

Ijraset Journal For Research in Applied Science and Engineering Technology
Investigation of Roller Burnishing Process on 20MnCr5 Steel
Authors: Himanshu Khanna, Harminder Singh, Satnam Singh, Dr. Sandeep Gandotra
DOI Link: https://doi.org/10.22214/ijraset.2024.64985
Certificate: View Certificate
Abstract
Burnishing is a mechanical treatment for the quality improvement of rotating components. This work aims to investigate the effect of a burnishing process on the surface integrity properties of 20MnCr5 steel and the resulting performance of this alloy due to the burnished-induced surface properties through a systematic experimental study that was conducted to examine the influence of process parameters. An empirical model involving the number of passes, speed, and feed is developed for out-of-roundness prediction. The results of the Taguchi method are compared with experimental results. It was found that the out-of-roundness obtained is 0.001 microns.
Introduction
I. INTRODUCTION
Burnishing is a cold-working process in which plastic deformation occurs by applying pressure through a very hard and smooth metal ball or roller, improving surface finish, yield strength, fatigue resistance, wear resistance, surface hardness, tensile strength, and corrosion resistance [1-10]. It is a chip-less finishing process and attention is needed to optimize the input burnishing parameters to reduce surface defects such as roughness, micro-cracks, waviness surface burning, residual tensile stresses, and plastic creep which make the component unfit for precision applications [11-14]. In the present study, using the Taguchi approach preliminary plan is made for the experimentation then according to it a roller burnishing of the 20MnCr5 workpiece at different input conditions is performed. From the analysis, it is concluded that the hardness of the material is the main contributing factor to the burnishing process.
II. MATERIALS AND METHODOLOGY
For the present stud 20mncr5 steel is selected as workpiece material having a diameter of 40 mm and a length of 300 mm. Before burnishing Surface roughness, hardness, and out-of-roundness were measured. The burnishing tool selected for the present investigation is a single roller carbide burnisher (roller diameter 48mm, roller width 30mm). In the present research work, DOE and Taguchi method is used for experimental work. L18 orthogonal array is selected for the present study. By changing the parameters, the burnishing of workpiece was done. The input machining parameter symbol used is (Condition: A, Burnishing Speed (rpm): B, Depth of Penetration (mm): D, Number of passes: E) (Table 1).
|
Factor Designation |
Burnishing Parameter (units) |
Levels and corresponding values of Machining parameter |
||
|
Level-1 |
Level-2 |
Level-3 |
||
|
A |
Burnishing condition |
Wet |
Dry |
-------- |
|
B |
Burnishing speed ( rpm ) |
100 |
150 |
200 |
|
C |
feed (of mm / rev) |
0.5 |
1.0 |
1.5 |
|
D |
Depth of penetration (mm) |
0.1 |
0.2 |
0.3 |
|
E |
No. of passes |
1 |
2 |
3 |
Table 1 Assigned Values Of Input Machining Parameters
III. RESULTS AND DISCUSSION
Once the burnishing has been done on all the specimens then it is investigated for output parameter i.e. out of roundness with the help of out of roundness measuring machine mitutoyo. Table 2 shows the different experimental parameter setting and their respective result in terms out of roundness (OOR) Taguchi method is used as design of experiment and results are analyzed by using analysis of variance (ANOVA) using Minitab 17 software. The results for out of roundness (OOR) are analyzed using ANOVA in Minitab 17 software. As lower value of out of roundness is the requirement in experimentation so the criterion for evaluation "smaller is better" is used.
Table 2 Experimental Results For Oor Are Tabulated In
|
Code given on specimen |
Condition |
Speed |
Feed |
Depth of Penetration |
Number of Passes |
OOR |
|
A |
WET |
100 |
0.5 |
0.1 |
1 |
0.001 |
|
B |
WET |
100 |
1.0 |
0.2 |
2 |
0.004 |
|
C |
WET |
100 |
1.5 |
0.3 |
3 |
0.003 |
|
D |
WET |
150 |
0.5 |
0.1 |
2 |
0.002 |
|
E |
WET |
150 |
1.0 |
0.2 |
3 |
0.004 |
|
F |
WET |
150 |
1.5 |
0.3 |
1 |
0.003 |
|
G |
WET |
200 |
0.5 |
0.2 |
1 |
0.003 |
|
H |
WET |
200 |
1.0 |
0.3 |
2 |
0.004 |
|
I |
WET |
200 |
1.5 |
0.1 |
3 |
0.001 |
|
J |
DRY |
100 |
0.5 |
0.3 |
3 |
0.003 |
|
K |
DRY |
100 |
1.0 |
0.1 |
1 |
0.004 |
|
L |
DRY |
100 |
1.5 |
0.2 |
2 |
0.008 |
|
M |
DRY |
150 |
0.5 |
0.2 |
3 |
0.004 |
|
N |
DRY |
150 |
1.0 |
0.3 |
1 |
0.002 |
|
O |
DRY |
150 |
1.5 |
0.1 |
2 |
0.004 |
|
P |
DRY |
200 |
0.5 |
0.3 |
2 |
0.004 |
|
Q |
DRY |
200 |
1.0 |
0.1 |
3 |
0.002 |
|
R |
DRY |
200 |
1.5 |
0.2 |
1 |
0.001 |
Table 2 Experimental results for out of roundness (OOR)
The results for out of roundness (OOR) are analyzed using ANOVA in Minitab 17 software. As lower value of out of roundness is the requirement in experimentation so the criterion for evaluation "smaller is better" is used. Table 3summarizes the information of analysis of variance and case statistics for further interpretation.
