

Ijraset Journal For Research in Applied Science and Engineering Technology
Machining of Brittle Material Glass by CO2 Laser using Taguchi L27 Array Approach and Analysing Anova Techniques
Authors: Rohith K A, Meghani Molies Reddy
DOI Link: https://doi.org/10.22214/ijraset.2024.64380
Certificate: View Certificate
Abstract
Introduction
I. INTRODUCTION
Laser cutting is now a days the most significant application of laser in material manufacturing, material processing in industries. Sum of the materials that are commonly laser cut in industries such as automobile and aerospace engineering. Economic criteria effect in the choice of a suitable laser system for a specific laser cutting application is now gaining much importance as manufacturers using laser machining in there production procedure for maximation of productivity for high precision machining quality so that rework of machined pieces can be eliminated there by minimising the cost and time
A thermally based method of material removal called laser-beam cutting machining uses highly coherent light as its source. The material is melted and vaporised by the heat generated at the surface, thereby removing the workpiece material. One well-known non-traditional manufacturing method for cutting a variety of materials into intricate forms is laser cutting (Fig. 1). For metal manufacture, laser cutting is a practical, cost-effective, and somewhat expensive solution. Higher processing accuracy (narrower tolerance measures), good cut quality (less processed surface roughness), narrow cut width (material savings), less effective heated zone (less material deformation), increased productivity, etc. are all possible with cutting technology.
A few advantageous features of laser beam cutting machining allow it to gain significant traction in the manufacturing sector. Drilling, labelling, wire stripping, cosmetic surgery, cutting, circuit skiving, welding, sintering, and heat treatment are just a few of the many applications for laser beams. It is typically utilized for cutting, welding, the aerospace and aeronautical industries, as well as for applications ranging from military weaponry to medical equipment. Brass, Hardox-400, wood, rubber, plastic, stainless steel, and aluminium alloys can all be cut using laser beam cutting machining.
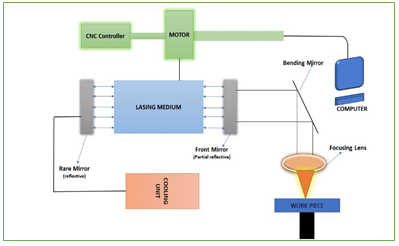
Figure-1: Laser Beam Machine Schematic diagram.
II. LITERATURE REVIEW
As to Biswas et al. [1], laser cutting is one of the most popular thermal-based methods utilized for treating a wide range of materials among other advanced machining techniques. By concentrating the laser beam on the surface of the work piece, the material is melted or evaporated during laser cutting.
This technique has a high energy density, can work rapidly on complex shapes, works with any kind of material, doesn't put any mechanical stress on the work piece, saves waste, produces environmentally friendly technology, and can perform micro-range work. [2],But because glass is hard and brittle and has a low machinability, it is difficult to machine using traditional methods. Glass that has been conventionally machined results in surface cracks and increased tool wear. There have been attempts to machine glass using unconventional methods like water jet machining. Glass is machined with a high-pressure water jet in water jet machining. In order to cut 3 mm stainless steel (SS) sheet (ASTM 304), the goal of this work is to do a parametric analysis of the process parameters for the fiber laser cutting system on the surface characteristics of the cut section. This study examined and optimized the laser cutting parameters, including gas pressure, cutting speed, and laser power, while taking into account the workpiece's top kerf breadth and surface roughness. Utilizing the design of experiments (DOE) method, all three parameters were examined. It was shown that responsiveness was more influenced by laser power than by gas pressure or cutting speed.[3], In order to cut 3 mm stainless steel (SS) sheet (ASTM 304), the goal of this work is to do a parametric analysis of the process parameters for the fiber laser cutting system on the surface characteristics of the cut section. This study examined and optimized the laser cutting parameters, including gas pressure, cutting speed, and laser power, while taking into account the workpiece's top kerf breadth and surface roughness. Utilizing the design of experiments (DOE) method, all three parameters were examined. It was shown that responsiveness was more influenced by laser power than by gas pressure or cutting speed.[4], Another approach is to thermally machine glass using a laser beam. This is known as laser beam machining. However, there are benefits and drawbacks to both water jet and laser beam machining. Generally speaking, the water jet machining technique has higher operational costs than the laser beam machining process. Because of the transmissivity of glass, much of the energy that is impacted upon its surface during the laser-assisted glass-machining process does not get absorbed. This is a significant obstacle to laser-based glass cutting. Around 4% of incident light is normally reflected by glasses at the glass-air interface. Tests were carried out to demonstrate that, contingent upon the laser's wavelength and type of coating, spectral transmission through coated glass can range from 98% to 100%. [5], This study examined and optimized the laser