

Ijraset Journal For Research in Applied Science and Engineering Technology
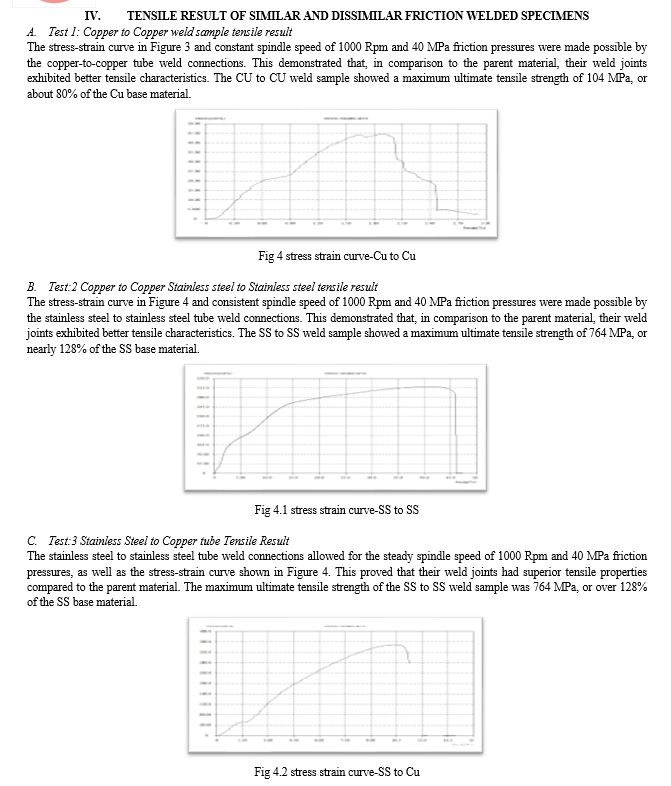
Experimental Investigation of Material Flow and Welding defects in Friction Welding process of Cu-SS Dissimilar Materials
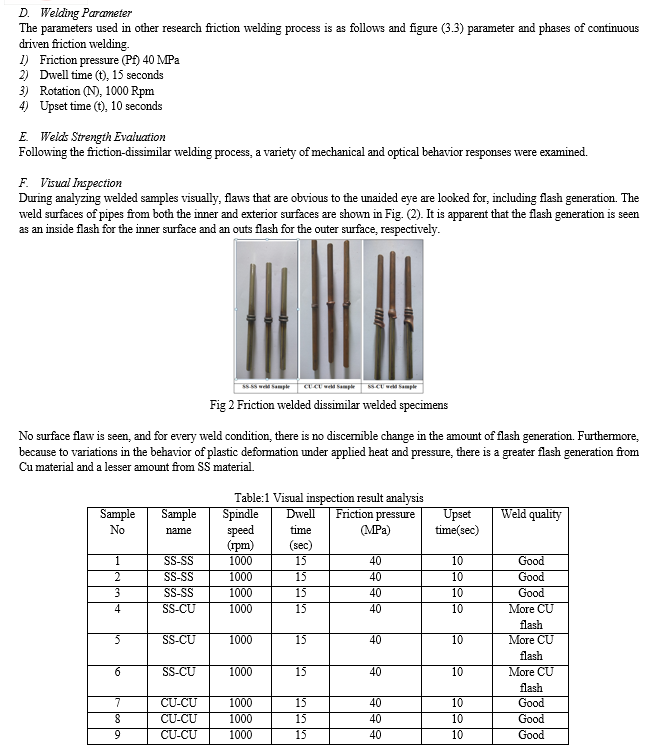
Authors: Selvakumar Velu, Siva Ravanan, M.Vignesh Kumar
DOI Link: https://doi.org/10.22214/ijraset.2024.63295
Certificate: View Certificate
Abstract
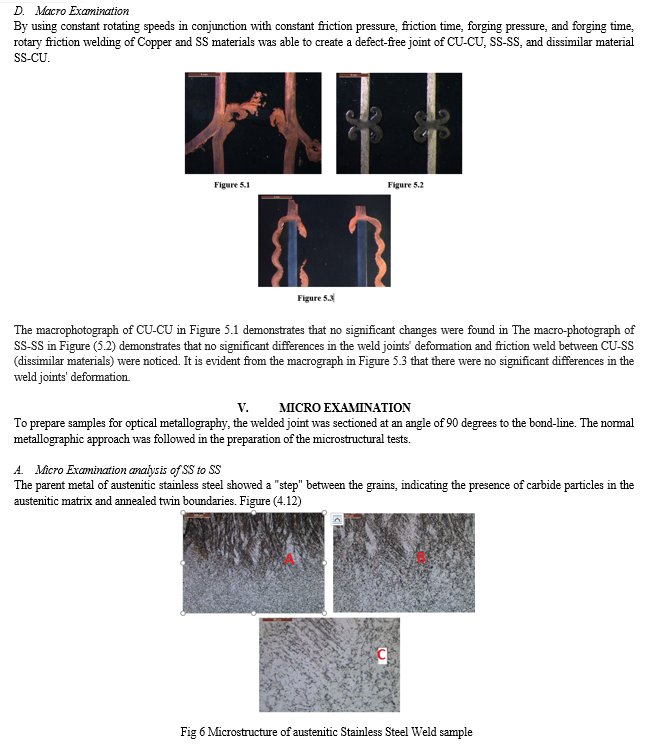
A particular form of welding that makes use of the heat produced by friction is called friction welding. A pressure force contacts the surfaces of two materials that need to be connected; one is rotating while the other is at rest. In order for the heat produced by the continuous friction to continue rising, friction is applied continually to the second contact surface. In this study, dissimilar friction welding between grade 308 L stainless steel (SS) and copper (Cu) is investigated for a pipe joint design with a wall thickness of 1.50 mm and an outer diameter of 13 mm. The machine RPM, dwell duration, friction time, and friction force are the constant parameters that are used. The maximum ultimate tensile strength of 764 MPa, or almost 128% of the SS base material, was found in the SS to SS weld sample and 104 MPa, or nearly 80% of the Cu basis material, in the CU to CU weld sample. The most significant maximum tensile strength of 349 MPa was achieved by SS to Cu. In along with the study of the mechanical behavior and microstructure, the weld quality was evaluated using corrosion behavior analysis and leak proof testing.
Introduction
I. INTRODUCTION OF DISSIMILAR WELDING
Dissimilar materials welding is an amazing process that has many benefits, such as the capacity to fuse different properties into one part, build lightweight structures, lower total costs, and boost productivity through innovative engineering methods. Copper (Cu) and stainless steel (ASS) is one of these material pairings having distinct physical, chemical, and thermal properties. However, there is a lot of interest