

Ijraset Journal For Research in Applied Science and Engineering Technology
Experimental Investigation of the Mechanical Characteristics of Concrete Including Wollastonite and Fly Ash as Partial Substitutes for Cement
Authors: S. Harun Rasheed , Jollireddy Omprakash
DOI Link: https://doi.org/10.22214/ijraset.2024.66050
Certificate: View Certificate
Abstract
The demand for concrete is rising exponentially as infrastructure expands globally because cement is the essential ingredient that holds the components together during the concrete-making process. The main issue, though, is that throughout the cement-making process, the environment releases toxic gasses like CO2, sulphur, etc. In order to address this issue, cement has been used in place of some or all of the mineral combination, a kind of cementations material. These elements prolong the life of concrete in addition to using less cement. The activation of inorganic particle substances provides a new and extra development material that can partially replace cement in concrete. The primary focus of this work is the compressive strength of M40 ternary mixed concrete made with cementations elements such cement, fly ash, and wollastonite. While wollastonite is a naturally occurring mineral that may be ground into a fine powder and used as a partial substitute for cement, fly ash is an industrial by-product that is utilized as a binding agent. The mix design was created to give the current M40 grade concrete the necessary workability. We investigate the concrete\'s strength characteristics when Fly ash (5%, 10%, 15% & 20%) is added. If the ideal percentage of Fly ash replacement is maintained, then additional cement can be substituted with mineral admixtures, like Wollastonite (5%, 10%, 15% & 20%). There is a modest increase in compressive strength and a decrease in workability when fly ash and wollastonite are used in place of some of the cement. For 70% cement, 15% fly ash, and 15% wollastonite, the workability stays within the necessary range; however, as the amounts of fly ash and wollastonite increase, the workability declines.
Introduction
I. INTRODUCTION
The biggest and most devastating environmental problem is global warming. Greenhouse gases, especially carbon dioxide (CO2), are the cause of this phenomenon. Finding ways to reduce our carbon footprint is a new science. of this world. A difficult and important task for the development of future security. To achieve the above goals, around 195 countries have signed the Paris Agreement. According to the Paris Agreement, global temperature needs to drop from 1.5 degrees to 2 degrees, which means that carbon dioxide emissions need to be reduced by 45% by 2030. We can also conclude from many extensive studies that adding additional minerals to concrete can make it more durable. Equipment. Concrete consists of three main ingredients: cement, water, and aggregate, which can be stone, gravel, or sand. The use and production of concrete has a significant impact on the environment, mainly due to carbon dioxide emissions from cement production. Cement production consumes a lot of energy and also releases a lot of greenhouse gases such as carbon dioxide, causing global warming problems. In addition, the removal of raw materials such as sand and stone, which are required to make concrete, will have negative effects on ecosystems, landscapes and buildings. To solve these problems, scientists are looking for ways to reduce the environmental impact of concrete, including the development of green production processes and the addition of other ingredients such as GGBS, fly ash, slag and wollastonite powder. In addition, the use of concrete in construction can be beneficial to the environment by extending the life and energy consumption of buildings and structures. Due to the need for sustainable construction, the development and use of the production process is important. The addition of supplementary cementations materials (SCM) to concrete is one way to reduce the environmental impact of the cement production process. SCM is a material that can replace ordinary cement when making concrete. This will reduce the energy consumption and greenhouse gas emissions associated with cement production. Examples of SCMs include waste materials produced in industrial processes such as fly ash, slag, lime mud, wollastonite, GGBS and silica dust. These compounds reduce the cement content while improving workability, strength and durability.
In addition, the use of SCM will increase the durability of concrete by reducing shrinkage and cracking, increasing chemical resistance and freeze-thaw resistance, and extending the service life of samples. The use of SCM in construction has the potential to increase the durability and performance of concrete while reducing the environmental impact of construction. The addition of SCM to the cement mixture is called ternary and quaternary binders, and these are another way to improve the properties of concrete. Many studies have been conducted to examine the microstructure, strength, and durability of quaternary concrete composites by considering the effects of various factors. In addition, the damage and performance of concrete produced from quaternary cement has been investigated using methods such as correlation of digital images.
II. OBJECTIVE
To bring out the weak concrete, it can be replaced by partially replacing the cement with fly ash at the rates of 5%, 10%, 15% and 20% and keeping the ideal fly ash replacement rate as one hundred, then add cement. in ordinary stone, there are additional minerals such as 0%, 5%, 10%, 15% and 20% wollastonite. fly ash partially replaces the cement.
