

Ijraset Journal For Research in Applied Science and Engineering Technology
Laser Beam Machining: A Review on Research Trend
Authors: Sharad Chandra Maurya, Anurag Singh, Umesh Chandra Verma
DOI Link: https://doi.org/10.22214/ijraset.2023.55115
Certificate: View Certificate
Abstract
Laser Beam Machining (LBM) is an advanced non-conventional machining process that employs a highly focused laser beam to remove material from a work-piece. This thermal-based process utilizes the intense energy of the laser beam to induce localized melting, vaporization, or ablation of the material, resulting in precise and controlled material removal. The process involves key components such as a laser source, optics for beam focusing, and a work-piece mounted in the machining setup. Laser beam machining offers various advantages, including high precision, non-contact nature, minimal heat-affected zone, and the capability to work with a diverse range of materials. The two primary applications of LBM are laser cutting and laser drilling. Laser cutting involves using the laser beam to cut through materials along a specified path, while laser drilling creates holes or openings in the work-piece with great accuracy. The versatility and efficiency of laser beam machining make it suitable for numerous industries, including aerospace, automotive, electronics, medical, and jewellery manufacturing. As a result of its unique capabilities and benefits, LBM continues to play a crucial role in modern manufacturing, enabling the production of intricate and complex components with high precision and quality.
Introduction
I. INTRODUCTION
In the realm of modern manufacturing, the demand for precision, speed, and versatility in machining processes has led to the emergence of various advanced techniques. Laser Beam Machining (LBM) is one such cutting-edge technology that has gained significant prominence. It offers a non-conventional approach to material removal, harnessing the power of a highly focused laser beam to precisely shape and fabricate workpieces. LBM has found widespread application in industries requiring intricate and precise machining, such as aerospace, automotive, electronics, medical, and jewellery manufacturing. The concept of using laser energy for material processing was first introduced in the 1960s when the first working laser was developed. Since then, considerable advancements in laser technology and optics have propelled LBM into a highly efficient and adaptable machining process. Unlike traditional mechanical cutting methods that involve physical contact between the tool and workpiece, laser beam machining is a thermal-based process. It relies on the concentrated energy of a laser beam to interact with the material, causing localized heating and subsequent material removal through melting, vaporization, or ablation. This non-contact nature of LBM eliminates the need for physical tooling, reducing wear and tear while minimizing the risk of contamination or deformation of the workpiece. The heart of the laser beam machining process lies in the laser source, which emits a coherent and monochromatic beam of light. The most commonly used lasers for LBM include CO2 lasers and Nd : YAG lasers, each with its own specific advantages and applications. The laser beam is then guided and focused using a set of optical elements, such as lenses and mirrors, to achieve the desired beam characteristics and precision. LBM encompasses two primary machining applications: laser cutting and laser drilling. Laser cutting involves precisely slicing through the material, yielding narrow kerfs and intricate shapes, while laser drilling creates precise holes or openings in the workpiece, even in complex geometries that conventional drilling methods struggle to achieve. The benefits of laser beam machining are numerous. Its high precision enables the production of intricate and detailed components with tight tolerances. Additionally, LBM can work with a wide range of materials, including metals, plastics, ceramics, and composites. Moreover, the process creates minimal heat-affected zones and offers excellent control over the depth and surface finish of the machined parts. As manufacturing demands continue to evolve, laser beam machining remains at the forefront of cutting-edge technologies, driving innovation and shaping the future of precision machining. Its ability to deliver superior quality, speed, and adaptability makes it a vital tool in modern manufacturing processes, catering to the ever-increasing demand for complex and high-precision components. As part of this paper, a literature review of process parameters related to LBM is presented in the following section. For this study finite element method is used to analyse the parameters.
II. LITERATURE REVIEW
Srinivasan et al [1] achieved the optimum value of process parameters in ray slice using the Orthogonal Array Taguchi Method and ANOVA (Analysis of Variance). The trial was designed using Taguchi system and Minitab software of 3200 w power and 0.60 mm nozzle stand-off distance. Lamikiz et al [2] studied the different process parameters in ray slice of Advanced High Strength Steels (AHSS) and attained different results for wastes with consistence less than 1 mm( ZStE260P and ZStE260 Z100) and wastes with consistence further than 1 mm( DP750, GXE450B and ZStE260 ZE).
