

Ijraset Journal For Research in Applied Science and Engineering Technology
Occupational Risk Assessment using Bow Tie Method in Chemical Industry
Authors: Shubham Bhatt
DOI Link: https://doi.org/10.22214/ijraset.2024.63230
Certificate: View Certificate
Abstract
This study applies Bow Tie Analysis to the storage area of a small chemical factory which is associated with paint manufacturing. The analysis focuses on potential causes and consequences of a fire in the storage area, giving emphasis to the existing safety barriers and escalation factors which may influence the behaviour of the barriers. In this paper, a semi quantitative method BTRA (Bow Tie Risk Assessment) of estimating and evaluating the overall risk is used where the results of the bow tie diagram are used as input data and the risk for each consequence is calculated using a risk matrix. The findings highlighted critical weaknesses in current safety practices of the organisation as the risk associated with each consequence was “high” and “very high”. Therefore, practical improvements to enhance risk management were suggested to improve overall safety.
Introduction
I. INTRODUCTION
In the chemical industry, the storage of hazardous chemicals in the form of raw materials or finished goods, present a lot of risks that can lead to severe accidents if not managed properly. Small chemical factories often do not pay attention to fire and safety measures due to several reasons such as lack of awareness, careless attitude, limited resources and a lack of specialized safety personnel. Therefore, these facilities even though covering a small area can be more vulnerable to accidents, which can have severe consequences for both the workforce and the surrounding environment. Among the various potential consequences, fire is one of the most critical and is capable of causing widespread damage, severe injuries, and even fatalities.
The storage area in a paint factory usually has a variety of chemicals which serve as raw material for the products, each with its own hazards. Inadequate and improper storage methods, such as improper separation of incompatible chemicals, lack of maintenance of storage containers, absence of fire suppression systems can significantly increase the risk of a fire. Apart from this, human factors, such as insufficient training and not following safety protocols, may increase this risk. Electrical faults, leaks, and equipment malfunctions are also common causes of fires in such factories. Bow Tie Analysis is a qualitative risk assessment tool that shows a simple and comprehensive visualization of the path or route from potential causes to an accident (top event) and its consequences. This method is useful in complex environments like chemical storage areas, where multiple factors can contribute to a hazardous event. Bow Tie method helps in identifying and analysing both preventive barriers which are the measures to prevent the occurrence of the top event and mitigative barriers which are the measures to reduce the impact of the top event. Apart from this it also helps to identify the escalation factors which are the factors that may reduce the effects of the barriers. The name of this method is because of the shape which is created after completing the diagram which resembles a Bow Tie.
In this paper, a semi-quantitative method BTRA Bowtie Risk Assessment of estimating and evaluating the risk was used, having the results of the Bowtie diagram as input data. The analysis aims to identify the potential causes of fire, the preventive barriers that can be implemented to mitigate these risks, and the possible consequences along with the mitigative barriers to reduce their impact.
The findings from this analysis will give us a numeric value for the risk associated with each consequence. The BTRA method estimates the level of risk and assesses the risk for each consequence. These consequences are identified and showed in the Bowtie diagram. This method serves as an easy method for small chemical factories looking to enhance and evaluate the effectiveness of their safety measures. Implementing the suggested improvements can reduce the likelihood of fire incidents, hence protecting both workers and property.
II. LITERATURE REVIEW
Risk management in small chemical factories usually lacks the complexity and effectiveness found in larger operations. Common methods like HAZOP and FMEA are not used often due to their complexity, resource demands and lack of knowledge. Bow Tie Analysis acts as a simplified yet comprehensive visual tool that can help by clearly illustrating risk pathways and control measures.