III. MATERIALS
Concrete is made by mixing cement or glue for material or material to fill the gaps left by assembly and joints. This experiment was designed to determine how the combination of wollastonite-fly ash (WP-FA) affects the mechanical properties and durability of M40 concrete specimen. The strength of concrete containing 5%, 10%, 15% and 20% fly ash was investigated. The replacement of fly ash remained unchanged, while more cement can be replaced with mineral materials such as wollastonite (5%, 10%, 15%, 20%). The main components used in this study are water, fine and coarse aggregates, wollastonite-fly ash and cement. Quality data as per IS: 383-2016 Standards, IS: 383-2016 Water [Portable], Coarse Aggregate, Wollastonite Fly Ash Compliant.
Class 53 Common Portland Cement, adhering to IS: 269-2015
Fine Aggregate, adhering to IS: 383-2016
Coarse Aggregate, according to IS: 383-2016
Water [Portable]
Wollastonite & Fly ash
Super plastisizer Conplast wl xtra
IV. EXPERIMENTAL INVESTIGATION
|
Normal Consistency of Cement |
34% |
|
Setting Time of Standard Cement |
Intial -37 min Final - 562 min |
|
Specific Gravity Of Cement |
3.10 |
|
Fineness Test of Cement by Sieve Analysis |
97% |
|
Soundness of Cement |
3 mm |
|
Fineness Modulus of Fine Aggregate |
4.07 |
|
Fineness Modulus of Coarse Aggregate |
3.9 |
Specific Gravity of Fine aggregate |
2.56 |
|
Water Absorption Test on Fine Aggregate |
1.59% |
|
Bulking of Fine Aggregate |
30.73% |
Specific Gravity & Water Absorption of Coarse aggregate |
2.68 & 1.68% |
|
Specific Gravity of Wollastonite & Fly ash |
2.97 & 2.24 |
|
Size(µm) of Wollastonite & Fly ash |
< 1 to20 & < 10 to 100 |
|
Colour of Wollastonite & Fly ash |
White & Greyish white |
V. MIX DESIGN
|
Grade |
M40 |
|
Proportion |
1 : 1.65: 2.92 |
|
W/C ratio |
0.36 |
|
Cement |
414 Kg/m3 |
|
Fine Aggregate |
684 Kg/m3 |
|
Coarse Aggregate |
1208 Kg/m3 |
|
Water |
149 Kg/m3 |
|
Chemical admixture |
4.03 Kg/m3 |
VI. PERFORMANCE TESTING AND RESULTS
Table No. 6.1 Test results of Compressive Strength for 7, 14 & 28 days for M40
|
Mix % Replacement |
Compressive Strength for 7 days in MPa |
Compressive Strength for 14 days in MPa |
Compressive Strength for 28 days in MPa |
|
0%FA + 100% Cement |
30.46 |
43.38 |
49.29 |
|
5%FA + 95% Cement |
31.69 |
44.13 |
50.72 |
|
10%FA + 90% Cement |
32.85 |
45.89 |
51.84 |
|
15%FA + 85% Cement |
33.94 |
46.68 |
52.51 |
|
20%FA + 80% Cement |
29.64 |
41.35 |
48.63 |
|
15% FA+5%WP+80% Cement |
34.14 |
47.71 |
52.70 |
|
15% FA+10%WP+75% Cement |
34.89 |
48.04 |
53.64 |
|
