

Ijraset Journal For Research in Applied Science and Engineering Technology
Optimization of Multi-Gate System in Casting Process Based on Experimental Study
Authors: Dhaval A Kathad, Mitesh A Kubavat, Kankesh K Dave
DOI Link: https://doi.org/10.22214/ijraset.2024.61587
Certificate: View Certificate
Abstract
This paper proposes a gating system design for casting process using an experimental study. The principle behind multi-gate system optimization is to eliminate defects such as compression gas inclusions, cold shorts and mixing etc. Industrial and research experience shows that the flow of molten metal in the gating system before entering the extraction cavity significantly influences the quality of the casting. In general, slow filling causes defects like cold shirt and mixing while fast filling causes inclusion of sand and causes defects like holes. A gating system consists of runners, sprue gates and filters. The position, number, size, and shape of these elements play an important role. A systematic methodology for gating design optimization considering filling rate maximization has been developed based on limiting constraints. These include pouring time, gating ratio, modulus of ingate, mold erosion, Reynolds number at ingate section and filling rate of molten metal. Molten metal kinematics viscosity similar to that of liquid water can be used to determine the fillings and flowrate of the molten metal in the mold cavity. Aluminum generally has the same kinematics as water. Thus the water flow can be studied by adding the necessary design improvements to the multi-gate system, from which it will be easier to detect defects and will be easier to detect defects and will greatly improve the overall casting quality.
Introduction
I. INTRODUCTION
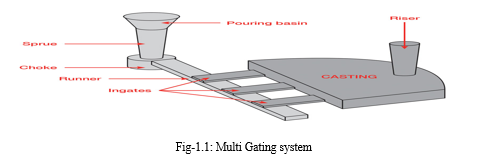
In the casting process, multi gating system play as important role, to produce a good quality casting. The basic components of a horizontal gating system, including pouring basin, sprue, runners, sprue well, runners, and ignites. Multi-gate systems in casting consist of the use of multiple gates or entry points for molten metal to enter a mold cavity. This technique optimizes flow, decreases turbulence, and helps I controlling the solidification process, ensuring high-quality castings. By tactically placing gates, it enhances casting integrity and minimize defects.
A gating system controls mold filling process and flow pattern in the gating system. Multiple gates are required to ensure proper supply of flow along with enough temperature. In general, different sections of casting are required to the same flow rate and fill time, and then remain similar solidification conditions in every portion.
The main function of gating system is to lead clean molten metal and the casting cavity ensuring uniform, smooth as well as complete filling of mold. The design of the gating system is depends on the number, size as well as shape of the casting, which ensure uniform flow of molten metal to every sections
The mold filling is the important process in the casting process. This involves the complex Characteristic flow, The kinematic viscosity of the water is nearly equal to that of aluminum and copper. So that flow of water is considered instead of aluminum, which behaves less or more nearly to the water. The kinematic viscosity of the heavier metals, including copper, are lower than that of water, and hence it may be desirable to scale down the dimensions of the water models and actual system. To decide the proper cross section area and correct location of each gate, we necessity to predict the parallel discharge.
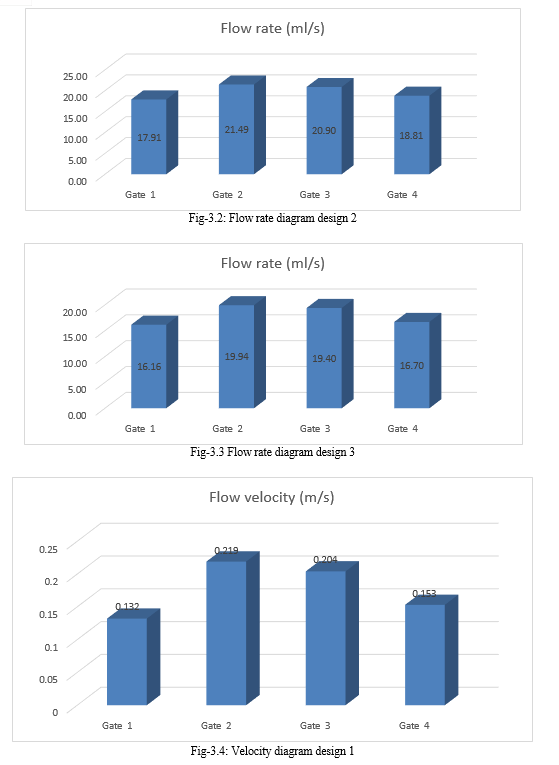
The main objective of this work to review in new idea and optimization of multi-gating system recommends minimizing the in-gate velocity of melt, maximizing the yield, and optimizing location of in-gate. This work focuses on the filling rate and difference in flow rate as well as velocity through in-gates. Higher filling rate is useful to increase the production rate castings.
