

Ijraset Journal For Research in Applied Science and Engineering Technology
Modelling, Simulation and Thermo-Mechanical FEA of Gas Tungten Arc Welding of Austenitic Stainless Steel
Authors: Sangameswaran U
DOI Link: https://doi.org/10.22214/ijraset.2024.61993
Certificate: View Certificate
Abstract
The objective of study variation of temperature in TIG welded SS 318 plate of 3 mm work piece thickness in this work thermal analysis with help of ANSYS workbench carried out for [ T -joint and corner joint] stainless steel base metal (ss) using gas tungsten arc welding process. thermo-mechanical simulation is developed. Comparison with the temperature measured by the thermos couple’s records shows result present test data. The major components developed for usage construction various grade of stainless steel like SS318 Land some various nuclear grade special material and various thickness.
Introduction
I. INTRODUCTION
Welding is material joining process which produces coalescence of materials by heating them to suitable temperature with or without the application of pressure or by the application of pressure alone with or without use of filler material. Welding is used for making permanent joints it is used for making permanent joints it is used in manufacture of automobile bodies, aircraft frames, railway wagon, machine frames, structural works, tanks, furniture, boilers, general work and shipping building.
II. WELDING TECHNOLOGY
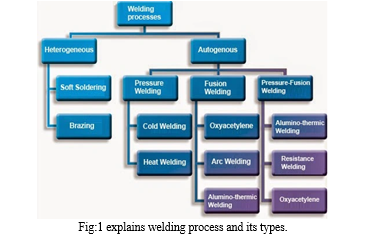
Welding technology is major part of any mechanical, manufacturing facility in world .it is considering most wide spread metal joining process in industries. Welding can be defined as any process in which two or more process piece of metal are joined together by application of heat, pressure or combination of both. Most of the welding processes may be group in to two categories
Pressure welding: welding achieved by apply of pressure.
Heat welding: welding achieves apply of heat.
III. BENEFITS &THREATS OF WELDING
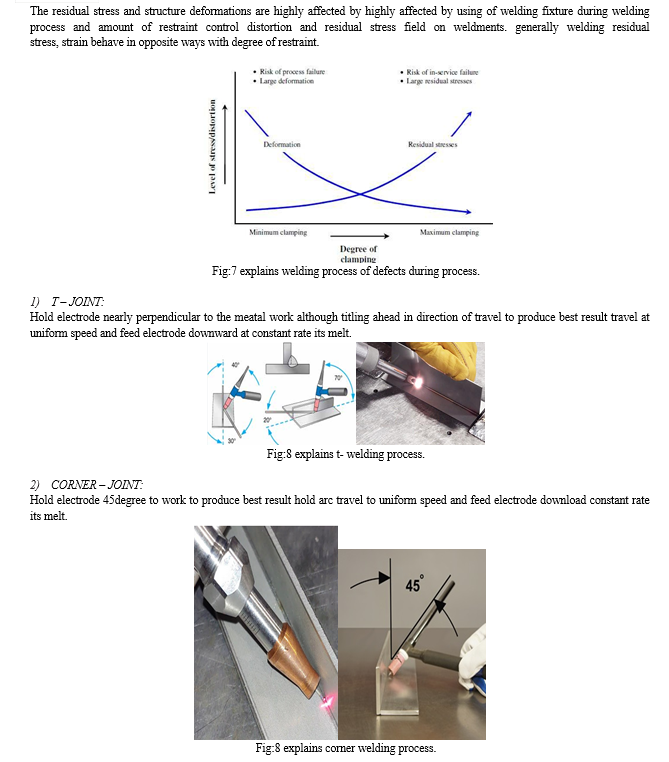
Welding represents most complex manufacturing process number of variable involved and factors contributing final output or response. Welding methods include thermal strains in weld metal and bade metal region near weld resulting in stress which is turn combine and react to produce internal forces cause bending, bulking, and rotation.
