

Ijraset Journal For Research in Applied Science and Engineering Technology
Non-Destructive Testing in Engineering
Authors: Faseela M K, Sreechitra P, Fathima Sherin M K
DOI Link: https://doi.org/10.22214/ijraset.2024.65577
Certificate: View Certificate
Abstract
Non-destructive testing (NDT) methods are a group of tests allowing one to detect external (surface) as well as internal defects of a structure. It is mandatory to test any material prior to taking into use for engineering purpose or other uses; whether it meets the laid down requirement as per standard specification or not to help in financial saving and prevent failure in service. This review article provides the earlier, recent advances and research about Non-Destructive Testing (NDT) such as Visual Inspection (VI), Liquid Penetration Testing (LPT), Magnetic Particle Inspection (MPI), Ultrasonic Testing (UT), Radiographic Testing (RT), Acoustic Emission Testing (AET), etc in various fields.
Introduction
I. INTRODUCTION
Non-destructive Testing is one part of the function of Quality Control and is complementary to other long established methods. By definition non-destructive testing is the testing of materials, for surface or internal flaws or metallurgical condition, without interfering in any way with the integrity of the material or its suitability for service.
The technique uses a variety of principles; there is no single method around which a black box may be built to satisfy all requirements in all circumstances. NDT is a mechanism used by engineers to detect, defects or damage in structure and materials, either during the manufacturing process or in service.
The methods used are ultrasonics, radiography, magnetic particles, eddy’s current, visual methods and dye penetrant, etc. As an industrial test method, this NDT method provides a cost-effective means of testing while protecting the object’s usability for its designed purpose.
NDT techniques provide cost-effectiveness of testing of samples for individual examination & investigation. Non-Destructive Evaluation (NDE) or NDT involves the identification & characterization of defects or damage on the surface and interior of materials without altering the material
II. NON-DESTRUCTIVE TESTING METHODS
These Non-Destructive testing methods plays important role in the testing of complex materials. Numbers of techniques or methods are used in the complex NDT field including, Radiographic Testing, Visual Testing (VT) or visual inspection (VI), ultrasonic testing, thermographic testing, infrared thermography testing (IRT), acoustic emission testing (AE), acoustic-ultrasonic, electromagnetic testing, stereography testing, optical testing, liquid/ dye penetrant testing and magnetic particle testing.
Damage to complex materials can occur during material processing, manufacturing of the component, or in-service activities. In which porosity, cracks, and exfoliation are very common defects. [1]
Non-Destructive Testing (NDT) techniques or methods mainly depend on four criteria:
- Type of material
- Type of defect or damage
- Defect size
- Location of a defect.
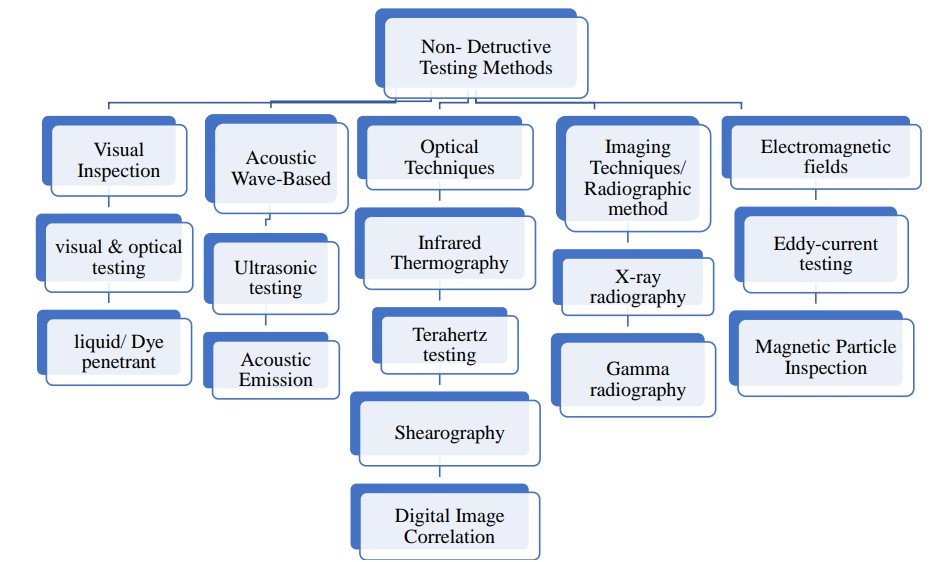
Fig 1Classification of non destructive methods[2]
A. Visual Inspection
Visual Testing is the most common technique based on visible defects on the surface, such as damage, corrosion, cracks, misalignment, and more. The accuracy of inspection can be aided using optical instruments such as magnifying glasses or computer-assisted systems. This method is inherent in most other types of NDT techniques. It is rapid and economical to perform, but expertise is required, and the outcome depends on the viewer's skill[3]
VT method requires 3 primary conditions these are:
- Good sight to see what you are looking for
- Adequate lighting
- Experience to identify and solve problems.[4]
Hand-Held lenses Measuring Magnifiers Microscopes Rigid Borescopes Endoscope Advantages and applications
The most important advantage of the visual inspection is its quick process. The other advantage of visual inspection is the relative affordability of the process [5]
Applications
- Inspection of plant/ systems/ component for any leakage, abnormal operation etc
- Misalignment of parts in equipments.