II. METHODOLOGY
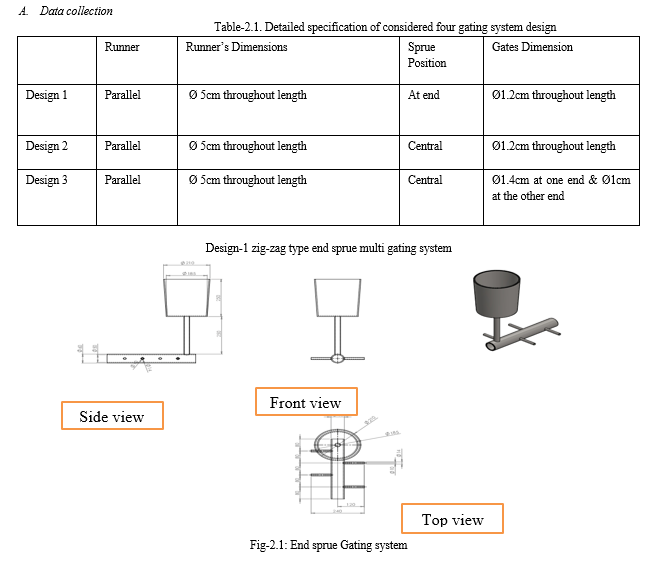
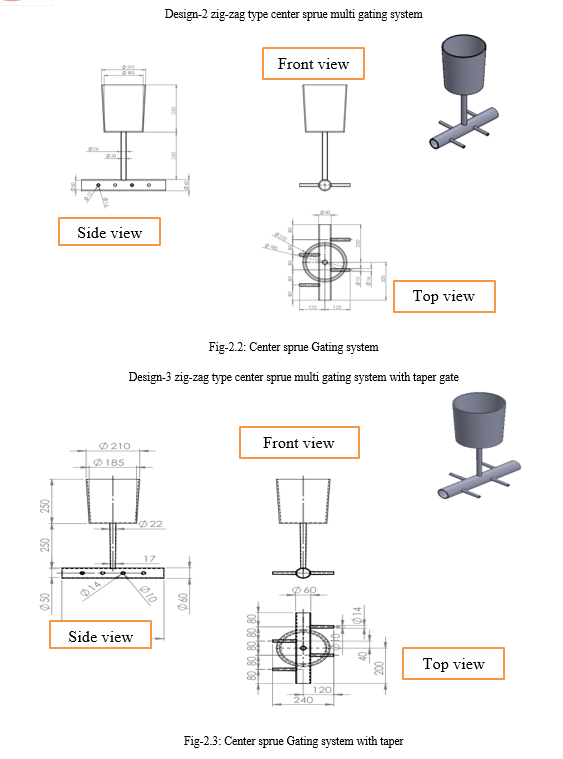
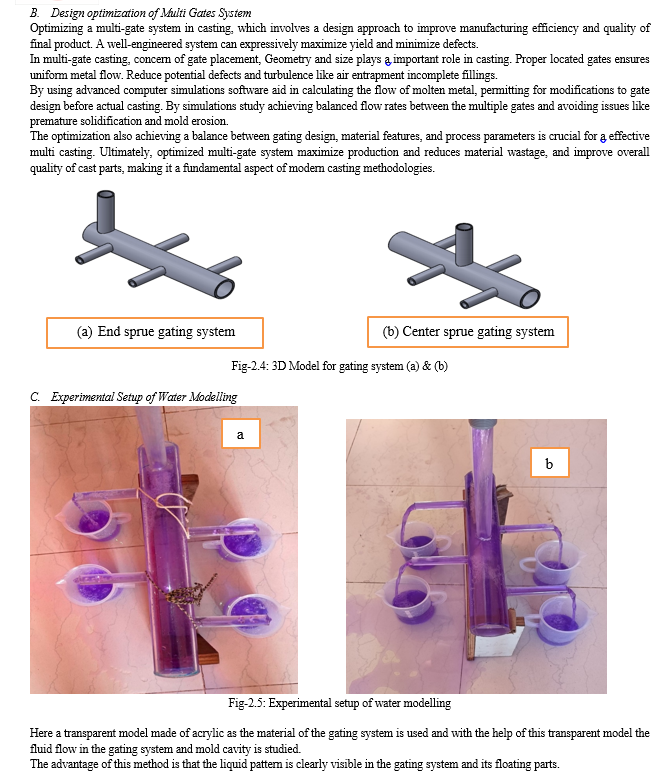
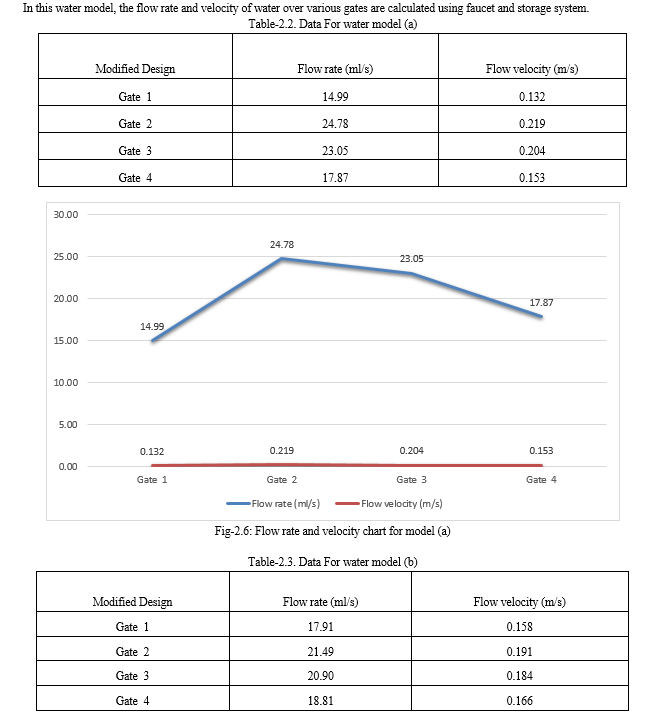
Generally, many researchers have studied fluid flow in gating system and mold cavity using transparent models made of plastic or acrylic. In which different methods like end sprue location and center sprue location and by giving taper to the runner.
In which the flow of molten metal is simulated by water and aluminum is substituted the liquid metal, at a temperature of about 700°C it behaves like water and has kinetic viscosity similar to water,
The major advantage of this method is that the flow of water is clearly visible in all parts of the gating system, but in the gating system used in the water model experiment, the results are calculated using simple relation.
Generally, the design of gating system is done based on proper gating ratio and liquid metal characterization where popular gating ratio for Aluminum LM6 is 1:4:4 hence 1:4:4 is chosen to understand its design process.