cutting parameters, taking into account the workpiece surface roughness, including laser power, cutting speed, and gas pressure. The best value for surface roughness is determined by analysing the laser cutting factors using Design of Experiments (DOE), ANOVA, and Response Surface Methodology (RSM) techniques. Through analysis, it was shown that gas pressure and cutting speed had less of an impact on response than laser power. [6], This was the primary rationale behind the study's decision to machine borosilicate glass using a laser. To improve the glass's ability to absorb laser energy, coating was applied. The economical dip coating technique can be applied to borosilicate glass for large-scale production. Glass coatings aid in the surface of the glass's ability to absorb light, or lasers. Because of this, the glass absorbs more energy and the machining is anticipated to be more efficient than on glass that is not coated. In this work, borosilicate glass was subjected to laser micromachining. The purpose of coating was to make the light that the glass emitted more absorbent. The primary goal of the research is to determine how coating and other machining parameters, such as laser power, scanning speed, and workpiece inclination angle, affect the material removal rate (MRR) and slot width and depth in laser micromachining of glass. Based on the 2k factorial design, experiments were carried out by varying the machining settings both with and without coating. Measurements were taken of the glass samples' slot width and depth. ANOVA was utilized to examine the interaction plots and the individual and combined effects of the parameters on the experiment's results. [7], The experimental study during the pulsed laser cutting of Inconel-718 has been conducted in these research studies. The carefully thought-out orthogonal array L27 has been used for the trials. The bottom kerf deviation (KD), bottom kerf width (KW), and kerf taper (KT) second order regression models were developed using empirically determined values of various quality characteristics. By employing the particle swarm optimization (PSO) method, the created models with various quality attributes have been used as a quality function for single-objective optimization. A comparison has been made between the best outcomes produced by the suggested hybrid methodology and the outcomes of experiments.[8], wheel cutter or tool with a diamond point. This procedure involves carefully controlling or applying exceptional expertise when applying external force after the glass surface has been marked and scribed with a diamond point tool. A small error in the diamond tool's cutting face placement on the glass surface results in a median fracture that veers off course and produces low-quality edges that weaken the glass's lateral bending strength. [9], In this study, the kerf deviation, kerf breadth, and kerf taper in the laser cutting of Incone-718 sheet are presented as multiple-objective optimization. Second order regression models have been constructed using experimental data gathered through experimentation for various quality criteria. Regression models have been employed as the objective function in hybrid approaches combining genetic algorithms with multiple regression analysis for multi-objective optimization. The kerf deviation, kerf breadth, and kerf taper have improved by 88%, 10.63%, and 42.15%, respectively, when comparing the optimization results to the experimental results. Lastly, the impact of various process parameters on quality attributes has been explored. [10],
The conventional technique's inability to create complex profiles in a single phase is one of its shortcomings. According to reports, when glass is machined using traditional methods, its average strength drops to 60% and internal cracks are more likely to occur, shortening the product's lifespan and lowering its quality. [11], The following are the procedure's drawbacks: material removal is extremely sluggish and hard to comprehend, and process parameters cannot be properly tuned. [12], One of the new techniques for cutting glass is hot air jet machining. A hot air jet impacted the glass sheet, creating pressures that led to cracks along the jet's axis. The produced object may sustain thermal damage as a result of the thermal tensions created in the glass. [13], Glass has numerous applications, which makes glass micromachining important. By using a transparent tool and directing the laser beam through it to heat the workpiece, direct laser-assisted machining improves the machinability of metallic alloys with high strength and hardness, such as bulk metallic glass (BMG). With direct laser-assisted machining (DLAM), cutting forces can be decreased by around 30% while surface roughness can be enhanced by using low laser power.[14], Glass in the ductile condition can be machined to produce a superior surface finish. A four-flute milling tool coated with TiAlN was used in an experiment to process glass in the ductile mode utilizing a multipoint cutting tool. It was found that ductile mode cutting was accomplished with surfaces free of cracks at comparatively moderate cutting tool speeds.[15], Chemical micromachining is the term for the procedure where a chemical solution is utilized in place of liquid. 90% of the length of the cracks and the frequency of cracks were reported to have decreased in chemical micromachining experiments on glass utilizing lasers.