- Corrosion, erosion, cracks, fractures in etc
- Defects in weldments such as surface cracks, lack of penetration, porosities etc[6]
1) Liquid/ Dye Penetrate Method: [7],[8]
Liquid/Dye penetrate testing is an easy Non-Destructive Testing (NDT) method used to find surface defects in metals and many non-metals by penetrating liquid. Materials that are analyzed by this method are metals (aluminum, copper, titanium, steel, and so on.), glass, rubber etc.
The process involves the following steps:
Apply liquid penetrant: A liquid penetrant, often red in color, is applied to the surface of the material being tested. The liquid is usually applied with a brush or aerosol.
Let it sit: The liquid penetrant needs time to seep into any cracks or other defects in the surface. The time required depends on the material and the size of the defect, but is typically around 10 minutes.
Remove excess penetrant: Excess liquid penetrant is removed with clean, lint-free cloths.
Apply developer: A developer, which is a light-colored powder absorbent, is applied to the surface. The developer draws out some of the liquid penetrant that has seeped into the surface openings.
Inspect: The part is examined for indications of defects. The length of the indication is measured, rather than the size of the flaw.
Clean: The part is cleaned to remove all of the developer [9] Advantages
- Easy to learn, economical, and analyse a wide range of materials and compounds.
- This method can be used to analyse metals and non-metals and very sensitive to detect small surface cracks and defects.
- Post-emulsifiable system can analyse broad, shallow defects.
- Good for high volume production
Applications
Some common applications include the aerospace, automotive, manufacturing, and construction industries. The method is used to detect surface-breaking defects in materials such as cracks, porosity, leaks, and fatigue cracks.[10]
B. Wave- based Method
The wave-based method is a pre-deterministic prediction technique to resolve steady-state potent problems and is developed to solve some of the frequency limitations established by element-based prediction methods. This include ultrasonic testing, acoustic emission and acoustic wave based.
1) Ultrasonic Testing (UT)
Ultrasonic testing is a non-destructive inspection method that uses higher frequency sound waves. evaluation system consists of a transmitter and receiver circuit, transducer tool, and display devices. Based on the information carried by the signal, crack location, flaw size, its orientation and other characteristics could be achieved[5]
Basic equipment uses for typical ultrasonic inspection:
- Ultrasonic Flaw detector
- Probes
- Probe lead
- Couplant[4]
Advantages of Ultrasonic Flaw Detection
- Thickness and lengths up to 30 ft can be tested
- Position, size and type of defect can be determined.
- Instant test results.
- Portable.
- Extremely sensitive if required.
- Capable of being fully automated.
- Access to only one side necessary.
- No consumables.[11]
Application
There are many applications of ultrasonic flaw detectors that include detection of abnormalities in metals, composites, polymers, ceramics, etc.
A transducer is used in ultrasonic testing to both make vibrations and receive the echoes that are returned, and the returned signal may be transformed into a waveform pattern that can be studied. Aerospace, oil and gas, and power generating are all common applications of flaw detectors.[12]
2) Radiography
It is one of the earliest NDT techniques however, due to health and safety measures alternative methods are replacing it for some applications in the industry. This method is suitable for the determination of internal defects in ferrous and nonferrous metals and other materials.[4]
Modern radiographic methods
Modern radiographic methods in non-destructive testing (NDT) include Digital radiography, Real-time radiography, Computerized radiography and Neutron radiography [4]
- Digital Radiography: This method is advanced and progressed after speed and memory storage growth of computers that allow the production of digital images and covert, stored and displayed on relatively. It permits the use of large digital X-ray images. Use: at hospitals, at airports for scanning of luggage also at industrial radiography.