Conclusion
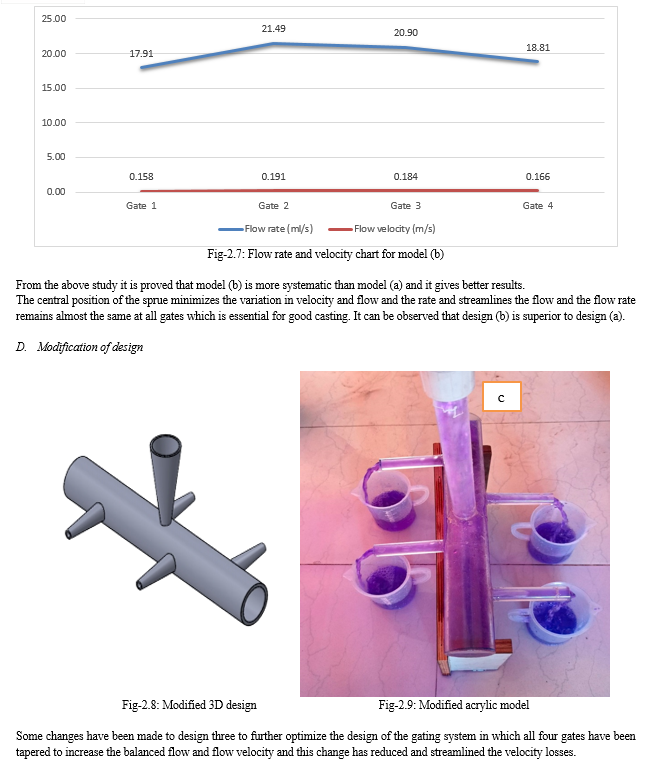
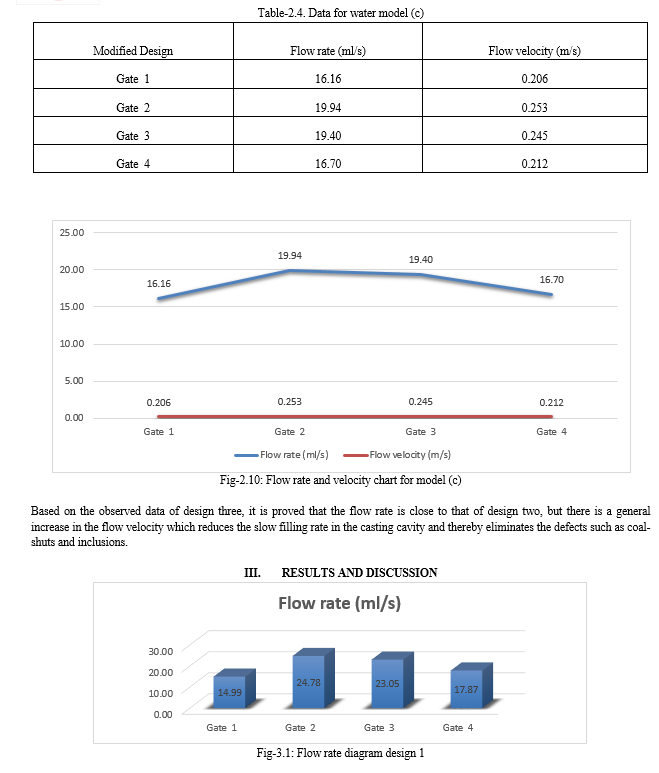
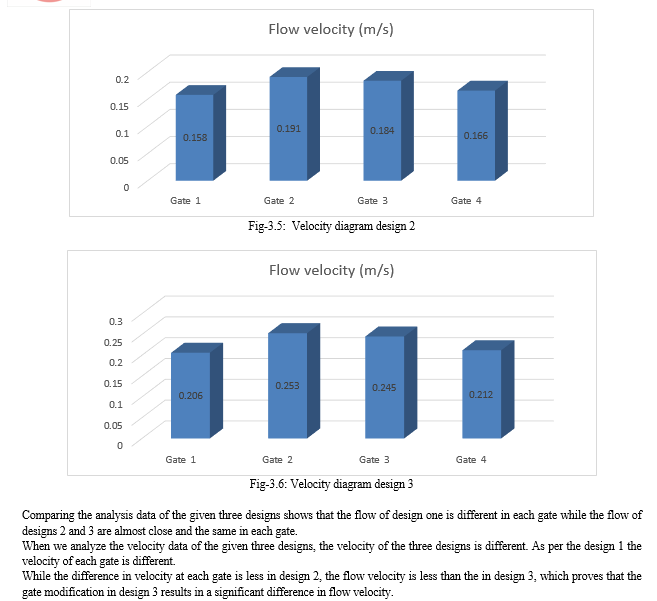
Factors such as the location of gates in a multi gating system as well as their junction method and how the gate is connected to the runner and their sprue to gate distance etc. affect the flow results. From the flow measurement experiment we found that the gate needs to be tapered to increase the flow at the end of the gate and the sprue needs to be centered to keep the travel and parallel. In zig-zag type gating system, the flow rates in gate 1 and gate 4 are generally low, but the flow rates and velocities in gates 2 and 3 are increased, which is quite different from the previous modified model. Two designs of a multi gating system in which design 1 has very different flow rates while design 2 gives essentially the same flow rate design 1 is the worst based on flow criteria and design two gives satisfactory results.