III. EXPERIMENTATION DETAILS:
A laser cutting machine is used to perform laser beam machining on soda lime glass. A picture graph of the machine is shown in Figure 2. A thickness of 4 mm The material used for the work piece was soda lime glass, and its dimensions were 205 mm by 120 mm and 15 mm by 30 mm slots cut from a plate with a thickness of 4 mm. The experiment was conducted on an L27 orthogonal array, utilizing three levels of laser power (P), a standard distance, and a cutting speed (V) for the glass material, as well as technical specifications for laser cutting.
The machine utilized in this investigation is listed in Table 1 (Fig. 3).
Fig. 2 (Table 2) displays the picture graph of the LASER cutting machine.
Table 1: Control factors and their levels
|
Model |
Specification |
|
Model |
CO2 Laser Cutting Device |
|
Laser Continuous rated Output |
50W |
|
Cutting Speed |
30mm to 40mm Per Second |
|
Cutting Thickness |
6mm to 7mm |
|
|
|
|
Control Software |
Corel laser and Linlplus pro cut |
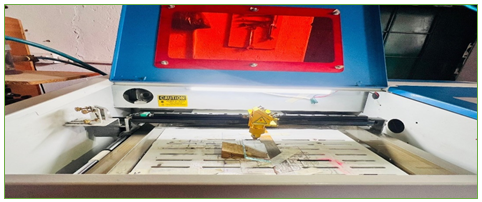
Figure - 2: Laser cutting machine configuration.
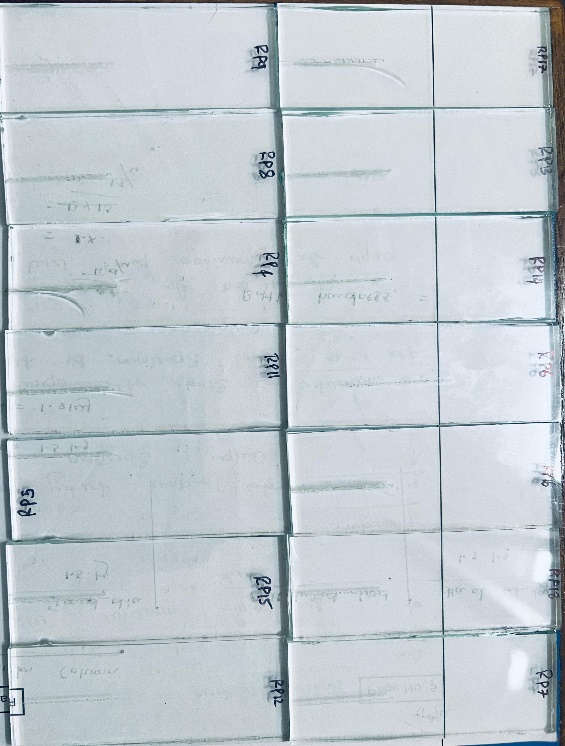
Figure - 3: Experimental specimens after machining.