- Real-time Radiography: In this method, conveys the radiographic image to a screen display and looks as it occurs in real-time. it converts the radiation into light by the fluorescent screen. Therefore, it is called fluoroscopy. Use: the airport system used digital radiography are real-time system.
- Computerized Tomography: Used in medical applications and in the industry.
- Neutron Radiography: Neutron radiography uses neutrons in place of X-rays or gamma rays to pass from the object and expose the film. In X-ray and gamma rays, radiation is absorbed with more dense material and pass-through lighter materials, whereas in neutron radiation it absorbs light materials and passes through the dense materials.
Advantages of Radiographic Testing
- Discontinuity Evaluation: RT can easily locate internal structural discontinuities using visual comparison with known geometric features of the test object.
- Versatility: RT can be applied to most types of materials.
- Volumetric Inspection: RT is considered by many to be the most universal approach to volumetric examination.
- Clarity: RT inspections yield a visual rendition of internal voids and fabrication errors that is readily interpretable.
- Records: RT inspections create a lasting record of the inspection. When image quality indicators (IQIs) are used, they show how sensitive the test was and produce a digital record of the test object for later viewing.
- Sensitivity: RT can detect small changes in thickness and density, down to about 1%, along the path of the X- ray beam.[13]
Application
Radiographic Testing (RT) can be used on a wide range of materials, including metals, composites, and concrete. Its ability to offer detailed internal imaging, high penetration capability, and permanent records makes it invaluable for ensuring the integrity and safety of critical components and structures[13]
C. Optical Techniques: [14]
Optical NDT has attracted more attention in recent years, mainly because of its non-destructive imaging properties with high sensitivity and precision.
1) Infrared Thermography NDT
IR thermography is a technique for producing an image of the invisible to our eyes infrared light emitted by objects due to their thermal condition. Infrared thermography NDT is a new discipline, with the advantages of being fast, and providing non-contact, non-interaction, real-time measurements over a large detection area with a long range. Currently, infrared thermography NDT is widely used in aviation, aerospace, machinery, medical, petrochemical, power and other fields. United States, Russia, France, Canada and other countries have applied the infrared thermography technology widely in aircraft composite structures the internal defects and adhesive bonding quality testing, skin riveting quality testing. Infrared thermography is based on the temperature difference.
There are two types of thermography:
- Active Thermography (AT): is defined as applying a stimulus to a testing object to cause the testing target to heat or cool in such a way that the characteristics of the target are observed when viewed by thermal image.
- Passive Thermography (PT) is defined as measuring the temperature variations between the testing object surroundings under various ambient temperature conditions
Advantages of thermal and infrared testing:
- Both active and passive techniques can be used for various components or assemblies to detect various conditions
- Inspections under high temperature is possible
- Thermal testing can be carried out on materials such as composites which are tough to test with other NDT methods
Applications
- In the military: they used this system for several years for reconnaissance, target acquisition, heat demanding missiles, fire control and navigation.
- Civil: they use in law enforcement, fire-fighting and building integrity.
- In medical: uses depend on the fact that damaged biological tissues are hotter than normal tissue, so IR can be used for mammography, injury of soft issue and arterial constriction.
- Environmental applications: include earth resources, pollution control and conservation of energy. • Industrial uses: include predictive maintenance and in manufacturing of products.
2) Terahertz (THz) Technology
THz waves refer to electromagnetic waves with frequencies ranging from 0.1 THz to 10 THz. Terahertz wavelength ranges approximately 0.03 mm to 3 mm, in between microwave and IR. The internal structure of the testing object is determined by analyzing changes of the THz signal. THz imaging has advantages in the detection of internal flaws for non-metallic material. The THz wave can pass through opaque materials (like fabrics and plastics) and detect internal flaws which visible light cannot detect.