Table 3 Analysis of Variance for means of SN ratio for OOR (Smaller is Better)
|
Source |
DF |
SEQ SS |
ADJ SS |
ADJ MS |
F |
P |
Percentage Contribution |
|
Condition |
1 |
16.13 |
16.13 |
16.129 |
2.4 |
0.262 |
4 |
|
Speed |
2 |
44.69 |
44.69 |
22.347 |
3.32 |
0.231 |
11 |
|
Feed |
2 |
13.49 |
24.31 |
12.155 |
1.81 |
0.356 |
3 |
|
Depth of Penetration |
2 |
72.11 |
72.11 |
36.056 |
5.36 |
0.157 |
17 |
|
Number of Passes |
2 |
106.04 |
106.04 |
53.021 |
7.88 |
0.113 |
25 |
|
Condition × |
2 |
41.35 |
41.35 |
20.675 |
3.07 |
0.246 |
10 |
|
Condition × |
2 |
83.05 |
57.63 |
28.813 |
4.28 |
0.189 |
20 |
|
Condition × |
2 |
26.69 |
26.69 |
13.343 |
1.98 |
0.335 |
6 |
|
Residual Error |
2 |
13.46 |
13.46 |
6.73 |
|
|
3 |
|
Total |
17 |
417.02 |
|
|
|
|
100 |
 Speed
SpeedANOVA table for out of roundness clearly indicates that the feed and condition are relatively less influencing factors for OOR and depth of penetration, burnishing speed and numbers of passes are the most influencing factors for OOR. Interaction between burnishing condition and burnishing speed, burnishing condition and numbers of passes are also influencing OOR.
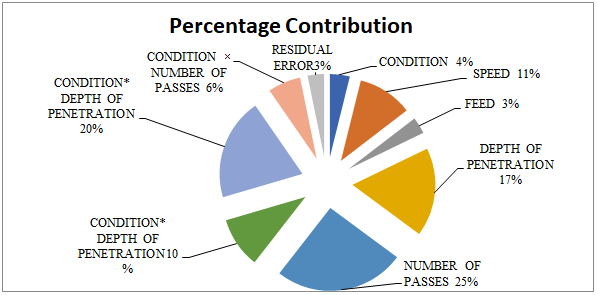
Figure 1 Percentage contributions towards out of roundness
From the percentage contribution pie chart it is concluded that the number of passesis contributing maximum up to 25%, Speed is contributing up to 11 %whereas condition and feed has least contribution in out of roundness of20MnCr5 steel.
During the burnishing process the effect of different parameters like condition, speed, feed, Depth of penetration and number of passes on out of roundness in terms of SN ratio is shown in Figure 2
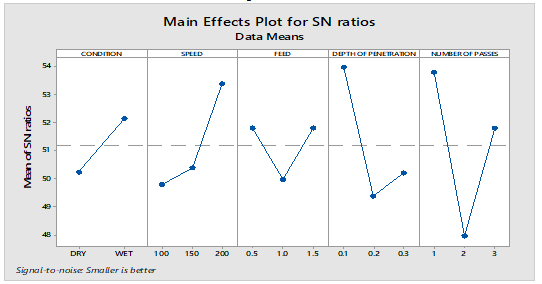
Figure 2 Main effects plot for means SN ratios (Surface Roughness)
Table 4 Levels of input parameters at minimum OOR
|
Factor |
Condition |
Speed |
Feed |
Depth of penetration |
Number of passes |
|
Level |
1 |
3 |
3 |
1 |
1 |
From the ANOVA table, it is found that the interaction between no. of passes, feed, speed and depth of penetration, and number of passes is significant towards out-of-roundness
IV. CONFIRMATION TEST RESULT
Out of roundness (table 5) . Burnishing at optimum parameters i.e. Wet condition, 200 rpm speed, 1.5 mm/rev feed, depth of penetration 0.1 mm, and single pass of tool, it was found that the out of roundness obtained is 0.001 micron. From the confirmation experiment it is clear that the percentage of error between the predicted data and the actual data is Maximum up to 8.2%. It is clear from the literature that if percentage of error between the predicted data and the actual data is less than 10% then the experimental work is said to be satisfactory.