IV. SPECIFICATION OF SODA-LIME GLASS
Soda-lime glass is widely used in various industries due to its versatile properties. Below are the key specifications:
1) Chemical Composition
- Silica (SiO?): 70-75%
- Sodium Oxide (Na?O): 12-15%
- Calcium Oxide (CaO): 10-12%
- Alumina (Al?O?): 1-2%
- Other Oxides (such as MgO, K?O, and Fe?O?): Trace amounts (less than 1%)
2) Physical Properties
- Density: 2.4 – 2.5 g/cm³
- Refractive Index: Approximately 1.51 – 1.52 (affects the way light passes through it)
- Thermal Conductivity: 0.96 W/m·K (at 90°C)
- Thermal Expansion Coefficient: 9 × 10?? /°C (over 0–300°C range)
- Softening Point: 720–740°C
- Melting Temperature: 1400°C – 1600°C
- Working Temperature: 600°C – 800°C
3) Mechanical Properties
- Hardness: 5–6 on the Mohs scale
- Young’s Modulus: 70 GPa
- Compressive Strength: 1000 MPa
- Tensile Strength: 40–70 MPa
4) Optical Properties
- Light Transmission: Typically, around 90% for clear glass
- UV Cutoff: Approximately 320 nm; soda-lime glass absorbs UV light below this wavelength
5) Chemical Resistance
- Water Resistance: Good, but not as high as borosilicate glass
- Acid Resistance: Resists weak acids but can be attacked by strong acids over time
- Alkali Resistance: Less resistant to strong bases
Applications Based on Specifications:
- Flat Glass: Windows, mirrors, and architectural glass
- Container Glass: Bottles, jars, and drinkware
- Household Glassware: Everyday glass items, such as dishes and cups
These specifications make soda-lime glass suitable for a wide range of everyday applications, combining affordability with reasonable durability and optical clarity.
V. PROPERTIES OF SODA-LIME GLASS:
Transparency: Clear and allows light to pass through, making it suitable for windows and containers.
Hardness: Provides reasonable scratch resistance but can still be broken or chipped under impact.
Thermal Stability: Has a moderate resistance to temperature changes but can crack under sudden extreme temperature shifts (thermal shock).
Chemical Resistance: Resists water and most household chemicals but can be etched by strong acids or bases over time.
Density: Typically, around 2.4–2.5 g/cm³.
Melting Point: Around 1400°C–1600°C, though the presence of soda (Na?O) reduces the working temperature to 600°C–800°C.
These properties make soda-lime glass ideal for applications like windows, bottles, jars, and everyday glassware.
VI. MATERIAL AND METHODS
A 30-W laser system (Fig. 1) that produces continuous wave laser with an infrared wavelength was used for this work. A borosilicate glass slide lies above a stainless-steel plate in the setup. The laser bed was positioned so that the focal length of the lens that the laser machine uses is equal to the distance between the tip of the laser head and the top surface of the borosilicate glass. Glass was coated with a chemical combination consisting of ethyl acetate, silica, camphor, and aluminium borosilicate in order to investigate the impact of the coating on laser micromachining of glass. As illustrated in Fig. 1, a wedge was employed in this investigation to examine the impact of the laser's angle of incidence on glass. The wedge and workpiece were positioned so that the focal length of the lens being utilized equals the distance between the laser head's tip and the slot machined midpoint. When the workpiece was set on the wedge, care was taken to ensure that it did not move during the milling process. In this experiment, the effects of additional parameters such as laser strength and scanning speed were also investigated.