Yilbas etal [7] explained significant part of ray power affair and oxygen gas pressure in chance of indentation range variation. A exploration was carried to dissect the effect of each process parameter with the help of a designed trial involving factorial design in which different factors are changed to applicable situations. The increase in ray power and oxygen gas pressure leads to increase thermal corrosion around the cut region and hence, increase in depth of cut. On the other hand, if we drop the laser power and oxygen pressure, sediment is formed at cutting section. The experimental setup included a CO2 ray with power of 4000W, used to cut mild steel sheet of 12 mm thickness, straight cut as well as corners. To examine the end quality, optic microscopy and SEM (Scanning Electron Microscopy) ways are used.
Following are ray cutting parameters shown in table:
|
Power |
500- 2000 W |
|
Nozzle Diameter |
1.5 mm |
|
Feed Rate |
50-500 mm/s |
|
Nozzle Gap |
1.0 mm |
|
Gas Pressure(O2) |
450 kPa |
Table. 1 A table of laser machine specification
Sforza et al [10] proposed a logical model to examine the effect of different process parameters on roughness depth by relative study grounded on different trials. A figure of fine model was given that describes the dynamic manner of the sub-caste of molten layer under ray. A numerical evaluation of roughness depth was plotted on graph [10], Ry colluded versus the machining speed at four power situations it decreases at adding processing speed. Decker et al [13] states that the optic emigrations during the LBM machining process effect the parcels of the indentation range and this could be used as a process parameter to control the quality of the crafted corridor.

An experimental setup was made to cover the process using an incompletely transmitting glass and a print- diode of 450- 1100Nm, A/ D conversion board and particular computer for signal processing and analysis. The optic emigrations give us indicates about the face roughness and about any kind of imperfect slice like rubbish attachment or deficient slice with the process monitoring. The basics of this system are known from veritably long time, but it has not been enforced yet.
Pietr et al [8] insists on assuring the quality in ray cut as it a high focus demanding operation and involves large functional charges along with high material discarding rates. In diligence, lot of time is consumed in chancing the optimum value of different process parameters similar as ray power etc. but indeed also the asked quality could not be attained. This leads to variation in quality and hence, drifts and disturbances. There are colourful type of process covering systems that can help reduce the variation in ray cut quality, similar as Broad Concave Needle Device that measures the intensity distribution for both focused and non-focused ray shafts, Solid State cameras used for ray profiling, Laser Beam Analyser (LBA) helps in carrying intensity distribution in 1/ 100th of an alternate. Another new fashion is the use of television camera in covering the spark- shower of the ray, real- time imaging and use it for feedback system to control ray power and other parameters. Another Acoustic Signal Monitoring fashion records the sound swells generated due to gas smash and gas vibration and uses a theoretical relation between aural signals and indentation range.
Dubey et al [6] proposed the perpetration of the Taguchi Method (TM) and Response Surface System (RSM). With the perpetration of the Taguchi system, the optimum value of the input process parameters is decided with the help of the statistical styles and designed trials in order to make the process asleep from the wilful variations similar as environmental variations of moisture, temperature etc. On the other hand, the response Surface Method (RSM) is used to develop a relationship between the input process parameters that could be controlled and the attained response. It also involves the use of different statistical and fine tools to gain the optimum result for engineering wisdom problems. An experimental setup was designed to find the optimum process parameters needed for a quality cut. The setup included Nd-YAG LBM system of 50 mm focal length and oxygen as assisting gas with CNC control. The ideal was to make a thorough, complete and rubbish-free cut without burning effect. The trials were carried out first with TM, also with RSM and in the last with the mongrel TMRSM. The stylish results were attained by the mongrel approach. The trials indicated that cutting speed and assisting gas pressure play major part in controlling face roughness whereas ray power doesn't play important part. The ANOVA indicated that cutting speed contributes substantially by effecting the face roughness, that is,46.74, gas pressure has 32.15 donation in face roughness. The stylish quality cut is achieved at cutting speed 7000 mm/ min, gas pressure at 10bar and ray power at 2500W.
A. Taguchi matrix
In the context of the Taguchi method, a Taguchi matrix is a structured experimental design that helps efficiently evaluate the effects of multiple factors and their interactions on a particular process or system. The matrix is designed to minimize the number of experiments required while maximizing the amount of information obtained from each experiment.
Taguchi matrices are based on orthogonal arrays, which have special properties that allow for the identification of main effects and interactions among factors without the need for testing every possible combination of factor levels. This makes the Taguchi method a powerful and efficient tool for design of experiments.
The structure of a Taguchi matrix is determined by the factors being studied and the number of levels each factor can take. Each row of the matrix represents a unique combination of factor levels, and each column corresponds to a specific factor.
Here's a general explanation of how a Taguchi Matrix works:
- Factors: Identify the factors that affect the process or system under study. For example, in a manufacturing process, factors could be material type, temperature, pressure, and time.