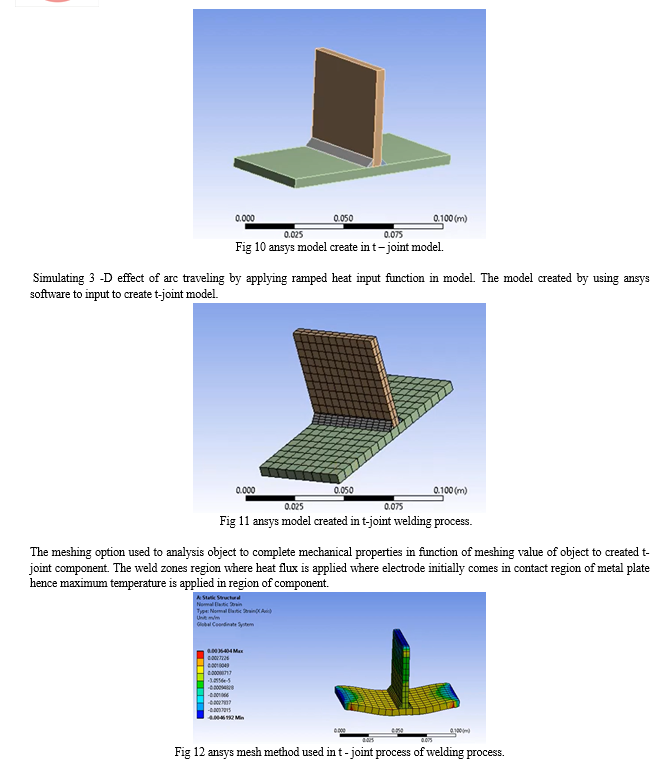
V. MODELLING OF TIG WELDING USING FEM
The process of forming FILLET joint and T – joint that joins two steel plate was simulated. The overall dimension adopted are 150 x 75 x 3mm. the welding procedure is moulded as a single pass inn analysis. Weldment was assumed to be symmetric so that one half of model was analysed. The FEA analysis was carried out in two steps non-linear transits thermal analysis conducted first to obtain temperature during welding process. Stress analysis was developed with temperature obtain from thermal analysis used as loading to stress model. The mesh used to stress analysis was identical to thermal analysis.
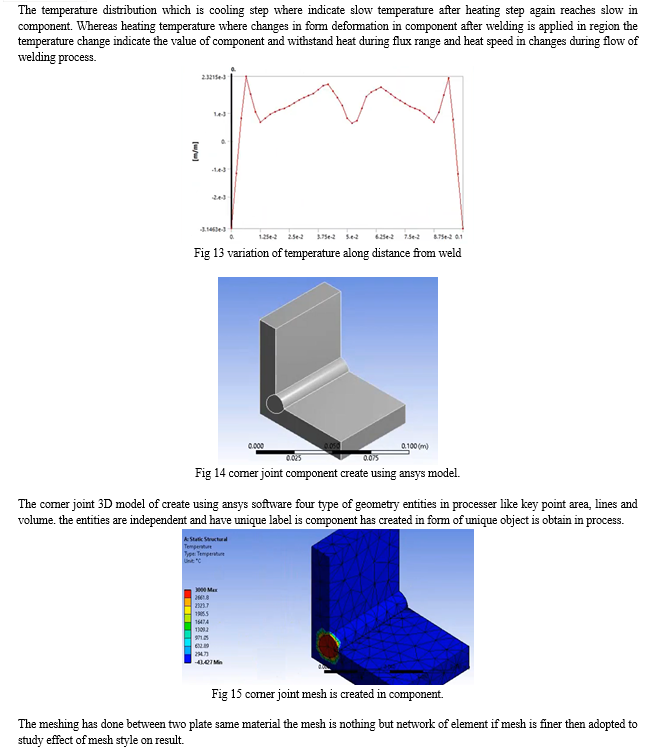
VI. PROBLEM DEFINITION
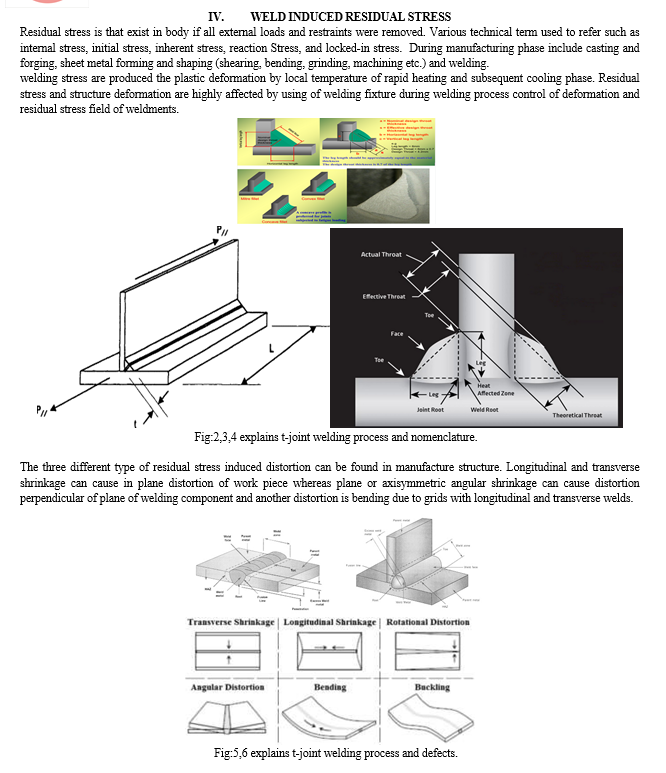
A finite element simulation of welding process included stress in fillet and t joint plate is presented. In fusion welding weldment is locally heated by welded heat source. Due to non-uniform temperature distribution during thermal cycle incompatible strains lead to thermal stress. These incompatible strains due to dimensional changes associated with solidification of weld metal metallurgical deformation and plastic deformation are source of residual stress and distortion