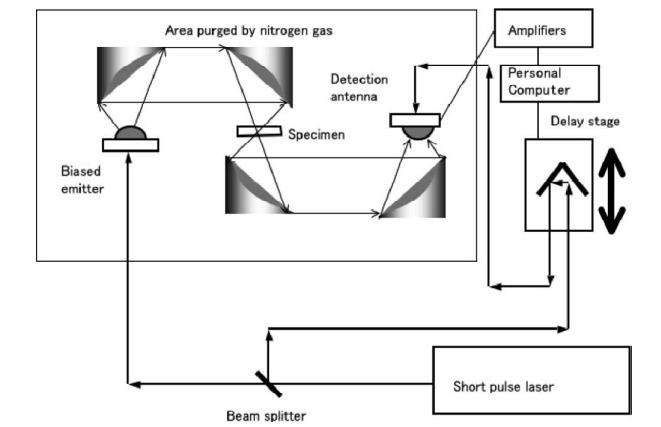
Fig 2 A standard THz-TDS imaging system[15]
Application of THz techniques:. Most important application for THz technology is in the area of THz time- domain spectroscopy or T-ray imaging. The system induces THz short waves into a material, which interact with different phases, defects or damage. Internal structure within the material is determined by detection and analysis of reflected or transmitted THz waves. The THz- based NDT technique is usually implemented through
D. Shearography
Shearography is a technique in interferometry that uses a single laser beam to illuminate an object and a shearing device to observe the scattered light, allowing for the detection of interference patterns without the need for reference waves.
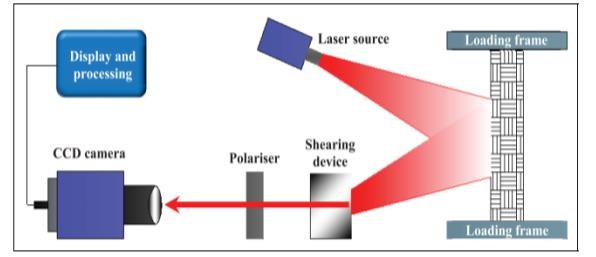
Fig 3: A Shearography system[2]
A typical shearography setup is shown in figure-3. A laser beam light up a sample surface and the beam is then scattered and reflected. The speckle pattern is imaged through a shearing device (Michelson interferometer) which divides it into two clear images with one being monitored during deformation. A controlled stressing method is necessary and is applied through thermal, vacuum, vibration, microwaves or mechanical loading.
This interferometric pattern is then captured and recorded by a CCD (Charge Coupled Device) camera, which results in a periphery pattern that contains structural information.
Advantages:
As a non-contact test with high rates of coverage there are a number of advantages offered by shearography, including:[16]
- Large Area Testing
- Lifecycle Support.
- Material Use
- Inspect Complex Structures
- Range of Detection
- Outperforms other NDT Techniques
Applications
Shearography has already received considerable industrial acceptance, in particular, for non-destructive testing. In non-destructive testing, shearography reveals defects in an object by identifying defect-induced deformation anomalies. Other applications of shearography include strain measurement, material characterization, residual stress evaluation, leak detection, vibration studies and 3-D shape measurement.[17]
E. Digital Imaging Correlation (DIC)
DIC is a simple and economic optical NDT technique for analyzing strain & displacement. Through DIC technology one can measure mechanical properties of different materials break up even at a high temperature. It is useful for non-contact and remote measurement; various types of materials in different temperatures; from RT (Room Temperature) to high-temperature measurement and can be used at the micro, macro, and nano- scales
F. Electromagnetic Fields: [18] [4]
- Eddy’s Current Testing: Michael Faraday, an English scientist, first discovered Eddy Currents in 1832. Eddy currents are generated through a process called electromagnetic induction.
Advantages
- It can be used to locate and measure various physical properties
- This method can be used as an automated high-speed testing process i.e., encircling coils
- It will give excellent reproducibility of the results
- Unwanted signals can be suppressed
- This method does not require Couplant
- No need to contact the part under analysis
Applications
Eddy Currents can be used for crack detection, material thickness, coating thickness, conductivity measurement for material identification, heat treatment monitoring.
- Magnetic Particle Testing: [4]
This method is a comparatively simple NDT method that can be used in the detection of surface and sub-surface flaws in magnetic materials. If the magnetic particles are introduced to this surface, they will be held in place by the flux leakage to give a visual indication.
Advantages of Magnetic Particle Testing:
- It is a sensitive method for locating surface and sub-surface flaws in ferromagnetic materials
- This method is easy and simple to learn
- Components of any size and shape can be tested
- Cracks that are filled with foreign material can be detected
- Non-metallic inclusions may be located
- Very rapid method for detection
- An indication of defects is formed virtually instantaneously
Application
This testing method is widely used in the industry for final evaluation of manufactured components, receiving inspection, and in process evaluation for quality control
III. ADVANCED NDE TECHNIQUES FOR INDUSTRIAL APPLICATION [19] [4]
Advancement in science & technology has brought forth several NDE techniques with enhanced capabilities for identification, characterization, and sizing of discontinuities.