in Cu-SS welding because of its unique uses, cost-effectiveness, and independent thermal performance at both ends. It also improves the mechanical and thermal efficiency of heat exchangers. Despite the appealing engineering solutions and future uses, the Cu-SS combination is challenging to weld due to variations in metallurgical properties. Because welding this unique combination Cu-ASS joint presents substantial problems, traditional fusion welding procedures are not sufficient to produce robust, error-free welds. It is not practical to use traditional fusion welding to join many of these incompatible metal combinations due to metallurgical incompatibility, large melting point variations, temperature incompatibilities, and other factors.
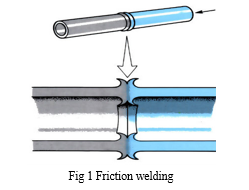
II. PRINCIPLE OF FRICTION WELDING
In conventional friction welding, one component is moved in relation to the other along a shared interface while a compressive force is applied across the joint. Both components are softened by the friction heating created at the interface, and as they plasticize, the interface material is forced out of the joint's edges, leaving only the clean material from each component along the original interface. After stopping the relative motion, the joint may be allowed to cool down before applying a higher ultimate compressive force. The secret of friction welding is that the weld forms in a solid state without the production of molten material.
A. Friction Welding
One method of solid-state welding is friction welding. The heat produced by friction between rubbing surfaces is what causes the coalescence because it elevates the temperature at the interface to a point where high pressure forces the two surfaces to meld together. When it comes to joining techniques that are easily automated and result in joints with uniform mechanical qualities, friction welding is the favored method during the fabrication process. Friction welding's sub-melting temperatures and quick weld periods enable the joining of a wide variety of work metal combinations.