Four process parameters served as control variables in the 2k factorial design that was used in the experimental stage. The following control factors have been adopted: (A) laser power; (B) laser scanning speed; (C) workpiece angle of inclination; and (D) coating. On samples, a 50 mm-long groove was machined in order to examine the impact of the process parameters. In order to minimize the disruption caused by extraneous noise, trials were carried out at random. Three runs of the experiments were made. Data on the width and depth of the slots taken into consideration for this investigation were taken at random from one of the three experiment samples. To determine the maximum depth of the slot machined, measurements of the slot's maximum depth were taken at its beginning, middle, and end. The average of these three readings was then used to determine the sample's maximum depth in the slot. Similarly, the sample width was determined by averaging the widths at the beginning, middle, and end of the slot. samples underwent the same process.
Using Eq. 1, the material removal rate (MRR) was determined.
MRR= W1-W2/Time Taken (1)
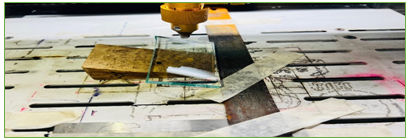
Figure – 4: Setting up an experiment with a wedge
Table – 2: The amounts of control factors.
|
SL No |
Power |
Speed |
SOD |
NO of Passes |
Wedge Angle |
|
1 |
10 |
2 |
1 |
1 |
0 |
|
2 |
20 |
4 |
2 |
2 |
10 |
|
3 |
30 |
6 |
3 |
3 |
20 |
VII. RESULTS AND DISCUTION
A. Taguchi Approach
Taguchi’s two most important contributions to quality engineering are the use of quadratic loss function to quantify quality and the development of robust designs (System, Parameter and Tolerance design . Taguchi’s robust designs have widespread applications upstream in manufacturing to fine tune a process so that the output is insensitive to noise factors.
Authors confirm that Dr. Taguchi made important contributions to quality engineering; however, it may not be easy to apply his techniques to real life problems without some statistical knowledge. Specifically, the use of signal-tonoise ratios in identifying the nearly best factor levels in order to minimize quality losses. Three important discussions on Taguchi methods are published. Some other performance measures are given and discussed as alternative to signal-to-noise ratios. Taguchi’s parameter design is discussed extensively by a group of scientists.
The major point is that Taguchi methods do not have a statistical basis and signal-to- noise ratios pose some computational problems. Taguchi’s parameter design is studied and claimed that putting controllable and uncontrollable factors in two separate arrays, inner and outer, will result in more experimental runs. Chapter two Literature Review 21 It is effort to arrive at a process having on target mean and minimum variance with Taguchi methods. They suggest an alternative model based on an asymmetric quality loss to obtain the most economical process mean. Previous arguments and alternative approaches to Taguchi methods are summarized. Alternative performance measures are discussed and compared with signal-to noise ratios.
B. L27 Orthogonal Arrays
An orthogonal array (OAS) is an n x m matrix whose columns have the property that in every pair of columns each of the possible ordered pairs of element. Tables - 3 OA8 (27) respectively. Note that in every pair of columns, each of the 4 ordered pairs (0, 0), (0, 1), (1, 0), and (1, 1) appears exactly once. contains each of the four pairs (0, 0), (0, 1), (1, 0), and (1, 1) exactly twice. The letter L in this notation stands for Latin square, and it indicates that orthogonal arrays are generalized Latin squares.