A. Infrared Thermography
Infrared thermography is a technique for non-contact measurement or mapping of spatial distribution of temperature over the surface of any component. It is based on the principle that any object above absolute zero temperature emits electromagnetic radiations.
- IR thermography has got the unique distinction among NDT techniques because of its fast results, adaptability to inspect hostile/ inaccessible areas, free from any unsafe radiations, and ability to provide both qualitative and quantitative information on the inspection
B. Phased Array Ultrasonic Technique (PAUT)
Conventional ultrasonic instruments employ single or dual transducers to transmit and/or receive sound waves. Hence, they suffer the constraints of fixed angle scanning, longest inspection periods due to multiple angle scans, and a risk of missing defect signals.
- Phased array ultrasonic testing technique works on the same principle and a single frequency but contains an array of transducers that can be pulsed in groups for phased transmission of sound waves and propagation of sound waves in a range of angles covering a wider path.
- Scan time is considerably reduced; the probability for detection of defect improves and is extensively used in rail, aerospace, and chemical/petrochemical industries
C. Ultrasonic Time of Flight Diffraction Technique (TOFD)
The conventional ultrasonic testing technique is versatile in the detection of defects and their orientation but is inadequate in precise characterization and sizing of defects.
- Time of Flight Diffraction (TOFD) technique derived on the same ultrasonic principle is more appropriate for precise measurement of dimensions of defects for repair/ remedial actions.
- When an ultrasonic pulse encounters a defect, the pulse is diffracted at the edges of the defect. The difference in time of flight of initial pulse and echoes diffracted from the edges of defects is measured for location and precise sizing of defects and this technique is known as time-of-flight diffraction technique.
- By measuring the transit time between diffracted echoes from the top and bottom of defect, we can assess the depth and size of defects. Both Phased Array Ultrasonic Testing and Time of Flight Diffraction techniques provide real time image with precise location and are non-hazardous
D. Impact -Echo Testing technique
This technique is based on the use of mechanical impact generated compression waves that travel through the structure and are reflected by internal flaws and external surfaces.
- Impact Echo can be used to measure the thickness of slabs, plates, columns and beams, and hollow cylinders. It can also be used to determine the location and extent of flaws such as cracks, de-laminations, and voids, honeycombing and debonding in concrete structures.
- Impact Echo testing consists of measuring both the time record and frequency spectrum associated with a mechanical impact on the surface of a structure. It is non-destructive and requires only one surface of the structure to be exposed.
E. Remote Visual Inspection
Remote Visual Inspection is a Non-Destructive Testing technique used to detect and examine a variety of visible flaws; such as cracks, corrosion, contamination, structural integrity, and other discontinuities in inaccessible, remote locations.
- Remote visual inspection technique has made extensive advancements from simple bore scope, endoscope to video scope. We have miniature cameras and optical lens which can be used to access even very small-bore locations such as heat exchangers, drain headers and stacks.
- The benefits of RVI include inspection at confined spaces, lesser operational& safety risks, enhanced image resolution and permanent documentation.
IV. USES/APPLICATION OF NDT
Industries can be vast and varying, and some of the fields that incorporate NDT, along with some non- destructive testing examples are as follows[21]
- Electronics and Semiconductors- The electronics industry relies on NDT to ensure the quality of microelectronics.
- Aerospace and Aviation- In the aerospace and aviation industries, applications of NDT are paramount to ensuring aircraft safety as its purpose revolves around the design, manufacturing, and maintenance of aircraft, and related components
- Marine Industry- Applications of NDT are crucial in the marine industry for ship hull inspection, underwater pipeline assessment, and welding integrity checks.
- Quality Control in Manufacturing- Manufacturing processes demand precision and consistency. Quality control in manufacturing involves monitoring and ensuring consistency, reliability, and performance of products throughout the manufacturing process.
- Medical Devices and Healthcare- NDT plays a role in the medical field by ensuring the safety and functionality of devices like implants and surgical instruments
- Oil and Gas Industry- Applications for NDT are used in the Oil and Gas Industry to assess the condition of pipelines, tanks, and other critical infrastructure
- Nuclear Industry- The nuclear industry relies on NDT to inspect reactor components, pipelines, and storage containers for potential defects.
- Petrochemical Industry- In the petrochemical industry, NDT helps inspect equipment like tanks and Pipelines for Corrosion and defects.
- Automotive Sector- In the Automotive Industry, NDT is used to assess the safety and performance of vehicle components
- Construction and Infrastructure- NDT is essential in construction to evaluate the structural integrity of buildings, bridges, and other infrastructure.