The Bowtie methodology is a significant tool in risk analysis, widely recognized for its ability to provide a comprehensive visualization of risk management systems and their interconnections with various risk controls. Vashishta (2023) provides a comprehensive overview of the Bowtie methodology, emphasizing its ability to go beyond traditional risk assessments by linking risk controls directly to underlying management systems. This method is noted for its effectiveness in communicating risk issues to non-specialists and its suitability for high- hazard industries, such as steel making. The paper concludes that Bowtie diagrams complement existing risk analysis tools, providing a live source of knowledge that supports critical decision-making across various levels of an organization .Jacinto and Silva (2010) explore the Bowtie method's application in a semi-quantitative assessment of occupational risks. Their case study focuses on steel-blasting accidents in shipbuilding yards, using the Eurostat variable "contact-mode of injury" to classify critical events. This approach encourages detailed analysis of individual accident types by constructing separate diagrams for each modality of contact. The study demonstrates that, even when used qualitatively, the Bowtie diagram helps distinguish between prevention and protection barriers, ultimately aiding in a more detailed and systematic risk assessment process .Lewis and Smith (2010) present practical insights from applying the Bowtie methodology across various sectors. Their paper discusses the history, application, and benefits of the Bowtie method, noting its utility in structured risk assessment and communication. The authors emphasize that the Bowtie method clearly links control measures to management systems and is effective for qualitatively assessing and demonstrating risk control across different types of risks .Fiorentini and Marmo (2018) focus on the proper application of the Bowtie method according to guidelines developed by the Centre for Chemical Process Safety (CCPS). They stress the importance of accurately defining elements like human errors and barrier failures to ensure high-quality risk analysis and effective barrier management. This work highlights potential misuse and confusion in Bowtie applications, underscoring the need for proper training and adherence to established guidelines .Khan and Abbasi (2001) introduce the Optimum Risk Analysis (ORA) methodology, comparing it with traditional methods. Although not exclusively focused on the Bowtie method, their study on the sulfolane manufacturing industry provides insights into systematic risk assessment processes. ORA's four-step process— hazard identification, hazard assessment, consequence analysis, and risk estimation— parallels the structured approach of Bowtie diagrams, emphasizing efficiency, accuracy, and cost-effectiveness .Zeverdegani et al. (2016) assess chemical risks in a laboratory setting using three different techniques, including the Chem-SAM model, UOW method, and SQRA method. Their findings indicate that while each method has its strengths, consistent risk levels across methods suggest the importance of selecting appropriate techniques based on specific contexts. This comparative analysis underscores the versatility and adaptability of various risk assessment methodologies, including the Bowtie method, in scenarios .De Ruijter and Guldenmund (2016) conduct a systematic review of the Bowtie method, distinguishing between its qualitative and quantitative applications. Their analysis explores why and how the Bowtie method is used, providing a comprehensive overview of its definitions and implementations across various industries. This review highlights the Bowtie method's flexibility and effectiveness in visualizing and managing risks, supporting its broad applicability and utility in both academic and practical contexts .In summary, the Bowtie methodology is a robust and versatile tool in risk analysis, providing clear visualization and communication of risks and controls. Its ability to integrate with existing risk management systems and support detailed, structured assessments makes it valuable across various high-risk industries.
III. METHODOLOGY
In this paper, a semi-quantitative method (BTRA – Bowtie Risk Assessment) of estimating and evaluating the fire risk was used, the method having the results of the Bowtie diagram as input data. In this method the following terms were used:
Harm – physical injury or damage to health ; Hazard – any potential source of harm ; Hazardous event (Top Event) – the moment when control over the hazard/risk is lost;
Base Severity (Gb) - determines the nature and type of impact that could occur assuming that a consequence has occurred;
Adjusted Severity (Ga) - nature and type of impact that could occur w.r.t. the reactive barrier effectiveness and escalation factors assuming that a consequence has occurred; Base Probability (Pb) – probability that the cause will occur;
Adjusted Probability (Pa) - probability of the cause w.r.t. the proactive barrier effectiveness and escalation factors;
Risk (R) – combination of the probability of occurrence of harm and the severity of that harm;
Efficiency (E) – it is an assessment of how effective prevention and protection measures are in controlling risk;
Escalation Factor (FE) – are those factors that act on barriers and prevent them from performing the function of safety or protection.
Risk (R) is a combination of SEVERITY (G) and PROBABILITY (P), Usually R=G × P.
A risk matrix, presented in Table 1, is used to estimate and assess the risk.
|
PROBABILITY OF THE TOP EVENT |
IMPACT OF THE TOP EVENT |
|||||
|
|
Insignificant (1) |
Minor (2) |
Significant (3) |
Major (4) |
Severe (5) |
|
|
Almost certain (5) |
Medium 5 |
High 10 |
High 15 |
Very High 20 |
Very High 25 |
|
|
Likely (4) |
Medium 4 |
Medium 8 |
High 12 |
High 16 |
Very High 20 |
|
|
Moderate (3) |
Low 3 |
Medium 6 |
Medium 9 |
High 12 |
High 15 |
|
|
Unlikely (2) |
Very Low 2 |
Low 4 |
Medium 6 |
Medium 8 |
High 10 |
|
|
Rare (1) |
Very Low 1 |
Very Low 2 |
Low 3 |
Medium 4 |
Medium 5 |
|
Table 1: Risk matrix
Table 1 consists of the representation of the consequences on people, assets, environment and reputation, on a scale of severity with values from 1 to 5 and on a scale of the probability of injury / damage with values from 1 to 5. In this matrix, the level of risk is represented on 5 areas: very low, low, medium, high and very high.