welding induced residual stress and distortion can play important role in reliable design of welding joints and welded structures here a finite element simulation of welding temperature distribution welding -induced residual stress and distortion in fitted and t joint are presented.
|
Parameter |
specification |
|
Supply voltage |
30 – 450 volts |
|
Frequency |
50 |
|
Phase |
3 phases |
|
Max input amps |
40 – 80 amps |
|
Kva |
30 |
|
Range of hand amps |
40 -450 amps |
|
Shielding gases |
Argon |
|
Tungsten electrode |
2% thoriated tungsten |
|
Polarity |
Dc – dcen |
|
Workpiece |
150 x 75 x 2mm |
VII. EXPERIMENTAL RESULTS
Experimental results are carried out on SS318 plate 150 x 75 x 2mm dimension parameters shown below
|
s.no |
parameter |
unit |
Level - 1 |
Level - 2 |
|
1. |
Welding current |
A |
70 |
80 |
|
2. |
Welding voltage |
V |
14 |
15 |
|
3. |
Welding speed |
mm |
2 |
2 |
|
4. |
Thickness of the plate |
mm /sec |
1.5 |
2.5 |
The process of finite element method:
Finite element method used to solve physical method in engineering analysis and design. The mathematical method is solved and checked for accuracy refinement is required. the level of accuracy, shape and section by linking optimization techniques wit finite element method.