- Levels: Determine the different levels that each factor can take. For instance, if a factor has three levels (low, medium, high), it would be denoted as (-1, 0, 1), where -1 represents the low level, 0 the medium level, and 1 the high level.
- Orthogonal Array: Choose an appropriate orthogonal array based on the number of factors and levels. Orthogonal arrays ensure that each factor level appears the same number of times and in a balanced way across the different combinations. This helps to minimize the impact of confounding variables and allows for the efficient extraction of information.
- Assign Factor Levels: Fill in the orthogonal array with the specific levels for each factor, ensuring that each row represents a unique combination of factor levels.
- Conduct Experiments: Perform the experiments according to the factor combinations specified in the Taguchi matrix.
- Analyse Results: Measure the responses or outputs for each experiment and analyse the data using statistical methods to identify the main effects and interactions of the factors on the process or system performance.
- Optimize: Based on the analysis, determine the optimal factor levels that lead to the desired outcomes and make necessary adjustments to improve the process or system.
Taguchi matrices are especially valuable when dealing with complex processes where testing all possible combinations of factors and levels would be time-consuming and impractical. By using orthogonal arrays and the Taguchi method, engineers and researchers can efficiently optimize processes and improve product quality while minimizing resources and time spent on experimentation.
A set of trials was performed for chancing the optimum parameters for thin and thick sheets. The results showed that 0.7-0.8 mm thick sheet best quality cuts are achieved at the speed of 2000- 7000 mm/ min with optimum gas pressure of 6 bar. On the other hand, sheets with Thickness more than 1 mm are better cut with cutting speed lower than 3000mm/ min and optimal gas pressure around 4 bars. The focal length of the lens was set near the under face of the distance for both type of sheets. Lum et al [5] investigated the LBM process using a CO2 laser for MDF sheet and stated the process parameters for its quality cutting. The machining process applied for machining of MDF is analogous to timber cutting process. It involves a thermal and chemical response for machining, this system is called TCD. Advanced cutting speed are demanded for best cutting of MDF, similar as 10000mm/ min. Composition of Nitrogen and compressed air of pressure of 0.5-2.5 bar is used as assisting gas. Distance between nozzle and sheet was 0.5- 2 mm and diameter of nozzle was 1.2 mm. The focal length was 48 mm (optimum).
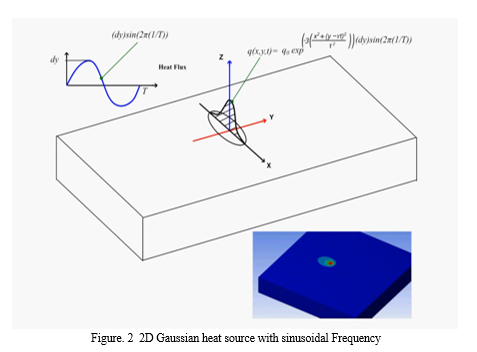
Ren et al. [13] developed a finite element method simulation model for laser drilling of thin titanium sheets using ANSYS parametric design language (APDL) with life and death technology of the software. The characteristics of the drilled hole such as depth and diameter of the drilled holes predicted by the simulation model were compared with the corresponding values from experiments.

Biswas et al. [15] have made use of Nd: YAG laser source of γ-titanium aluminium aluminide alloy by the use of fuzzy TOPSIS and RSM jointly. To present the technique for determining optimal process parameters in course of micro drilling. Their experiment has taken up a new alloy, gamma titanium aluminide. Very high hardness, high strength temperature resistance, high yield stress, ultimate strength intension etc. applications in advanced industry such as space craft, aerospace, automobile, nuclear power plants etc. are the preferable qualities of the material. For identification of the optimum laser parameters such as frequency, lamp current, job thickness and gas pressure, affecting several quality aspects of micro machine job like taper of the drilled hole, hole circularity at entry and exit has been done by the use of a developed model for decision making purposes. Utilization of triangular fuzzy numbers has been done for calculation of evaluating factor of each machining criteria. A fuzzy TOPSIS method has been used to obtain the combination of most desirable factor levels. Utilization of the triangular fuzzy numbers has been made for finding out the subjective weights for each process criteria and integration of triangular fuzzy numbers with TOPSIS method has been done to achieve the most desirable combination parameters. Identification of the optimum process parameters for achieving best possible machining criteria like Cent, Cext and Tn in LBMM process has been done through the development of decision support system.