This procedure does not call for the use of shielding gas, flux, or filler metal. In the instance of a metal matrix composite (MMC) with oxide particles or short fibers as the strengthening phase, friction welding was successfully used.
B. Application of Friction Welding
Because inertia welding is fast and requires little cleanup, it is a good option for a lot of commercial items. Tool extensions, tool blanks, baseball bats, golf putters, air cylinders, munitions, fasteners, oil and water pipe fittings, and commercial parts like bicycle parts, medical equipment, and marine equipment are examples of items where the 100% strength weld produces a stronger part than traditional welds.
III. MATERIAL AND METHODS
The tube materials chosen for purchased upon confirmation of the tube chemical composition,
1. Stainless steel (SS 308L)
2. Copper
A. Stainless Steel (SS308L)
The low carbon version of grade 308 stainless steel is called grade 308L. Specifically, submerged arc welding of grade 304 stainless steel is carried out with it. In non-corrosive circumstances, it can also be utilized to weld stabilized grades 321 and 347.
B. Copper
With thousands of years of use, copper is one of the most beneficial metals known to man. Because of their special qualities and the fact that they may be produced into foils, strips, rods, plates, tubes, sheets, pipes, forgings, extrusions, wires, and castings from foundries, copper alloys are highly sought-after in a wide range of industries.
C. Machine Details
One of the work components in Fig. 1's direct drive friction welding variation is fixed to a motor-driven unit, while the other is kept from rotating. The workpiece operated by the motor rotates at a set, continuous speed. After moving the work pieces that need to be welded together, a friction welding force is applied. As the faying surfaces (weld interface) rub against one another, heat is produced. This goes on for a given period of time, or until the current level of disturbance occurs. The braking force is applied to stop the spinning workpiece when the rotary driving force is cut off. After rotation stops, the friction welding force is either maintained or increased (forge force). An apparatus for vertical milling designed for the friction stir welding process.

VI. MICRO VICKER HARDNESS EXAMINATION
Using a Vickers Hardness Testing equipment, the micro hardness changes were measured. A continuous load of 300 gms was applied for 15 seconds to determine the hardness value along the weld interface.
The cross-sectional hardness measurements of sample 3, the dissimilar CU-SS welded sample, are displayed in Figure (9). The joint line's hardness was almost the same as that of the copper substance. There are no notable differences in the copper material amongst the CU-SS joint weld samples. Due to mechanical load and the action of frictional heat, which is discussed in the section that follows, deformation and re Crystallization cannot be avoided at the CU side. The hardness of the CU material close to the joint line did not vary much despite the fact that the microstructures did. The side hardness peaks of SS308L were found to be three times higher than those of CU material. Both the SS-SS weld material Fig. (11) and the other combination of CU-CU material Fig. (10) showed a similar trend of hardness changes.
Conclusion
The current study effectively examines dissimilar friction welding on Cu-SS materials for tube joint arrangement, where the wall thickness to tube diameter ratio is 0.061 (with a wall thickness of 0.80 mm and a tube diameter of 13 mm). The current study allows for the deduction of the following conclusion. Copper and austenitic stainless steel have been successfully joined using friction welding. Rotational speeds of 1000 revolutions per minute were used to vary the tensile strength values on joints. The bond strengths were similar to those of the copper parent material. The joints that were obtained had good strength and reasonable ductility in copper. The experiment found that copper tubes and austenite stainless steel are useful welding materials. Compared to copper tubes, austenite stainless steel is a more noble metal and a good corrosion-resistant material. The microstructural examination of the SS-SS, CU-CU, and CU-SS tube junctions revealed excellent material flow and weld quality. Furthermore, there were no flaws in the weld zone. While no discernible microstructure changes are seen at the SS side, there are noticeable microstructure changes at the Cu side close to the Cu-SS weld interface. Full dynamic recrystallization zone and partial dynamic recrystallization zone are the names given to the microstructures on the Cu side. Friction welding can be used to join various metals together, but for the process to work well, the parameters between friction time and frictional pressure must be determined. Friction welding has been successfully used to join the dissimilar materials of CU-CU, CU-SS, and SS-SS tube junctions, resulting in defect-free and leak-proof joints that can function in 3.5*10-6mbar l/sec refrigerators and air conditioners.
