

Ijraset Journal For Research in Applied Science and Engineering Technology
Evaluating the Microhardness Profiles in Friction Stir Welding of Dissimilar Alloys
Authors: Shahid Shafi, Dr Sachin Saini, Simranjit Singh
DOI Link: https://doi.org/10.22214/ijraset.2024.62025
Certificate: View Certificate
Abstract
Friction stir Welding (FSW) advancement is used generally in the utilization of present-day flying and vehicle industry for predominant fundamental mentioning. Such a joining technique is displayed to avoid serious twists and the made excess weights are exhibited as low when it is stood out from the traditional welding structure. In this research, focus on to identify the parameters that will provide the dissimiliar alloys of aluminium AA6061 and AA8011 with good microhardness properties. From the current study microhardness strength of dissimiliar alloys of aluminium varies with the rpm, feed rate and shoulder diameter of the tool. At 2000 rpm and 15mm/min welding speed strength of joints is low and at high rpm 2400 and welding speed 20mm/min micro hardness strength is always low but at a rotation speed of 2200 rpm and welding speed 20 mm/min maximum strength of the weld joint . Hence at high rotational speed rise in the temperature occurs and cause dissolution of precipitates which lowers the hardness and at low rotational speed less heat generation at the tool workpiece interface causing less refinement of grains which lower the hardness value. During tensile strength test fracture and cracks occurs at weld center line.
Introduction
I. INTRODUCTION
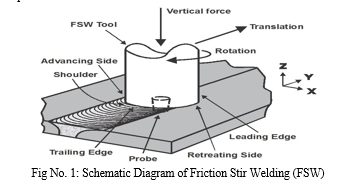
Friction stir welding (FSW) is a solid state welding below their melting point .Friction stir welding was developed in 1991 by the welding institute (TWI). Manufacturing of product requires the joining of materials at one point or the other during the product manufacturing. The process of welding with two basic types: solid-state welding and fusion welding. In fusion welding process, the joining process involves melting of the surfaces to be joined and upon solidification, the two materials become metallurgically bonded together. Solid-state welding on the other hand, affects the joining of materials at a temperature far below the melting point of the materials being joined. Solid-state welding and material processing are advanced welding and material processing technique that is developed, Friction stir welding and friction processing belong to a family of solid-state welding and material processing method with similar modes of operation.
Saini et al., (2022) evaluated the FSW joint of magnesium alloy AZ61a, discovered that the maximum microhardness and tensile strength were seen 1800rpm and 2000 rpm respectively at a welding speed of 20mm/min. the development of equiaxed grains in the TMAZ and stir zone was revealed by microscope analysis of the joints due to the dynamic recrystallization.
Kimura et al., (2021) the author of this work examined the impacts of tensile strength on the weld face properties of friction stir welded joints between pure copper and stainless steel as well as the effect on the tensile strength at various friction welding setting.
Pratap Kumar J(2021) The literature review suggests that more research attempts were made to weld the combination of copper and aluminium alloys; therefore, different optimization techniques were to be studied to optimize welding process parameters.
Kimura et al., (2020) In this review, the creators analyzed the impacts of joint elasticity at various welding conditions, as well as the impacts of rigidity on the weld faying surface properties of grinding welded joints between austenitic hardened steel (AISI 304) and unadulterated copper. inspected the joining peculiarity and the joint elasticity at various welding conditions
Wang et al., (2019) The authors conducted a thorough investigation into the effects of linear friction welding parameters on the microstructure, texture distribution, and mechanical properties of titanium alloy joints made of Ti-6.5Al-3.5Mo-1.5Zr-0.3.
Reddy, (2017) The audit expected to evaluate the welding connection of AA1100 and Zr705 composite using restricted part examination. With respects to Friction stir welding AA1100 and Zr705 combination, it was settled that the assembling pressure should be 1.25 times the frictional strain. The survey perceived ideal working conditions for good scouring welding of AA1100 and Zr705 blend, deciding a frictional pressure of 25 MPa, frictional time of four seconds, rotational speed of 2000 rpm, and delivering type of 31.25 MPa.