III. LASER CUTTING TECHNOLOGIES AND PROCESS PARAMETERS
Researchers have explored different laser cutting technologies, such as CO2 lasers, fiber lasers, and Nd:YAG lasers, each with its unique advantages and limitations. Studies have focused on optimizing process parameters, including laser power, cutting speed, focus position, assist gas type, pressure, and nozzle design, to achieve the desired cutting quality and efficiency.
A. Material Interaction and Process Optimization
Research in this area investigates the interaction between the laser beam and various materials, such as metals, ceramics, polymers, composites, and even biological tissues. The aim is to understand the material response to laser cutting and optimize the process to minimize thermal damage, distortion, and debris formation.
B. Cutting Quality and Surface Integrity
The quality of the cut edges, including surface roughness, kerf width, and heat-affected zone (HAZ), has been a focal point in laser cutting research. Studies have sought to identify the factors affecting the cutting quality and develop methodologies to improve it.
The surface roughness (Ra) in laser beam machining does not have a single, universally applicable equation since it depends on various factors, as mentioned in the previous response. However, empirical models and equations have been developed to estimate or predict the surface roughness based on the laser parameters and material properties.

C. Cutting of Advanced Materials
Researchers have explored the laser cutting of advanced materials, such as thin films, semiconductors, and heat-sensitive materials. Understanding the unique challenges associated with cutting these materials has been crucial in developing specialized laser cutting processes.
D. Modelling and Simulation
Numerical modelling and simulation techniques have been employed to gain insights into the complex phenomena occurring during laser cutting. These models help predict the temperature distribution, material removal, and overall cutting process to optimize cutting parameters.
E. Hybrid and Additive Manufacturing
Laser cutting has been integrated into hybrid manufacturing processes, combining it with other manufacturing techniques like milling, welding, or additive manufacturing. This integration aims to enhance the overall efficiency and versatility of the fabrication process.
F. Automation and Control
Research on automation and control systems for laser cutting machines has sought to improve productivity, repeatability, and ease of operation. Advancements in real-time monitoring, adaptive control, and artificial intelligence have been explored.
G. Environmental and Safety Aspects
Researchers have addressed the environmental impact of laser cutting processes, focusing on reducing energy consumption, emissions, and waste generation. Safety measures and guidelines for handling laser systems have also been investigated.
IV. ACKNOLEDGEMENT
The authors would like to express their gratitude to the Department of Mechanical Engineering, Institute of Engineering & Technology, Dr. Ram Manohar Lohia Awadh University, Ayodhya, India for the facilities provided during the experiments. This work was carried out in the grant supports of Mr. Anurag Singh and Mr. Umesh Chandra Verma.
Conclusion
We can say that number of researches have been performed to improve the efficiency, process parameter, modelling & optimization to obtain quality of machining by LBM. The major affecting parameters are pressure of assisting gas, power of laser, nozzle diameter, focal length of lens, energy coupling factor. The division formation, sediment formation and kerf width control are considerable problems in laser beam machining process. These issues could only be resolved by chancing the optimum value of process parameters either by statistical tools, logical and fine styles or with the experimental techniques. Number of works have already explained on the optimization of the cutting parameters of CO2 laser on mild steel. However, cutting parameters on various stainless steel have not yet discussed much. The aim of this experimental work is to optimize the process parameters on stainless steel by LBM technology. Time and cost can be reduced by optimization process.