References
[1] Aritoshi M, Okita K. Friction welding of dissimilar metals. Weld Int 2003;17:271–5[https://doi.org/10.1249/01.mss.0000538518.76078.fa] [2] Meshram SD, Mohandas T, Reddy GM. Friction welding of dissimilar pure metals.J Mater Process Technol 2007;184:330–7.[https://doi.org/1ss0.1016/j. [3] Mehta KP, Badheka VJ. A review on dissimilar friction stir welding of copper to aluminum: process, properties, and variants. Mater Manuf Process 2016;31: 233–54. [https://doi.org/10.1080/10426914.2015.1025971] [4] Mehta KP. A review on friction-based joining of dissimilar aluminum-steel joints. J Mater Res 2019;34:78–96. https://doi.org/10.1557/jmr.2018.332. [5] Uzkut M, Ünlü B, Yilmaz S, Akdag? M. Friction welding and its applications in Today’s world. Sarajev Int Symp Sustain Dev 2010:710–24. [6] Uday MB, Fauzi MNA, Zuhailawati H, Ismail AB. Advances in friction welding process: a review. Sci Technol Weld Join 2010;15:534–58. [https://doi.org/10.1179/136217110X12785889550064] [7] Peng H, Chen C, Zhang H, Ran X. Recent development of improved clinching process. Int J Adv Manuf Technol 2020;110:3169–99. [https://doi.org/10.1007/s00170-020-05978-4] [8] Gao P, Zhang Y, Mehta KP. Metallurgical and mechanical properties of Al–Cu joint by friction stir spot welding and modified friction stir clinching. Met Mater Int 2020. https://doi.org/10.1007/s12540-020-00759-w. [9] Shanjeevi C, Kumar SS, Sathiya P. Multi-objective optimization of friction welding parameters in AISI 304L austenitic stainless steel and copper joints. Proc Inst Mech Eng Part B J Eng Manuf 2016;230:449–57. https://doi.org/10.1177/0954405414555590. [10] Sahin M. Joining of stainless steel and copper materials with friction welding.IndLubrTribol2009;61:31924.https://doi.org/10.1108/00368790910 [11] Han J, Paidar M, Vignesh RV, Mehta KP, Heidarzadeh A, Ojo OO. Effect of shoulder features during friction spot extrusion welding of 2024-T3 to 6061-T6 aluminium alloys. Arch Civ Mech Eng 2020;20. [12] Kumar D, Kore SD, Nandy A. Finite element modeling of electromagnetic crimping of Cu-SS tube-to-tube joint along with simulation of destructive testing for strength prediction of the joint. J Manuf Sci Eng 2021;143:1–11. https://doi.org/10.1115/1.4048431.] [13] Chen S, Huang J, Xia J, Zhang H, Zhao X. Microstructural characteristics of a stainless steel/copper dissimilar joint made by laser welding. Metall Mater Trans A Phys Metall Mater Sci 2013;44:3690–6. shttps://doi.org/10.1007/s11661-013- 1693-z. [14] Poo-arporn Y, Duangnil S, Bamrungkoh D, Klangkaew P, Huasranoi C, [15] Pruekthaisong P, et al. Gas tungsten arc welding of copper to stainless steel for ultra-high vacuum applications. J Mater Process Technol 2020;277:116490. https://doi.org/10.1016/j.jmatprotec.2019.116490. [16] Kuryntsev SV, Morushkin AE, Gilmutdinov AK. Fiber laser welding of austenitic steel and commercially pure copper butt joint. Opt Lasers Eng 2017;90:101–9. https://doi.org/10.1016/j.optlaseng.2016.10.008.
Copyright
Copyright © 2024 Selvakumar Velu, Siva Ravanan, M.Vignesh Kumar. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET63295
Publish Date : 2024-06-14
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online