A symmetric 5x5 matrix was used to represent the level of risk. Through this matrix we can find the overall risk my multiplying the value of severity/consequence and probability. For example if the Consequence = 5 that means the effects of that accident is severe (or Consequence = 4) and Probability of that accident = 1 it will be chosen as Medium risk level because even though that accident has severe effects like death (example: explosion) the probability of that accident happening is less as it is well kept under control. Similarly there may be accidents with low severity but high probability of occurring but the level of risk may still be medium or high because of the high value of probability.
A. Likelihood/Probability of Harm
When the likelihood of harm is assessed, the presence of existing control measures and the escalation factors has been taken into account. These measures should be clearly documented so that the basis of the assessment will be clear when the assessment is revised or updated at a later. Legal requirements, codes of practice and guidance published by regulatory agencies indicate appropriate controls for specific hazards.
B. Severity of Harm
When potential severity of harm is being assessed, the following should be considered.
- How the person is likely to be affected?
- What harm will result?
Care should be taken to ensure harm category definitions reflect both (short term) health and safety consequences and (longer term) health effects, e.g. hearing loss. Both these types of harm need to be looked at, as there can be a tendency to focus only on short term risks.
C. Determining of Risk
As per BS 8800:2004 the risk is determined by estimating the potential severity of that event and the likelihood of that event taking place. It is often helpful to develop a series of categories for the severity and likelihood of harm to enable comparable events to be grouped and assessed together. This is the basis of the risk matrix approach, used for illustration throughout the remainder of this annex. It is important to define the categories with enough clarity so that it is easy for the person conducting the risk assessment at different times within the organization. Clear definition of the terms "likely", "unlikely" or "very unlikely" is necessary to interpret these consistently, and to ensure they are used consistently over time.
The description of the significance of the risk areas is presented in Table 2.
Table 2: Significance of risk areas Risk level Description
|
Risk Level |
Description |
|
|
1-4 |
Very Low or Low |
Tolerable |
|
4-9 |
Medium |
ALARP |
|
10-25 |
High or Very High |
Intolerable |
When the estimated values for Severity and Probability are low and the risk levels resulting from the value of the level of Seriousness multiplied by the level of Probability are less than or equal to 3, the risks are considered low. Risk levels in the range 4 - 9 are considered medium level and classified as ALARP (as low as reasonably practicable). These risks are tolerable but must be constantly monitored, as they may become intolerable (namely loss of safety and occurrence of injury) at the slightest deviation from safety rules. Risks with levels above 10 are high risks that cannot be tolerated and assumed. Of course, depending on the particular security criteria of an organisation, these scales may be changed accordingly by the assessment team before the risk assessment begins. The efficiency of the controls along with the description of each category is described in Table 3.
Estimating the effectiveness of controls is a particularly important step in risk assessment, as the safety of workers depends on how those barriers control hazards/risks. The probability of material injury or severity of damage depends on the effectiveness of the controls.
Table 3: Classification of efficiency of controls/barriers
|
EFFICIENCY |
On a scale of 5 |
Description |
|
Very Low |
1/5 |
This barrier has minimal impact on reducing the probability or consequence of the event. |
|
Low |
2/5 |
This barrier has a small impact on reducing the probability or consequence of the event. |
|
Moderate |
3/5 |
This barrier has a noticeable impact on reducing the probability or consequence of the event |
|
High |
4/5 |
This barrier has a significant impact on reducing the probability or consequence of the event |
|
Very High |
5/5 |
This barrier has a very strong impact on reducing the probability or consequence of the event, almost eliminating it. |
D. Calculation of Risk
To calculate the risk we will use a systematic approach to first estimate the probability of the top event given the likelihood of its causes, rated on a 1-5 scale, and then multiplying it with the severity of each consequence to find the risk associated with each consequence.