15% FA+15%WP+70% Cement |
35.53 |
49.67 |
55.25 |
|
15% FA+20%WP+65% Cement |
34.77 |
48.41 |
53.39 |
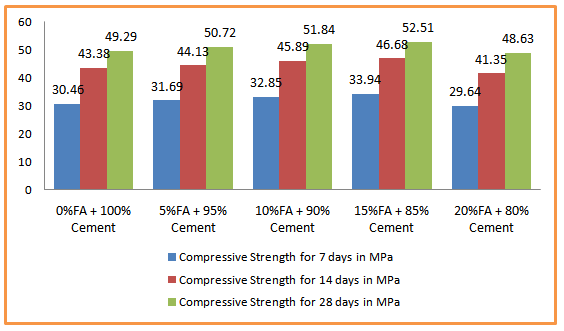
Graph No. 6.1 Development of Compressive strength after curing 7, 14& 28 days for M40
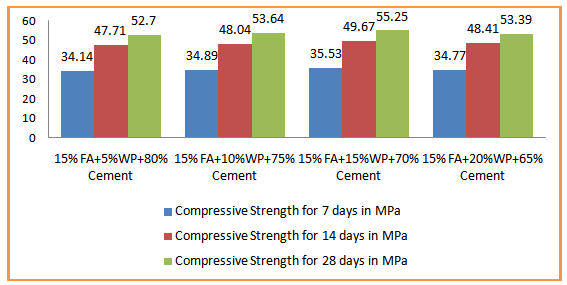
Graph No 6.2 Relation between optimum Fly ash (15%)+%WP replacement and Compressive strength
Table no 6.2 Test results of Split Tensile Strength for 7, 14 & 28 days for M40
|
Mix % Replacement |
Split Tensile Strength for 7 days in MPa |
Split Tensile Strength for 14 days in MPa |
Split Tensile Strength for 28 days in MPa |
|
0%FA + 100% Cement |
2.62 |
3.76 |
4.28 |
|
5%FA + 95% Cement |
2.69 |
3.83 |
4.31 |
|
10%FA + 90% Cement |
2.71 |
3.89 |
4.37 |
|
15%FA + 85% Cement |
2.83 |
3.96 |
4.46 |
|
20%FA + 80% Cement |
2.80 |
3.91 |
4.39 |
|
15% FA+5%WP+80% Cement |
2.89 |
4.02 |
4.50 |
|
15% FA+10%WP+75% Cement |
3.01 |
4.24 |
4.73 |
|
15% FA+15%WP+70% Cement |
3.62 |
4.77 |
5.12 |
|
15% FA+20%WP+65% Cement |
3.14 |
4.20 |
4.58 |
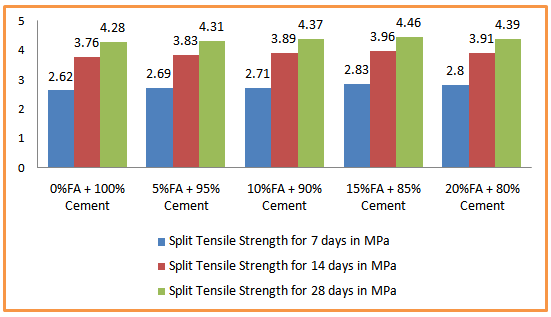
Graph No 6.3 Development of Split Tensile strength after curing 7, 14 & 28 days for M40
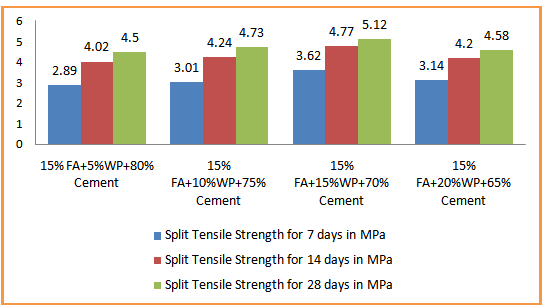
Graph No 6.4 Relation between optimum Fly ash (15%)+%WP replacement and Split Tensile strength
Table No 6.3 Test results of Flexural Strength for 7, 14 & 28 days for M40
|
Mix % Replacement |
Flexural Strength for 7 days in MPa |
Flexural Strength for 14 days in MPa |
Flexural Strength for 28 days in MPa |
|
0%FA + 100% Cement |
4.71 |
5.91 |
6.62 |
|
5%FA + 95% Cement |
4.92 |
6.72 |
7.04 |
|
10%FA + 90% Cement |
5.18 |
6.94 |
7.23 |
|
15%FA + 85% Cement |
5.57 |
7.13 |
7.59 |
|
20%FA + 80% Cement |
5.04 |
6.74 |
7.08 |
|
15% FA+5%WP+80% Cement |
5.58 |
7.17 |
7.64 |
|
15% FA+10%WP+75% Cement |
5.74 |
7.42 |
7.95 |
|
15% FA+15%WP+70% Cement |
6.02 |
7.86 |
8.28 |
|
15% FA+20%WP+65% Cement |
5.72 |
7.45 |
8.02 |
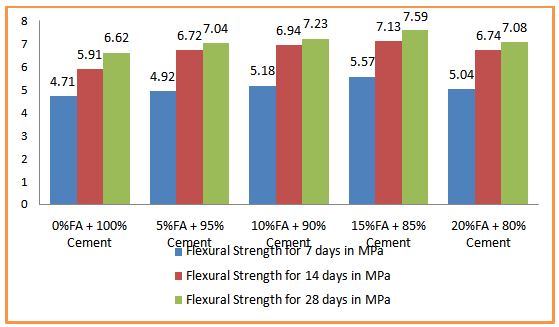
Graph No 6.5 Development of Flexural strength after curing 7, 14 & 28 days for M40
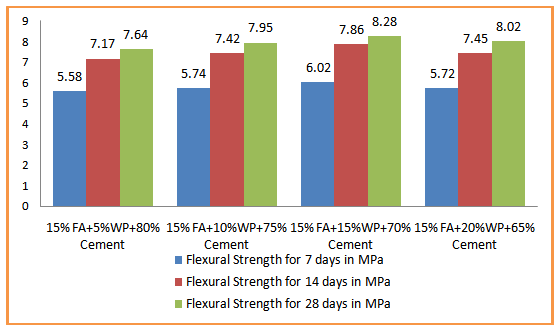
Graph No 6.6 Relation between optimum fly ash (15%)+%WP replacement and Flexural strength
Table no 6.4 Test results of Compressive, Tensile & Flexural Strength for 28 days for M40
|
Mix % Replacement |
Compressive Strength in MPa |
Tensile Strength in MPa |
Flexural Strength in MPa |
|
0%FA + 100% Cement |
49.29 |
4.28 |
6.62 |
|
5%FA + 95% Cement |
50.72 |
4.31 |
7.04 |
|
10%FA + 90% Cement |
51.84 |
4.37 |
7.23 |
|
15%FA + 85% Cement |
52.51 |
4.46 |
7.59 |
|
20%FA + 80% Cement |
48.63 |
4.39 |
7.08 |