The procedure for ANSYS analysis consists of three main steps build model, obtain solution, review results. FEA reduce design manufacturing cost and useful when manufacturing process to verify final stage before prototype.
|
Pre – processing phase |
Solution phase |
Post – processing phase |
|
Geometry definitions |
Element matrix formation |
Post solution operation |
|
Mesh generation |
Overall matrix triangularization |
Post data printout |
|
Constraint and load definitions |
Calculation of displacements stress |
Post data scanning |
|
Model displays |
|
Post data display |
|
Material definitions |
|
|
VIII. MECHANICAL ANALYSIS
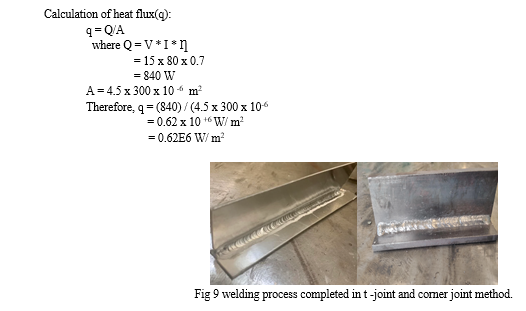
To evolute the distortion and residual stress heat transfer analysis performed in order to find nodal temperature as function in time. second part of analysis non linear structural analysis was carried temperature where obtain to heat transfer analysis.
|
s.no |
Voltage V |
Current I |
Area A m2 x10 -6 |
Efficiency ? |
Heat Q = VI ? watts |
Heat flux, q=Q/A(W/m2 x10+6 |
|
1. |
15 |
80 |
4.5 x 300 |
0.6 |
720 |
0.53 |
|
2. |
15 |
70 |
4.5 x 300 |
0.7 |
735 |
0.54 |
|
3. |
15 |
80 |
4.5 x 300 |
0.8 |
960 |
0.71 |
|
4. |
15 |
70 |
4.5 x 300 |
0.9 |
945 |
0.7 |
|
5. |
15 |
80 |
4.5 x 300 |
0.75 |
900 |
0.66 |
|
6. |
15 |
70 |
4.5 x 300 |
0.65 |
682 |
0.50 |
Various experimental methods for measuring temperature developed in welding but experiment measures are costly and time consuming so that FEM model enough for getting better results with negligible variation of experimental results so simulation process carried out were welding application deals with complex products.
|
Welding current amp |
Welding voltage volt |
Efficiency % |
Area mm2 |
Heat flux W/m2 |
Temperature distribution °C |
|
80 |
15 |
0.6 |
1350 |
0.53E6 |
320.4 |
|
80 |
15 |
0.65 |
1350 |
0.57E6 |
350.1 |
|
80 |
15 |
0.7 |
1350 |
0.62E6 |
372.1 |
|
80 |
15 |
0.75 |
1350 |
0.66E6 |
379.1 |
|
80 |
15 |
0.8 |
1350 |
0.71E6 |
405.1 |
Conclusion
Development of 3-dimentional thermos-mechanical finite element model of welding process describes in this work. The heat flux is calculated and input for finite element analysis in corner and t-joint plates. analysis of weld joint process condition carryout Realtime to save money, time, resources. Maximum temperature of 503°C was observed by applying heat flux value of 0.84 x 106 W/m2 variation of temperature welding voltage joint efficiency and weld plate is observed. Temperature is gradually increasing from 294 -370°C voltage is varied from 12 to 15V. coupled field analysis is caried out to estimate residual stress the maximum induced stress observed due to temperature distribution of 503° is 136 Mpa. Resultant distortion observed in weld plate is 0.043mm.
References
[1] Krutzg.w and segerlind L>J ‘finite element analysis of welded structures welding journal, vol57(7),1981p211-216. [2] RadajDheat effect of welding springer -verlag ISBN3-540-54820-3,1992. [3] L.E.lingdren and karlsson L deformation and stress in welding of shell structure international journal for numerical method in engineering vol.25,1988,635-655. [4] ANSYS user manual, revision 9.0,2008. [5] American welding society structural welding code steel -steel,1996. [6] Frewin Mand scott D finite element model of pulsed laser welding welding reserch supplement jan 1999,p-16.
Copyright
Copyright © 2024 Sangameswaran U. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET61993
Publish Date : 2024-05-12
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online