The approach involves mapping the scale values (1-5) to numerical value of probabilities for ease of calculation, performing probability calculations using Fault Tree Analysis (FTA) rules, and then converting the results back to the 1-5 scale.
|
SCALE VALUE |
PROBABILITY |
|
1 |
0 |
|
2 |
0.25 |
|
3 |
0.5 |
|
4 |
0.75 |
|
5 |
1 |
Table 4: Scale to probability mapping table
The first step is to define a mapping between the 1-5 scale and probabilities. For simplicity, we assume the scale maps linearly to probabilities: 1 corresponds to 0 (no probability), 2 corresponds to 0.25, 3 correspond to 0.5, 4 correspond to 0.75 and 5 corresponds to 1 (certainty). It is important to note that the probability values do not represent the actual probability values for the causes but are only assumed for ease of calculation.
With these probabilities determined, we then compute the probability of the top event using FTA rules. This involves applying AND/OR gate rules, as appropriate. For this project OR gate is assumed. We apply the formula:
P (Top Event) =1− (1−P (A)) × (1−P (B)) × (1−P (C)) (1)
which helps to find the probability of atleast one cause occurring. This is derived from the formula:
P(A∪B∪C)=P(A)+P(B)+P(C)−P(A∩B)−P(A∩C)−P(B∩C)+P(A∩B∩C)
Where A, B, C are assumed as the causes of the top event.
NOTE: In case of only two causes A and B, C can be assumed as 0 and (1) can be implemented OR another formula may be used:
P (Top Event) = P (A) + P (B) − P(A) × P(B)
After calculating the probability of the top event, the next step is to convert this probability back to the 1-5 scale. This is done using the same mapping definition established earlier. The result will be rounded as necessary. This provides a structured and easy to use approach to estimate the probability of a top event from the causes rated on a 1-5 scale. By mapping scale values to probabilities, performing FTA-based calculations, and converting the results back to the original scale, this method ensures consistency and ease of interpretation.
While performing Bow Tie analysis the probability and severity values have to be adjusted according to the effectiveness of the proactive and reactive barriers respectively as well as the escalation factors. For that we will estimate the adjusted probability and severity through expert opinion, judgement and observation.
Now the base probability (Pb) for a cause would be on a scale from 1-5 as per the risk matrix. Now this probability has to be adjusted as per the effectiveness of the barriers. For that we find out the adjusted probability (Pa) for each barrier.
Similarly, the Severity (Gb) of a certain consequence will be decided from a scale of 1-5 with 5 being the most severe. Now this severity has to be adjusted as per the effectiveness of the barriers. For that we find out the adjusted severity for each barrier (Gai).
Total risk= Pt * Gan (2)
Therefore, the step wise methodology is as follows:
- Identify the top event to be studied and evaluate the possible causes that could lead to it.
- Evaluate the consequences that can arise if the top event occurs.
- Evaluate the base probability and base severity for each cause and consequence respectively.
- Identify the proactive and reactive barriers in place and the escalation factors for each barrier.
- Evaluate their effectiveness of each barrier on a scale of 1-5 (Table 3) keeping in mind the escalation factors.
- Evaluate the adjusted probability and adjusted severity for each cause and consequence respectively keeping in mind the barrier effectiveness.
- Calculate probability that atleast one cause will occur (Pt) using eq. (1) and Table 4.
- Calculate risk for each consequence using (2).
IV. EXPERIMENTAL RESULTS AND DISCUSSIONS
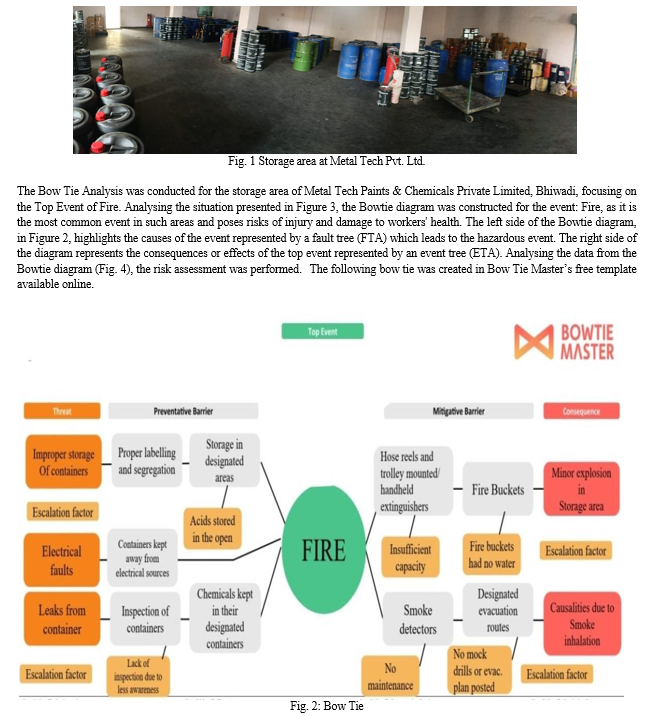
Table 5 identifies and analyses the causes and proactive measures as well as their efficiency. The base probability, adjusted probability is evaluated.