Orthogonal arrays can be viewed as plans of multifactor experiments where the columns correspond to the factors, the entries in the columns correspond to the test levels of the factors and the rows correspond to the test runs. Fractional factorial plans based on orthogonal arrays irrespective of the degree of fractionation are necessarily orthogonal plans. This is the primary reason for the popularity of fractional factorials based on orthogonal arrays. As shown in Table - 3
Table – 3: L27 OA Orthogonal array
|
SL NO. |
POWER (W) |
SPEED (Mm/s) |
SOD (mm) |
NO PASSES |
ANGLE |
SPECIMEN NO |
W1-W2 (grm) |
TIME TAKEN(sec) |
MRR (grm/sec) |
|
1 |
10 |
2 |
1 |
1 |
0 |
M03 |
0.0025 |
15 |
0.167 |
|
2 |
10 |
2 |
1 |
1 |
10 |
M01 |
0.0037 |
15 |
0.247 |
|
3 |
10 |
2 |
1 |
1 |
20 |
M11 |
0.0028 |
15 |
0.187 |
|
4 |
10 |
4 |
2 |
2 |
0 |
M17 |
0.0019 |
30 |
0.063 |
|
5 |
10 |
4 |
2 |
2 |
10 |
M08 |
0.0014 |
30 |
0.047 |
|
6 |
10 |
4 |
2 |
2 |
20 |
M28 |
0.0039 |
30 |
0.13 |
|
7 |
10 |
6 |
3 |
3 |
0 |
M06 |
0.0035 |
45 |
0.078 |
|
8 |
10 |
6 |
3 |
3 |
10 |
M15 |
0.0121 |
45 |
0.269 |
|
9 |
10 |
6 |
3 |
3 |
20 |
M20 |
0.0031 |
45 |
0.069 |
|
10 |
20 |
2 |
2 |
3 |
0 |
M10 |
0.078 |
45 |
1.733 |
|
11 |
20 |
2 |
2 |
3 |
10 |
M14 |
0.0145 |
45 |
0.322 |
|
12 |
20 |
2 |
2 |
3 |
20 |
M13 |
0.081 |
45 |
1.8 |
|
13 |
20 |
4 |
3 |
1 |
0 |
M22 |
0.004 |
15 |
0.267 |
|
14 |
20 |
4 |
3 |
1 |
10 |
M24 |
0.002 |
15 |
0.133 |
|
15 |
20 |
4 |
3 |
1 |
20 |
M09 |
0.005 |
15 |
0.333 |
|
16 |
20 |
6 |
1 |
2 |
0 |
M21 |
0.004 |
30 |
0.1333 |
|
17 |
20 |
6 |
1 |
2 |
10 |
M02 |
0.0045 |
30 |
0.15 |
|
18 |
20 |
6 |
1 |
2 |
20 |
M26 |
0.003 |
30 |
0.1 |
|
19 |
30 |
2 |
3 |
2 |
0 |
M25 |
0.0085 |
30 |
0.283 |
|
20 |
30 |
2 |
3 |
2 |
10 |
M17 |
0.0079 |
30 |
0.263 |
|
21 |
30 |
2 |
3 |
2 |
20 |
M29 |
0.0179 |
30 |
0.597 |
|
22 |
30 |
4 |
1 |
3 |
0 |
M05 |
0.0023 |
45 |
0.051 |
|
23 |
30 |
4 |
1 |
3 |
10 |
M07 |
0.0033 |
45 |
0.073 |
|
24 |
30 |
4 |
1 |
3 |
20 |
M16 |
0.0043 |
45 |
0.096 |
|
25 |
30 |
6 |
2 |
1 |
0 |
M30 |
0.0033 |
15 |
0.22 |
|
26 |
30 |
6 |
2 |
1 |
10 |
M27 |
0.0039 |
15 |
0.26 |
|
27 |
30 |
6 |
2 |
1 |
20 |
M12 |
0.0049 |
15 |
0.327 |
VIII. REGRESSION EQUATION
|
MRR |
= |
0.000311 - 0.000172 power_10 + 0.000241 power_20 - 0.000070 power_30 + 0.000311 speed_2 |
Conclusion
1) The part\'s hardness decreases as a result of the laser beam\'s partial material removal by ablation, which causes a plastic deformation of the localized zone. The target region is heated, which also results in a decrease in the chipping forces. It results in a rise in the rate of material removal. 2) It is determined that by locally heating the target on the work material, the laser beam influences improving the MRR. 3) During the test it was discover that a reduction in laser scanning speed an increasing power simultaneously resulted in an increasing in material removal rate. 4) It is observed that the mean value of MRR is increases as the laser Power increased and MRR decreases by increasing the Feed. 5) According to the ANOVA table, the most significant factor is laser power, which is followed by cutting SPEED and SOD.