References
[1] S. Srinivasan, R. S. Kadadevaramath, V. Kumar, S. Kumar (2016) Optimization of Material Removal Rate and Surface Roughness in Laser Cutting Machine by Taguchi Method, International Journal of Engineering Sciences & Research Technology 5(7) pp. 1324-1329. [2] A. Lamikiz, L.N. Lopez de Lacalle, J.A. Sanchez, D. del Pozo, J.M. Etayo, J.M. Lopez, (2005) CO2 laser cutting of advanced high strength steels (AHSS), Applied Surface Science 242 pp. 362–368. [3] Kai Chen, Y. Lawrence Yao (1999) Striation Formation and Melt Removing the Laser Cutting Process, Journal of Manufacturing Process, 1 (1), pp. 43-53.S. Rao, A. Sethi, A. K. Das, N. Mandal, Kiran P., R Ghosh, A.R. Dixit, A. Mandal, (2017) Fibre Laser Cutting of CFRP Composites and Optimization of Process Parameters through Response Surface Methodology, pp [4] P. Di Pietro, Y. L. Yao, (1994) An Investigation into Characterizing And Optimizing Laser Cutting Quality-A Review, International Journal of Machine Tools and Manufacture 34(2):225-243. [5] A.K. Dubey, V. Yadava (2008) Multi-objective optimisation of laser beam cutting process, Optics & Laser Technology, 40 pp. 562–570. [6] B.S. Yilbas (2008) Laser cutting of thick sheet metals: Effects of cutting parameters on kerf size variations, Journal of Materials Processing Technology 201(3), pp. 285–290. [7] K.C.P. Lum, S.L. Ng, I. Black, (2000) CO2 laser cutting of MDF 1. Determination of process parameter settings, Optics & Laser Technology 32, pp. 67-76.B S Yilbas (2001) Effect of process parameters on the kerf width during the laser cutting process, Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture 215(10), pp. 1357-1365 [8] P. Sforza, V. Santacesaria, (1994) CO2 laser cutting: analytical dependence of the roughness of the cut edge on the experimental parameters and process monitoring, SPIE--The International Society for Optical Engineering, 2207, pp. 836-847 [9] J. W. Park, H. Kim, J. G. Kim, C. N. Chu, (2017) Fabrication of Various Shaped Tungsten Micro Pin Arrays Using Micro Carving Technology, Precision Engineering, 47, pp 389-396. [10] Decker, H. Heynb, D. Martinen, H. Wohlfahrt (1997) Process monitoring in laser beam cutting on its way to industrial application, SPIE--The International Society for Optical Engineering, 3097, pp. 29-37. [11] Ren N, Jiang L, Liu D et al (2014) Comparison of the simulation and experimental of hole characteristics during nanosecond-pulsed laser drilling of thin titanium sheets. Int J Adv Manuf Technol 76:735–743 [12] Dake P (2015) Numerical simulation of pulse laser ablation. Int J Adv Prod Mech Eng 1(1):84–90. [13] Biswas, R., Das, M.C., Bhattacharya, S., Kuar, A.S., Mitra, S., (2019) Selection of Nd: YAG laser beam micro-drilling parameters using multi-criteria decision-making methods, Optics and Laser Technology 119, 105596. [14] Miraoui, M. Boujelbene, M. Zaied, High-power laser cutting of steel plates: Heat affected zone analysis, Advances in Materials Science and Engineering, (2016) 1-8. [15] Miraoui, E. Elimi, M. Boujelbene, E. Bayraktar, Analysis of roughness and microstructure for high-power laser cutting of stainless steel, Advanced Science Letters, 19/2(4) (2013) 483-486. [16] M. Boujelbene, A-S. Alghamdi, I. Miraoui, E. Bayraktar, M. Gazbar, Effects of the laser cutting parameters on the micro-hardness and on the Heat Affected Zone HAZ of the mi-hardened steel, International Journal of Advanced and Applied Sciences, 4(5) (2017) 19-25. [17] Lv. Shanjin, Wang Yang, an investigation of pulsed laser cutting of titanium alloy sheet, Optics and Laser in Engineering, 44 (2006) 1067- 1077. [18] I.A. Choudhury, S. Shirley, Laser cutting of polymeric materials: An experimental investigation, Optics and Laser Technology 42 (2010) 503-508. [19] N. Rajaram, J. Sheikh-Ahmad, S.H. Cheraghi, CO2 laser cut quality of 4130 steel, International Journal of Machine Tools & Manufacture, 43 (2003) 351–358. [20] Dake P (2015) Numerical simulation of pulse laser ablation. Int J Adv Prod Mech Eng 1(1):84–90 [21] Tatra S, Vázquez RG, Stiglbrunner C, Otto A (2016) Numerical simulation of laser ablation with short and ultra-short pulses for metals and semiconductors. Phys Procedia 83:1339–1346 [22] Fu CH, Guo YB (2014) 3-Dimensional finite element modeling of selective laser melting Ti-6Al-4V alloy. In: Proceedings of 25th Annual International Solid Freeform Fabrication Symposium. Laboratory for Freeform Fabrication and University of Texas at Austin,Austin [23] Marla D, Bhandarkar UV, Joshi SS (2011) Critical assessment of the issues in the modeling of ablation and plasma expansion processes in the pulsed laser deposition of metals. J Appl Phys 109: 021101 [24] Vadillo JM, Fernández Romero JM, Rodríguez C, Laserna JJ (1999) Effect of plasma shielding on laser ablation rate of pure metals at reduced pressure. Surf Interface Anal 27:1009–1015 25. Lunney JG, Jordan R (1998) Pulsed laser ablation of metals. Appl Surf Sci 127–129:941–946
Copyright
Copyright © 2023 Sharad Chandra Maurya, Anurag Singh, Umesh Chandra Verma. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET55115
Publish Date : 2023-07-30
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online