Table 5: Analysis of causes and proactive measures
|
Cause |
Existing Proactive Barriers |
Existing Escalation Factors |
Escalation Factors Control |
Effectiveness of Barriers |
Base Probability (Pb) |
Adjusted Probability (Pa) |
|
Improper storage of containers |
- Proper labelling
areas |
Acids stored in the open |
Follow proper storage rules. |
3/5 |
2 |
3 |
|
Leaks from container |
-Storage in designated containers -Regular inspection |
Lack of inspection due to less awareness |
Training workers |
4/5 |
2 |
3 |
|
Electrical Faults |
-Containers kept away from electric sources. -Regular inspection |
N/A |
N/A |
5/5 |
1 |
1 |
|
Values of adjusted probability according to table 4: 0.5,0.5,0 |
||||||
Putting the values in (1), Assuming P (A) =0.5; P (B) = 0.5; P(C) = 0 P (top event) = Pt = 0.75
Converting this value back to scale from Table 4, Pt = 4
Table 6 identifies and analyses the consequences and reactive measures as well as their efficiency. The base severity, adjusted severity and total severity is calculate
|
Consequence |
Existing Reactive Barriers |
Escalation Factors |
Escalation Factors Control |
Effectiveness Of Barriers |
Base Severity (Gb) |
Adjusted Severity (Gan) |
|
Minor explosion in storage area (C1) |
-Hose Reels -Trolley mounted extinguishers (Foam) -Fire buckets |
-Firefighting equipment was of insufficient capacity. -Absence of automatic suppression systems -Fire buckets had no water. |
-Installation of required and sufficient firefighting equipment. |
3/5 |
2 |
3 |
|
Casualties due to smoke inhalation (C2) |
-Smoke detectors -Designated evacuation routes |
-No maintena- nce of smoke detectors. - No mock drills or evacuation plan posted. |
-Maintenance of smoke detectors -Training of Employees.. |
2/5 |
4 |
5 |
Table 6: Analysis of consequences and reactive measures
Calculating the risk level for each consequence, C1 and C2.
|
Calculation of the total risk level for C1 (Pt *Ga1) |
|
|
Probability (Pt) |
4 |
|
Severity of C1 (Ga1) |
3 |
|
Total Risk = |
12 (High risk) |
Table 7: Risk level for C1
|
Calculation of the total risk level for C2 (Pt *Ga2) |
|
|
Probability (Pt) |
4 |
|
Severity of C2 (Ga2) |
5 |
|
Total Risk = |
20 (Very High risk) |
Table 8: Risk level for C2
V. DISCUSSION
Bow Tie Risk Assessment was performed at Metal Tech Private Limited, Bhiwadi which is a paint manufacturing company. The Bow Tie assessment was performed in the storage area of the factory where various flammable chemicals and finished products were stored. These chemicals were used as raw materials in the form of solvents for paints etc. The risk assessment was done in a semi quantitative way using risk matrix and in such a way that it can be implemented in small factories which lack resources to perform a complex risk assessment. Bow Tie was used to represent the causes and consequences in a visual manner so that it is easy to understand.
The Bow Tie Analysis revealed significant gaps in the current safety practices of Metal Tech Pvt. Ltd. Paint and Chemical Factory. It was seen that even though most chemicals were stored in an organised manner, the acid containers were stored in the open and exposed to the heat outside. They were also stacked without any support which could result in any container toppling over at any point. The existing fire fighting measures were not enough to extinguish or control a big fire/explosion which is very much possible because of the quantity of flammable chemicals stored. There was an absence of suppression systems. The workers were also not aware enough about basic fire fighting technique and fire safety. This resulted in the “high” and “very high” risk consequences which needed to be addressed immediately.
Addressing the identified causes and enhancing the existing barriers are important for mitigating the risk of fire. The proposed measures were practical and cost-effective, making them suitable for implementation in small scale operations. The method of risk assessment demonstrated is easy to perform and can help to visualise all the causes and consequences of the top event. Calculation of the risk associated with each consequence is simple and less complex and will help small scale industries conduct risk assessments in an effective way.