References
[1] R. Biswas et al., Artificial neural network modelling of Nd: YAG laser microdrilling on titanium nitride-alumina composite, Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 224 (3) (2010) 473–482. [2] Nisar, S., Li, L., and Sheikh, M. A., 2013, “Laser Glass Cutting Techniques—A Review,” J. Laser Appl., 25(4), p. 42010. [3] Drupal J. Kotadiyaa, Jaydeep M. Kapoparab, Anjal R. Patel, Chirag G. Dalwadib, D.H. Pandya, Parametric analysis of process parameters for Laser cutting process on SS-304, Mater. Today: Proc. 5 (2018) 5384–5390, 2214-7853© 2017 Elsevier Ltd. [4] Yoldas, B. E., and Partlow, D. P., 1984, “Wide Spectrum Antireflective Coating for Fused Silica and Other Glasses,” Appl. Opt., 23(9), p. 1418. [5] D.J. Kotadiya, D.H. Pandya, Parametric analysis of laser machining with response surface method on SS-304, Proc. Technol. 23 (2016) 376–382, 2212-0173 © 2016 The Authors. Published by Elsevier Ltd. [6] Tuersley, I. P., Hoult, T. P., and Pashby, I. R., 1998, “Nd–YAG Laser Machining of SiC Fibre/Borosilicate Glass Composites. Part II. The Effect of Process Variables,” Composites, Part A, 29(8), pp. 955–964. [7] P. Kumar Shrivastava, A. Kumar Pandey, Parametric optimization of multiple quality characteristics in laser cutting of inconel-718 by using hybrid approach of multiple regression analysis and genetic algorithm, Infrared Phys. Technol.(2018), https://doi.org/10.1016/j.infrared.2018.04.013. [8] Kondrashov, V. I., Shitova, L. A., Litvinov, V. A., and Surkov, V. V., 2001, “Characteristics of Cutting Parameters and Their Effect on the Glass Edge Quality,” Glass Ceram., 58(9), pp. 303–305. [9] P. Kumar Shrivastava, A. Kumar Pandey, Geometrical quality evaluation in laser cutting of Inconel-718 sheet by using Taguchi based regression analysis and particle swarm optimization, Infrared Phys. Technol. (2018), https://doi.org/ 10.1016/j.infrared.2018.01.028. [10] Zhimalov, A. B., Solinov, V. F., Kondratenko, V. S., and Kaplina, T. V., 2006, “Laser Cutting of Float Glass During Production,” Glass Ceram, 63(9),pp. 319–321. [11] Nagaraj, Y., Jagannatha, N., and Sathisha, N., 2019, “Hybrid Non Conventional Machining of Glass—A Review,” Appl. Mech. Mater., 895, pp. 8–14. [12] Muralidhar, S., Pal, S., Jagota, A., Kale, S. R., and Mittal, R. K., 1999, “A Study of Thermal Cutting of Glass,” J. Am. Ceram. Soc., 82(8), pp. 2166–2176. [13] Park, S. S., Wei, Y., and Jin, X. L., 2018, “Direct Laser Assisted Machining With a Sapphire Tool for Bulk Metallic Glass,” CIRP Ann., 67(1), pp. 193–196. [14] Arif, M., Rahman, M., San, W. Y., and Doshi, N., 2011, “An Experimental Approach to Study the Capability of End-Milling for Microcutting of Glass,” Int. J. Adv. Manuf. Technol., 53(9), pp. 1063–1073. [15] Ali, A., and Sundaram, M., 2018, “Drilling of Crack Free Micro Holes in Glass by Chemo-Thermal Micromachining Process,” Precis. Eng., 54, pp. 33–38.
Copyright
Copyright © 2024 Rohith K A, Meghani Molies Reddy. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET64380
Publish Date : 2024-09-28
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online