- Power Generation-Power generation facilities require continuous monitoring to prevent failures.
- Historical Preservation-Historical preservation benefits from NDT applications to assess the condition of artefacts and structures.
- Renewable Energy-NDT Techniques are crucial in renewable energy, solar panel assessments, and geothermal infrastructure inspections.
- Food and Beverage Industry-NDT is used in the food and beverage industry for quality control in packaging, detecting contaminants, and assessing the integrity of processing equipment.
Conclusion
Non-Destructive Testing methods are invaluable as a tool for testing and analysis, as may be required during various stages within the lifetime of a composite product. . It is clear that each technique has its own potential but rarely achieves the capabilities for a fullscale diagnosis of possible defects and damage evaluation in a composite system. So, the combination of two or more techniques is used in order to get better result and increase the effectiveness of investigation. NDT can be performed on metals, plastics, ceramics, composites and coating in order to detect cracks, internal voids, surface cavities, delamination and any type of flaws that could lead to premature failure. The reliability and confidence level of non-destructive test is typically increased by using multiple test methods. There are variety of techniques used in NDT and each techniques have variety of applications in various fields. Some of the techniques and its applications are discussed in this paper
References
[1] Dwivedi S, Vishwakarma M and Soni A, “Advances & Researches on Non-Destructive Testing”, Materials Today: Proceedings, 2018, 5(2018),3690-3698 [2] Wang B, Zhong S, Lee T, Fancey K and Mi J, “Non-destructive testing & evolution of composite materials/ structures: A state-of-the-art review”, Advances in Mechanical Engineering, 2020, 12(4),1-28 [3] Raja Babu, “Non-Destructive Testing Methods in Civil Engineering”, Advances in civil engineering [4] Richa Patel, Dhara Patel , Dhananjay Meshram “A Review on Non-Destructive Testing (NDT) Techniques: Advances, Researches and Applicability”, International Journal of Current Science Research and Review ISSN: 2581-8341 Volume 05 Issue 04 April 2022. [5] S.Gholizadeh, “A review of non-destructive testing methods of composite materials”,XV Portuguese Conference on Fracture, PCF 2016, 10-12 February 2016 [6] https://fractory.com/non-destructive-testing/ [7] Non-Destructive Testing (NDT) – Guidance Document: An introduction to NDT common Methods, 2015, (2),1-57 [8] Willcox M and Downes G., “A Brief Description of NDT Techniques”, Insight NDT Equipment Ltd, 1-22 [9] https://www.iricen.gov.in/LAB/res/html/Test-35.html [10] https://www.onestopndt.com/ndt-articles/liquid-penetrant-testing-basics-usage-and-benefits#applications- of-liquid-penetrant-testing [11] Mark Willcox & George Downes, “A Brief Description of NDT Techniques”, [12] https://modsonic.com/ultrasonic-flaw-detectors-applications/ [13] https://www.asnt.org/what-is-nondestructive-testing/methods/radiographic-testing [14] Tian G, Zhu Y, Lu R. S, and Zhang H, “A Review of Optical NDT Technologies”, Sensors, 2011, 2011(11),7773-7798 [15] Siegel, P.H. Terahertz technology. IEEE Trans. Microw. Theory Tech. 2002, 50, 910-928. [16] https://www.twi-global.com/technical-knowledge/faqs/what-is-shearography#Advantages [17] Y.Y. Hung , H.P. Ho, “Shearography: An optical measurement technique and applications”, Materials Science and Engineering: R: Reports Volume 49, Issue 3, 21 April 2005, Pages 61-87 [18] Rao BPC, Jayakumar T and Thirunavukkarasu S, “Non-Destructive Testing Methods for Investigation Of Surfaces Of Materials”, Proc. International Conf on Surface Techniques, 2001, 1-10 [19] Michael MR and Patel RD, “Advance NDE Technique for Industrial Applications”, Indian National Seminar & Exhibition on Non-Destructive Evaluation, [20] Mathew R, Mathew M, Sreeshma PS, and Meera B, “Non-Destructive Testing of Structures”, International Journal of Engineering Research & Technology (IJERT), 2016, Special Issue-2016, 1-4 21. https://www.onestopndt.com/ndt-articles/non-destructive-testing-applications
Copyright
Copyright © 2024 Faseela M K, Sreechitra P, Fathima Sherin M K. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET65577
Publish Date : 2024-11-27
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online