 2002;702:113–39. [8] Santulli C. Post-impact damage characterization on natural .bre reinforced composites using acoustic emission. NDT&E International 2001;34(8):531–6. [9] Van de Velde K, Kiekens P. Thermoplastic pultrusion of natural .bre reinforced composites. Comp Struct 2001;54(2–3):355–60. [10] Gassan J, Chate A, Bledzki AK. Calculation of elastic properties of natural .bers. J Mater Sci 2001;36(15):3715–20. [11] Eichhorn SJ, Baillie CA, Zafeiropoulos N, Mwaikambo LY, Ansell MP, Dufresne A, et al. Current international research into cellulosic .bres and composites. J Mater Sci 2001;36(9):2107–31. [12] Iannace S, Ali R, Nicolais L. E.ect of processing conditions on dimensions of sisal .bers in thermoplastic biodegradable composites. J Appl Polym Sci 2001;79(6):1084–91. [13] Braun D, Braun A. Natural thermosets. Kunstst Plast Eur 2001;91(2):36–8, 83–6. [14] Corbi_ere-Nicollier T, Laban BG, Lundquist L, Leterrier Y, Manson J-AE, Jolliet O. Life cycle assessment of bio.bres replacing glass .bres as reinforcement in plastics. Resour Conserv and Recy 2001;33:267–87. [15] Hepworth DG, Hobson RN, Bruce DM, Farrent JW. The use of unretted hemp .bre in composite manufacture. Composites: Part A 2000;31:1279–83. [16] Zafeiropoulosa NE, Williamsb DR, Bailliea CA, Matthewsa FL. Engineering and characterization of the interface in .ax .bre/polypropylene composite materials. Part I. Development and investigation of surface treatments. Composites: Part A 2002; 33:1083–93. [17] Mohanty AK, Misra M, Drzal LT. Surface modi.cations of natural .bers and performance of the resulting biocomposites: an overview. Comp Interfaces 2001;8(5):313–43. [18] Mohanty AK, Drzal LT, Misra M. Engineered natural .ber reinforced polypropylene composites: in.uence of surface modi-.cations and novel powder impregnation processing. J Adhes Sci Technol 2002;16(8):999–1015. [19] Silva JLG, Al-Qureshi HA. Mechanics of wetting systems of natural Fibers with polymeric resin. J Mat Process Technol 1999;92–93:124–8. [20] Cichocki Jr FR, Thomason JL. Thermoelastic anisotropy of a natural .ber. Comp Sci Technol 2002;62:669–78. [21] Wang wei, Huang Gu, Characterization and utilization of natural coconut fibers composites, journal of Materials and Design(2008).
Copyright
Copyright © 2024 Durgunti Venkatarramaniah, Kanthi Madhu, Endabetla David, Kudikala Jayanth, Pallapu Kumar, Chelpuri Chandu. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET61906
Publish Date : 2024-05-10
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online