|
15% FA+5%WP+80% Cement |
52.70 |
4.50 |
7.64 |
|
15% FA+10%WP+75% Cement |
53.64 |
4.73 |
7.95 |
|
15% FA+15%WP+70% Cement |
55.25 |
5.12 |
8.28 |
|
15% FA+20%WP+65% Cement |
53.39 |
4.58 |
8.02 |
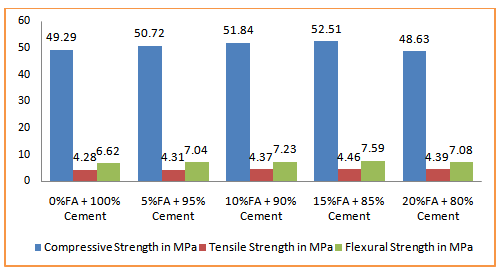
Graph No 6.7 Development of Compressive, Tensile & Flexural strength after 28 days for M40
It was found that when cement was replaced with 15% fly ash, the strength properties increased and then decreased. The maximum Compressive strength of the 15% fly ash mixture is 52.51 N/mm2, which is 6.53% higher than the reference mixture where as Tensile strength is 4.46 N/mm2 which is 4.20% higher than reference mixture and Flexural strength is 7.59 N/mm2 which is 14.65% higher than reference mixture. The change in strength properties with different proportions of fly ash replacement cement of class M40 is shown in Graph No 6.7.
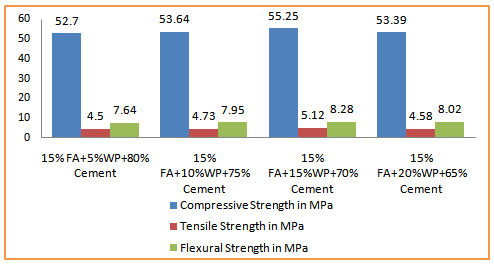
Graph No 6.8 Relation between optimum fly ash (15%)+%WP replacement and Compressive, Tensile & Flexural strength
Among all WP substitutes, the highest strength is achieved when mixed with grade M40, which contains 15% fly ash and 15% WP. As the WP content of concrete increases, its strength properties first increases up to 15% and then decreases. The maximum strength is achieved when the fly ash content is 15%, and 15% WP reaches a compressive strength of 55.25 N/mm2 which is 12.09% higher than the composite material where as tensile strength of 5.12 N/mm2 which is 19.62% is higher than the composite material and flexural strength of 8.28 N/mm2, which is 25.07% higher than the composite materials. The changes in the strength properties of WP concrete containing 15% fly ash and above are shown in Graph No 6.8.
A. Durability Test
The most immediate threat to the longevity of concrete is chloride assault. It accounts for over 40% of concrete structural failures. Chloride attack weakens the steel's resistance to deterioration in the presence of oxygen and water, hence decreasing the structure's longevity. Concrete cubes measuring 150 mm were cast and allowed to cure for a total of 28 days in order to conduct this test. Specimens were allowed to cure for 28 days before cube surfaces were cleaned and weighed. The specimens were submerged in a sodium chloride solution made by mixing 50 liters of distilled water with 5% sodium chloride salt (by volume of water). Periodically, the solution was examined. The specimens were taken out of the solution after 28 days. Table displays the percentage of strength reduction that was calculated.