The writing survey referenced above made it clear that while a lot of examination has been done on FSW for similar welding aluminium alloys but very work has been found to be on dissimilar Aluminium alloys and that needs to be indepth exploration. In this exploration work, effect of changing the speed and feed will evaluate as information factors for the welding joints.
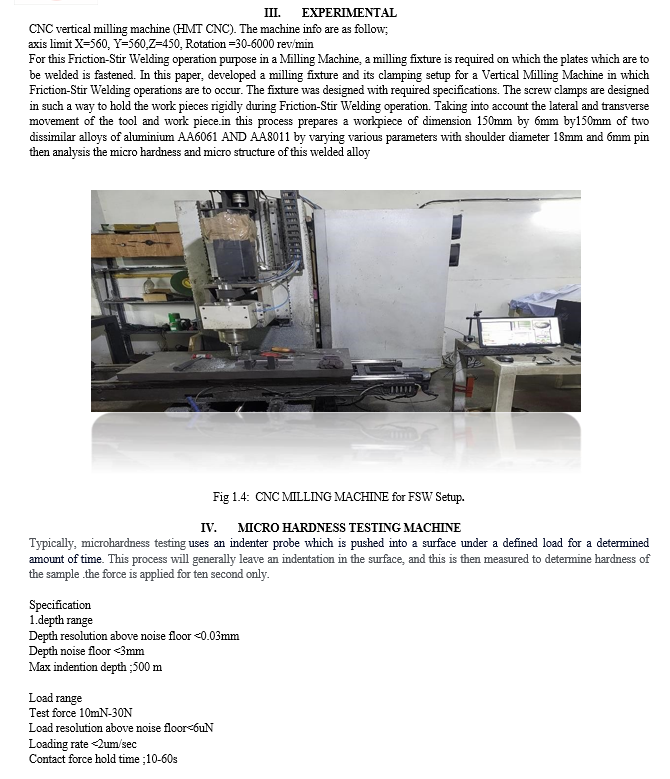
II. EXPERIMENTATION
A. Research Objectives
To determine and evaluate the AA6061 and AA8011 joints Micro hardness of FSW.
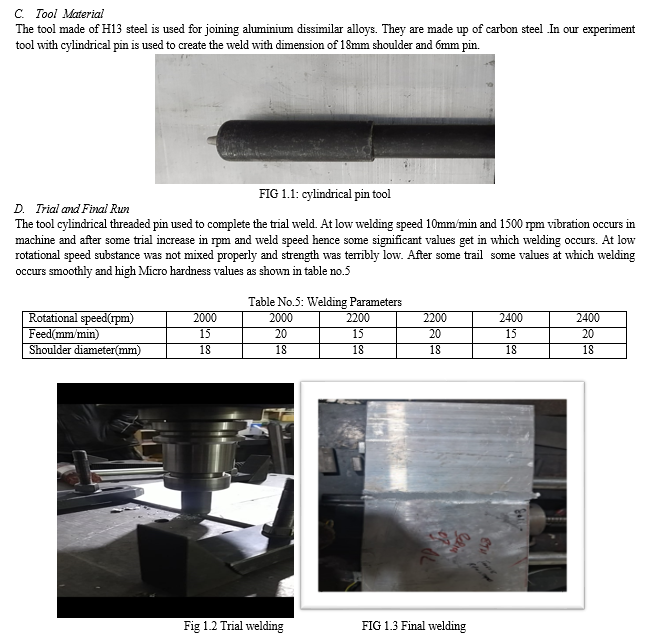
B. Material,Tool, and FSW Parameters
In this experiment AA6061-T6 and AA 8011 alloys with dimension 150mm by 150mm by 6mm.