VI. LIMITATIONS
The following method has some limitations:
- It is suitable for up to 3 causes at a time as the calculations may get complex after that.
- The method doesn’t deal with the real probabilities of the causes and consequences as it is semi quantitative. Instead a scale from 1-5 is used.
Conclusion
Analysing the results obtained in this paper, the following can be concluded: The Bowtie methodology has proven its efficiency and effectiveness in identifying causes and effects in the event of occurrence of a Hazardous Event (Top Event). Visualizing the causes, consequences, barriers and escalating factors helps in the identification of possible vulnerabilities and the taking of necessary measures so that the hazardous event does not occur. Bow Tie Analysis combined with risk matrix is an effective and easy to use tool for managing, visualising and quantifying risks in small scale factories with limited safety measures and resources. Focusing on the top event of fire, this study highlighted critical gaps and proposed suitable barriers to enhance safety. Implementing these measures can significantly reduce the likelihood of accidents and improve overall risk management.
References
[1] Cockshott J.E. (2005): Probability bow-ties: a transparent risk management tool. Process Safety and Environmental Protection, ISSN 0957-5820, Vol. 83, no. 4, pp. 307-316, https://doi.org/10.1205/psep.04380 [2] Mokhtari K., Ren J., Roberts C., Wang J. (2011): Application of a generic bow-tie based risk analysis framework on risk management of sea ports and offshore terminals. Journal of Hazardous Materials, ISSN 0304-3894, Vol.192, no. 2, pp. 465-475, https://doi.org/10.1016/j.jhazmat.2011.05.035 [3] Aqlan F., Mustafa Ali, E. (2014): Integrating lean principles and fuzzy bow-tie analysis for risk assessment in chemical industry. Journal of Loss Prevention in the Process Industries, ISSN 0950-4230, Vol. 29, no. 1, pp. 39-48, https://doi.org/10.1016/j.jlp.2014.01.006 [4] Jacinto C., Silva C. (2010): A semi-quantitative assessment of occupational risks using bow-tie representation. Safety Science, ISSN 0925-7535, Vol. 48, No. 8, pp. 973-979, https://doi.org/10.1016/j.ssci.2009.08.008 [5] Chevreau F.R., Wybo J.L., Cauchois D. (2006): Organizing learning processes on risks by using the bow-tie representation. Journal of Hazard Material, ISSN 1873-3336, Vol. 130, no. 3, pp. 276-283, https://doi.org/10.1016/j.jhazmat.2005.07.018 [6] Ferdous R., Khan F., Sadiq R., Amyotte P., Veitch B. (2012): Handling and updating uncertain information in bowtie analysis. Journal of Loss Prevention in the Process Industries, ISSN 1873-3352, Vol. 25, no. 11, pp. 8-19, https://doi.org/10.1016/j.jlp.2011.06.018 [7] The Bowtie method. CGE Risk, https://www.cgerisk.com/knowledgebase/The_bowtie_method [8] Levis S., Smith K. (2010): Lessons Learned from Real World Application of the Bow- tie Method. 6th Global congress on process safety (GCPS 2010), https://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.466. 3566&rep=rep1&type=pdf [9] British Standards Institution. (2004), BS 8800:2004 Occupational health and safety management systems — Guide. BSI. [10] Vashishta, S. (2023). Overview of Bowtie Methodology of Risk Analysis and its Application for Steel Industry. International Journal of Research Publication and Reviews, 4, March 2023. [11] Fiorentini, L., & Marmo, L. (2018). Sound Barriers Management in Process Safety: Bow-tie Approach According to the First Official AIChE - CCPS Guidelines. Chemical Engineering Transactions, 67. [12] Khan, F. I., & Abbasi, S. A. (2001). Risk analysis of a typical chemical industry using ORA procedure. Journal of Loss Prevention in the Process Industries, 14. [13] Zeverdegani, K. S., et al. (2016). Chemical risk assessment in a chemical laboratory based on three different techniques. Journal of Occupational Health and Epidemiology, July 2016. [14] de Ruijter, A., & Guldenmund, F. (2016). The bowtie method: A review. Safety Science, 2016. [15] Adrian Ispasoiu, et al., Study on the Application of the Bowtie Methodology for the Assessment of Ergonomic Risks in the Industrial Field, RECENT J. (2021), 65: pp 128- 136 https://doi.org/10.31926/RECENT.2021.65.128
Copyright
Copyright © 2024 Shubham Bhatt. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET63230
Publish Date : 2024-06-10
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online