Table no 6.5 compressive strength after exposure to 5% sodium chloride for a month
|
Mixes |
Compressive strength after 28 days of normal curing(MPa) |
Compressive strength after 28 days of sodium chloride curing(MPa) |
Reduction in strength % |
|
Conventional mix |
49.29 |
46.78 |
5.09 |
|
15% Fly ash + 15% WP + 70% Cement |
55.25 |
53.26 |
3.60 |
Conclusion
Based on the over investigate, the taking after investigation was carried out on fake concrete in which cement was in part supplanted with Fly fiery debris and the mineral added substance Wallostonite. 1) As the wollastonite proportion within the Concrete changes, its workability decreases. 2) It was found that the greatest quality within the add up to rate of cement altered with Fly fiery remains happened at 15% Fly ash. 3) Compared to other blends, the most elevated concrete properties were gotten with concrete blends containing 15% Fly fiery debris and 15% Wollastonite. 4) According to the test comes about, it was decided that the quality of the concrete combined with fly fiery debris and wollastonite expanded way better than the fly fiery remains concrete mixture. 5) It is seen that the utilize of 15% fly fiery remains increments the compressive quality by 6.53%, part pliable quality by 4.46% and twisting quality by 14.65% compared to ordinary concrete. 6) Compared to ordinary concrete, it is seen that the utilize of 15% Fly fiery remains and 15% Wallostonite increments the compressive quality by 12.09%, part malleable quality by 19.62% and twisting quality by 25.07%. 7) When half supplanted by 15% wollastonite cement and 15% fly fiery remains cement, it has exceptionally great resistance tochloride assault compared to ordinary concrete.
References
[1] In 2014, Rughooputh, R., and Rana, J. Adding ground-granulated blast furnace slag to concrete in place of some of the cement. Journal of Engineering and Applied Sciences: Emerging Trends, 5(5), pp. 340-343. [2] In 2017, Ravichandran, A., Muthadhi, A., and Ravram, M. research on the best ways to use GGBS in concrete. Journal of Innovation Science and Technology, 2(5), 773–779. [3] Misra, A., Gupta, R.C., Csetenyi, L., Gahlot, V., and Arora, A., together with P. Kalla, (2013). Investigations on the mechanical properties and durability of a combination of fly ash and wollastonite in concrete. Building Materials and Construction, 40, pp. 1142-1150. [4] Experimental Study on Mechanical Properties of Concrete Including Wollastonite and Ground Granulated Blast Furnace Slag As A Partial Replacement Of Cement, Vijay Bhudiya, Abbas Jamani, 2020 Journal of Engineering and Technology: International Research, Volume 7, Issue 6, pages 4559–4567 [5] \"Investigation on pastes and mortars of Portland cement admixed with wollastonite and micro silica,\" by G.D. Ransinchung and Brind Kumar. Journal of Civil Engineering Materials 2010 ASCE 39(12):25–31. [6] \"IS 10262-2009, Recommended Guidelines for Concrete Mix Design\" Standards, Bureau of Indian Standards, New Delhi, India, 2009. [7] Shikant Sharma, Sandeep Panchal, Amrit Kumar Roy, and Mohd. Mohsin Khan.\"Performance Comparison of Fly ash and Wollastonite micro-fiber in obtaining self compacting concrete mixes.\" Materials Today Proceedings, Vol. 1, pp. 1-6. Vol. 8, pp. 137–145, International Journal of Civil Engineering and Technology (IJCIET) [8] Supraxia Xavier Lopes and R. S. Chikkanagoudar (2020) Wollastonite as a Partial Cement Replacement and Its Impact on the Mechanical and Durability Properties of Concrete The International Research Journal of Engineering and Technology (IRJET) Volume 07 Issue 08 | August 2020 e-ISSN: 2395-0056 p-ISSN: 2395-0072; www.irjet.net [9] Mr Kartik Patel (2019) Result Of Wollastonite Then Ggbs By Way Of Part Paste Extra On The Assets Of Concrete, March 2019, Volume 6, Issue 1, International Journal of Research and Analytical Reviews, www.ijrar.org (E-ISSN 2348-1269, P- ISSN 2349-5138). [10] R. Bansal, V. Singh, R. K. Pareek, â?œEffect on Compressive Quality with Halfway Substitution of Fly Ashâ?, Universal Diary of Developing Innovations, ISSN 2249-3255, Volume 6, Issue 1, 2015, pp 1-6. [11] IS: 516-1959: Method of Test for Strength of Concrete. [12] IS: 5816-1999: Splitting Tensile Strength of Concrete Method of Test.
Copyright
Copyright © 2024 S. Harun Rasheed , Jollireddy Omprakash. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET66050
Publish Date : 2024-12-21
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online