Table 1: Nominal composition ofAA6061
|
ALUMINIUM |
97.9% |
|
|
MAGNESIUM |
1.0 % |
|
|
SILICON |
0.6% |
|
|
COPPER |
0.28% |
|
|
CHROMIUM |
0.2% |
|
|
AND SOME TRACE NUMBER OF OTHER ELEMENTS |
|
Table 2: Material properties
|
Name of material |
AA6061 |
|
Yield strength YS(MPA) |
276 |
|
Ultimate tensile strength UTS (MPA) |
310 |
|
Elongation e (%) |
16 |
|
Micro hardness (HV) |
165 |
Table.3: Nominal composition of AA8011
|
ALUMINIUM |
97.3 |
|
|
IRON |
0.6 |
|
|
SILICON |
0.50 |
|
|
MANGANESE |
0.20 |
Table .4 Material properties
|
Name of material |
AA8011 |
|
Yield strength (MPA) |
240 |
|
Ultimate tensile strength UTS (MPA) |
290 |
|
Elongation e (%) |
16 |
|
Micro hardness (HV) |
81 |
VI. FUTURE SCOPE
The future scope of FSW of dissimilar alloys of aluminium AA6061 And AA8011 are
- Axial force can be varied to observe the effect on micro structure view
- Friction stir spot welding can be used along with pre heating process
VII. ACKNOWLEDGMENT
The author is very highly thankful to RIMT university for providing the platform for this research work
Conclusion
From the current study the micro hardness of dissimilar alloys of aluminium varies with the rpm ,feed rate and shoulder diameter of the tool. At 2000 rpm and 15mm/min welding speed is low and at high rpm 2400 and welding speed 20mm/min microhardness is always low but finally at a rotation speed of 2200 rpm and welding speed 20 mm/min maximum micro hardness of the weld joint . Hence at high rotational speed rise in the temperature occurs and cause dissolution of precipitates which lowers the hardness and at low rotational speed less heat generation at the tool workpiece interface causing less refinement of grains which lower the hardness value.
References
[1] Hidetoshi Fujii, Ling Cui, Masakatsu Maeda, Kiyoshi Nogi, “Effect of tool shape on mechanical properties and microstructure of friction stir welded aluminum alloys”, Material Science Engineering Applications 2006; 419: pp.25–31. [2] Ericsson M. and Scandstrom R., “Influence of welding speed on the fatigue of friction stir welds and comparison with MIG and TIG”, International Journal of Fatigue, Vol.25, 2003; pp. 1379-1387. [3] K.Y. Benyounis, A.G. Olabi., “Optimization of different welding processes using statistical and numerical approaches – A reference guide”, Advances in Engineering Software, 39, 2008: pp. 483-496. [4] K. Elangovan, V. Balasubramanian, “Influences of tool pin profile and tool shoulder diameter on the formation of friction stir processing zone in AA6061 Aluminum alloy”, Journal of Materials and Design 29, 2008; pp.362–373. [5] Elangovan K, Balasubramanian V. “Influences of pin profile and rotational speed of the tool on the formation of friction stir processing zone in AA2219 Aluminum alloy”, Material Science Engineering Applications, 459, 2007; pp.7–18. [6] Scialpi A, De Filippis LAC, Cavaliere P. “Influence of shoulder geometry on microstructure and mechanical properties of friction stirwelded 6082 Aluminum alloy”, Journal of Materials and Design, 28, 2007; pp.1124–1129. [7] K. Kumar, Satish V. Kailas “On the role of axial load and the effect of interface position on the tensile strength of a friction stir welded Aluminum alloy”, Journal of Materials and Design, 29, 2008; pp.791– 797 [8] Y. Zhao, San-bao Lin, Lin Wu, Fu-xing Qu “The influence of pin geometry on bonding and mechanical properties in friction stir weld 2014 Al alloy”, Mater Lett 59, 2005; pp. 2948 – 2952. [9] V. Balasubramanian, “Relationship between base metal properties and friction stir welding process parameters”, International Journal of Advanced Manufacturing Technology, 36, 2008; pp. 877–882. [10] D.G.Hattingh “Characterization of the influences of FSW tool geometry on welding forces and weld tensile strength using an instrumented tool”, Journal of Materials Processing Technology, 2008; pp.46-57 [11] P. Ulysse “Three-dimensional modeling of the friction stir-welding process”, International Journal of Machine Tools & Manufacture, 42, 2002; pp.1549–1557. [12] K. Elangovan, V. Balasubramanian, M. Valliappan, “Influences