Table 5 Confirmation test result
|
Output Parameter |
Confirmation Experiment No. |
Actual |
Predicted |
Error % |
|
OOR |
1 |
0.001 |
0.012 |
7.5 |
|
|
2 |
0.002 |
0.008 |
8.2 |
|
|
3 |
0.003 |
0.002 |
1.46 |
|
|
|
|
|
|
Conclusion
In surface finishing process, there is an obscurity to find the optimum process parameters and their influence on response conditions. The Taguchi approach enabled the identification of significant factors and their associated levels on selected response measures. Selection of appropriate data from the present research work will help the industry for further modification in burnishing operations on 20MnCr5 steel. On the basis of present experimental study, following conclusions can be drawn regarding the effect of input parameters (burnishing condition, speed, feed, depth of penetration and no. of passes) on the response parameters (out of roundness) • The out of roundness of 20MnCr5steel is measured up to 0.001 microns. • Best parametric setting for minimum OOR is burnishing at wet condition, 200 rpm speed, 1.5 mm/rev feed, depth of penetration, 0.1 mm and single pass of the tool.
References
[1] Babu P Ravindra, Prasad T Siva, Raju A V S, Babu A Jawahar (2008), “Effects of internal roller burnishing on surface roughness and surface hardness of mild steel”, Journal of Scientific & Industrial Research, vol. 68, pp.29-31. [2] Babu P. Ravindra Ankamma, K.Prasad, T. Siva Raju A. V. S. and Prasad N. Eswara (2012), “Optimization of burnishing parameters and determination of select surface characteristics in engineering materials”, Indian Academy of Sciences, Vol. 37, Part 4, pp. 503–520. [3] BouzidW. Tsoumarev O. and Sa? K. (2004), “An investigation of surface roughness of burnished AISI 1042 steel”, vol.24, pp.120-125. [4] El-Axir M.H. (2000), “An investigation into roller burnishing”, International Journal Machine Tools Manufacture, vol.40, pp. 1603-1617. [5] El-Axir, Ibrahim (2005), “Some surface characteristics due to center rest ball burnishing”, Journal of Materials Processing Technology, vol. 167, pp.47-53. [6] El-Khabeery M.M., El-Axir M.H. (2001), “Experimental techniques for studying the effects of milling-roller burnishing parameters on surface integrity”, International Journal of Machine Tools and Manufacture, vol. 41, pp. 1705- 1719. [7] El-Taweel T. A.and El-Axir M. H(2009), “Analysis and optimization of the ball burnishing process through the Taguchi technique”, The International Journal of Advanced Manufacturing Technology, vol. 41, no 3-4, pp. 301-310. [8] El-Tayeb N.S.M., Low K.O., Brevern P.V. (2007), “Influence of roller burnishing contact width and burnishing orientation on surface quality and tribological behavior of aluminum 6061”, Journal of Material Processing Technology, vol. 186, pp.272-278. [9] Gazan G.A. (1966), “Better hole by ballizing tool manufacturing”, ENQ 57. [10] Ghani J.A, Choudhury I.A., Hassan H.H. (2004), “Application of taguchi method in the optimization of end milling parameters”, Journal of Materials Processing Technology, vol.145, pp.84-92. [11] Hassan A.M., Al-Jalil H.F. and Ebied A.A. (1998),“ Burnishing force and number of ball passesfor the optimum surface finish of brass components”, Journal of Materials Processing Technology, vol. 83, pp. 176-179. [12] John M R Stalin, Vinayagam B K (2011), “Investigation of roller burnishing process on aluminium 63400 material”, Australian Journal of Mechanical Engineering, vol. 8, pp.47-54. [13] Kamble1P. S., Jadhav V. S. (2012) , “Experimental study of roller burnishing process on plain carrier of planetary type gear box”, International Journal of Modern Engineering Research, vol. 2, no. 5, pp.3379-3383. [14] Himanshu Khanna, Harish Pungotra, Sandeep Gandotra. OPTIMIZATION OF BURNISHING PROCESS PARAMETERS ON DIFFERENTLY HARDENED 20MnCr5 STEEL, International Journal of Mechanical and Production Engineering, ISSN(p): 2320-2092, ISSN(e): 2321-2071 Volume- 6, Issue-4, Apr.-2018 [15] M Kaur, P Chhabra, G Singh - Thermal Spray Coatings, 2021 - taylorfrancis.com. Tribological Behaviour of Surface Coatings for Hot Forming Die Steels. [16] A Petare, NK Jain, IA Palani - 2023 - books.google.com. The Enhancement of Gear Quality Through the Abrasive Flow Finishing Process. [17] Khanna Himanshu,|Singh Harminder,Yadav Surendra Singh Optimization of Roller Burnishing Process for Industrial Applications, Published by LAP Lambert Academic Publishing, 2023, ISBN 10: 6206780643 / ISBN 13: 9786206780649 [18] J Wu, P Wei, C Zhu, P Zhang, H Liu - The International Journal of …, 2024 - Springer. Development and application of high strength gears.
Copyright
Copyright © 2024 Himanshu Khanna, Harminder Singh, Satnam Singh, Dr. Sandeep Gandotra. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET64985
Publish Date : 2024-11-04
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online