References
[1] Shaikh, M. B. N., Ahmad, S., Khan, A., & Ali, M. (2018, August). Optimization of multi-gate systems in casting process: Experimental and simulation studies. In IOP Conference Series: Materials Science and Engineering (Vol. 404, No. 1, p. 012040). IOP Publishing. [2] Jaju, S. A. A. D. S. (2014). A review on optimization of gating system for reducing defect. Table of Content Topics Page no, 93. [3] Du?i?, N., ?ojbaši?, Ž., Manasijevi?, S., Radiša, R., Slavkovi?, R., & Mili?evi?, I. (2017). Optimization of the gating system for sand casting using genetic algorithm. International Journal of Metalcasting, 11, 255-265. [4] Renukananda, K. H., & Ravi, B. (2016). Multi-gate systems in casting process: comparative study of liquid metal and water flow. Materials and Manufacturing Processes, 31(8), 1091-1101. [5] Renukananda, K. H., Chavan, A., & Ravi, B. (2012). Flow rates in multi-gate systems: experimental and simulation studies. Indian foundry journal, 58(4), 23-27. [6] Kambadahalli Halappa, R., Chheda, U., & Bhallamudi, R. (2013, November). Flow through multi-gate gating system: experimental and simulation studies. In ASME International Mechanical Engineering Congress and Exposition (Vol. 56192, p. V02BT02A046). American Society of Mechanical Engineers. [7] Rajkumar, I., Rajini, N., & Vasanth, P. (2019, July). Experimental investigation of flow parameters with the effect of design of multi gating system for casting industries. In AIP Conference Proceedings (Vol. 2128, No. 1). AIP Publishing. [8] Bruna, M., & Gal?ík, M. (2021). Casting quality improvement by gating system optimization. Archives of Foundry Engineering, 21(1), 132-136. [9] Rajkumar, I., Rajini, N., Alavudeen, A., Prabhu, T. R., Ismail, S. O., Mohammad, F., & Al-Lohedan, H. A. (2021). Experimental and simulation analysis on multi-gate variants in sand casting process. Journal of Manufacturing Processes, 62, 119-131. [10] Hsu, F. Y., Jolly, M. R., & Campbell, J. (2009). A multiple-gate runner system for gravity casting. Journal of Materials Processing Technology, 209(17), 5736-5750. [11] Vaghasia, D. (2009). Gating system design optimization for sand casting. Indian Institute of Technology Bombay. [12] Purkar, P. P. (2019). Design optimization for obtaining zero defects in steel casting. [13] G. Martin, \"Principles of gating: A review,\" Foundry Trade Journal , pp. 63-69, 1953. [14] F. Juretzko and D. Stefanescu, \"Comparison of mold filling simulation with high speed video recording of real-time mold fillin,\" AFS Transactions, vol. 113, pp. 1-11, 2005. [15] H. B. R. Bhatt, \"A design optimization of feeding sys- tem and solidification simulation for cast iron,\" in Proceeding on 2nd International Conference on Innovations in Automation and Mechatronics Engineering, 2014.
Copyright
Copyright © 2024 Dhaval A Kathad, Mitesh A Kubavat, Kankesh K Dave. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET61587
Publish Date : 2024-05-04
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online