of tool pin profile and axial force on the formation of friction stir processing zone in AA6061 Aluminum alloy”, International Journal of Advanced Manufacturing Technology, 38, 2008; pp.285–295. [13] Y. Tazaki, Y. Uematsu, K Tokaji “A newly developed tool without probe for friction stir spot welding and its performance”, Journal of Materials Processing Technology, 2010; pp. 844-851. [14] G Padmanabhan, V Balasubramanian “Selection of Friction Stir Welding tool pin profile, shoulder diameter & materials for joining AZ31B Mg alloy-An experimental approach”, Materials & Design, 2009; pp.2647- 2656. [15] H.J. Liu, H. Fujii, M. Maeda, K. Nogi “Tensile properties and fracture locations of friction-stir-welded joints of 2017-T351 aluminum alloy”, Journal of Materials Processing Technology, 142, 2003; pp.692–696. [16] Preetish Sinhaa, S. Muthukumaranb, S.K. Mukherjee “Analysis of first mode of metal transfer in friction stir welded plates by image processing technique”, Journal of Materials Processing Technology, 197 2008; pp.17–21. [17] Hasan Okuyucu, Adem Kurt, Erol Arcaklioglu “Artificial neural network applications to the friction stir welding of aluminum plates”, Materials and Design, 28, 2007; pp.78–84 [18] Ibrahim N. Tansel, Mustafa Demetgul, Hasan Okuyucu and Ahmet Yapici “Optimizations of friction stir welding of aluminum alloy by using genetically optimized neural network”, The International Journal of Advanced Manufacturing Technology, 48, 2009; pp.95–101. [19] Y. K. Yousif, K. M. Dawas, B. I. Kazem “Prediction of Friction Stir Welding Characteristic Using Neural Network”, Jordan Journal of Mechanical and Industrial Engineering, 2, 2008; pp.151–155. [20] A. K. Lakshminarayanan, V. Balasubramanian “Comparison of RSM with ANN in predicting tensile strength of friction stir welded AA7039 aluminum alloy joints”, Transactions of Nonferrous Metals Society of China, 19, 2009; pp.9-18. [21] Saini, S., Chohan, S, J., and Singh, K., (2022) “Evaluating the microstructural characteristics in Friction stir welding of Magnesium AZ61 a” in Material today: proceedings, Vol.48 (5), pp.1762-1768. [22] Singh, G., Saini, S., & Rana, A. (2022) ‘Experimental Investigation of the Friction Stir Welded Dissimilar Aluminium Alloys’ International Journal of for research in applied science and Engineering Technology (IJRASET). Vol. no.10(4), pp. 982-989. [23] Saini, S., Cheema, G., and Kang, S, A., (2013) “Some experimental Investigation in Friction Stir Welding of Magnesium AZ61A Alloy” proceedings of 3rd international conference on Production and Industrial Engg., CPIE 2013 Held at NIT, Jalandhar, pp.no.241-243. [24] Saini, S., Chohan, S, J., and Singh, K., (2022) “Evaluating the microstructural characteristics in Friction stir welding of Magnesium AZ61 a” in Material today: proceedings, Vol.48 (5), pp.1762-1768. [25] Gul, U., Saini, S., and Rana, A., (2023) “Evaluating the Microstructural Characteristics of Dissimilar AL Alloys Using FSW” Europeon Chemical Bulletin, 12(Special Issue 6), pp. 2630-2636. [26] Gul, U., Saini, S., and Rana, A., (2023) “Experimentally Investigation the FSW Of Dissimilar AL Alloys Using the Taguchi L-27 Approach” Europeon Chemical Bulletin, 12(Special Issue 6), pp. 2622-2629. [27] Arafat, Y., Saini, S., and Rana, A., (2023) “Numerical simulation of 7075 Aluminium alloy under high strain rates with different striker bar velocities of split Hopkinson pressure bar” International Journal of Engineering Research and Applications (IJERA), ISSN: 2248-9622, Vol. 13, Issue 5, May 2023, pp. 155-164, DOI: 10.9790/9622-1305155164. [28] Warris, M., Saini, S., and Rana, A.,(2022) “Latest Developments in Friction Welding- A Review” International Journal of for research in applied science and Engineering Technology (IJRASET) 2022-20232321-9653 Volume 11, Issue IV, April 2023, https://doi.org/10.22214/ijraset.2023.50021
Copyright
Copyright © 2024 Shahid Shafi, Dr Sachin Saini, Simranjit Singh. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET62025
Publish Date : 2024-05-13
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online