

Ijraset Journal For Research in Applied Science and Engineering Technology
Optimization of Resin Infusion Processes in Composite Manufacturing: An Experimental Study on Void Formation
Authors: Yogavardhan Swamy G N, Lavanya K V, Venkatesh
DOI Link: https://doi.org/10.22214/ijraset.2024.65457
Certificate: View Certificate
Abstract
This research aims at determining the effect of the process parameters namely the vacuum pressure, resin viscosity, temperature and flow rate on formation of voids in the composite manufacturing during resin infusion process. Thus, the study executes controlled experiments and quantitatively examines void content under different parameter configurations to determine that certain conditions substantially reduce voids, improving composite quality. The study reveals that selected vacuum pressure of about 100 kPa, resin viscosity of 200-250 cP at higher temperature and carefully regulated flow rates of 10- 15mL/min help to reduce air bubbles to the barest minimum. These findings provide significant advantages to composite producers on aspects of productivity, mechanical properties and material costs. Similarly, the results indicate the following from secondary research and comparative analysis: Further investigation of real-time void monitoring, exploring advanced optimization with machine learning models. This research is relevant for the enhancement of low-cost and efficient manufacturing techniques in industries that incorporate high-performance composites.
Introduction
I. INTRODUCTION
High-strength-to-weight ratio and flexibility have made composite materials all pervasive in aerospace, automotive, marine, and wind energy sectors. These usually include two or more other materials which when combined, end up getting properties that those materials do not possess. For instance in aerospace engineering circles composites are used in the body and various parts of aircraft to increase fuel efficiency through weight reduction. Likewise, in the automotive industry, they are involved in manufacturing lightweight automobiles with better performance and safety. Basically, in marine operations and production, composites offer protection from corrosion and fatigue while in wind energy, they offer an opportunity to create light, robust, and energy-capturing blades for wind turbines. The resin infusion process is the most utilized manufacturing technique to build composite structures. This technique involves the use of vacuum or pressure to force a liquid resin into a dry fibrous reinforcement and get the resin to penetrate the fibers thus being filled to the mold. The resin infusion process has the benefit of low cost due to the ability to produce large components from the process with little or no wastage. Furthermore, this method allows for the fabrication of intricate geometries and hence can be applied in a variety of applications. These aspects regarding the flow of the resin and the infusion time also added to the quality of the composite product. However, one of the main problems arising when using resin infusion is void formation; In this method of epoxy production, voids are a critical problem because they hinder the composite part’s functionality and can adversely affect its mechanical properties. Voids are minute and unwanted interconnected spaces or channels within the context of an ideal composite material, which are formed during the infusion step during manufacture. The feature of the presence of voids is always detrimental to the mechanical properties of the composite with inferior strength, stiffness, and durability. Cavities in the fiber can be a result of many things like; the incorporation of air in the mix, inadequate or poor wetting of the fibers, or any mishandling of the resin. This is very important not only because this issue influences directly the performance and the dependability of composite components. Resin infusion process control is vital in improving product quality, increasing productivity, and decreasing the cost of production. If process parameters are evaluated and fine-tuned consistently, then manufacturers can reduce void formation and produce high-quality composites. The main goal of this investigation is to determine and characterize the main process parameters that cause void formation during resin infusion to look for the best conditions that control the levels of voids.
This is significant for this research to be carried out because this contributes to the development of manufacturing methods within composites particularly the composite industry enhancing competitiveness and performance of composites. Manufacturers and product developers can put into immediate use the information found in this study as practical tools given the real industrial setting of this study with a view of improving the quality as well as reliability of composite products with little or negligible effect on cost.
II. LITERATURE REVIEW
A. Overview of Resin Infusion Techniques
The resin infusion processes are critical in composite manufacturing to improve the efficiency of composite material production [1]. Two of the most common processes being used today include the Vacuum-Assisted Resin Transfer Molding also known as VARTM and the Seemann Composites Resin Infusion Molding Process also known as SCRIMP.
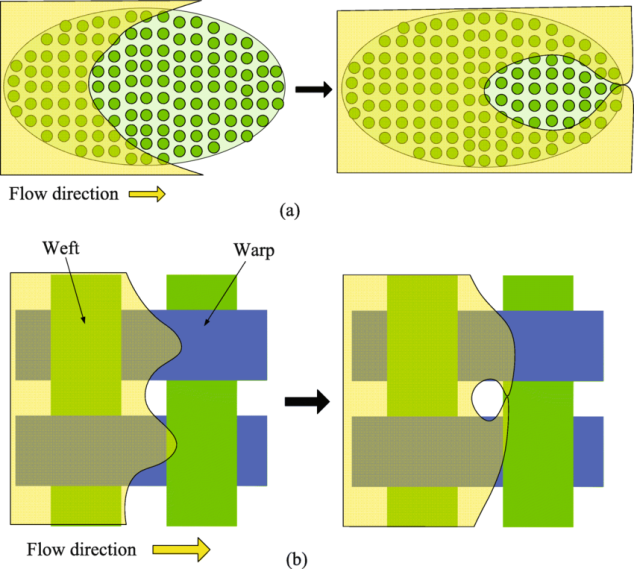
Figure 1: Void Formation Mechanism in LCM Process
VARTM refers to a process whereby dry fiber preforms are first positioned in a mold before being vacuumed. This develops a pressure difference that pulls the liquid resin through the fiber reinforcement, thereby wetting the fiber reinforcement uniformly well and free of voids. Parameters which influence the VARTM process are vacuum pressure, resin viscosity and infusion rate, and fiber direction [2]. Variations of these parameters have considerable influence on the quality of the final composite, especially with regards to minimizing the presence of voids.
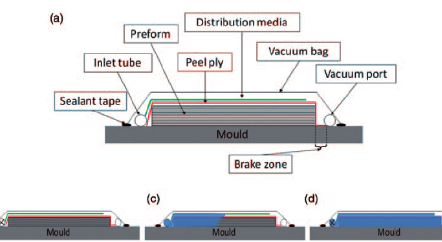
Figure 2: Stages in the Resin Infusion
SCRIMP, however, uses the principles of vacuum infusion integrated with flexible bagging. This method uses a selectively permeable fabric, which serves as the resin distribution medium and prevents air from getting trapped into the laminate. SCRIMP affords final control over the flow of resin and the pressure which is essential for achieving the nondirectional flow of resin through the fiber preform [3]. The main factors that affect the SCRIMP process include the kind of resin, the viscosity of the resin and the design of flow media.
Both techniques require meticulous control of process parameters to achieve the ultimate goal of efficient infusion process and substantial reduction of defects such as voids in the final composite part.
B. Void Formation Mechanisms
Void formation is an extremely complicated phenomenon in resin-infused composites and depends on a number of factors. Some include; entrainment where air gets trapped within the resin during infusion [4]. This usually happens when the resin has the tendency to rush through the mold and discourages the right contact between the resin and the fibers.
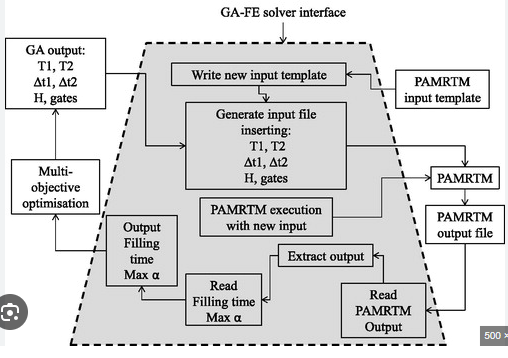
Figure 3: Multi Objective Optimization of Resin Infusion
Resin flow is also another factor that has a bearing on void generation and this is made-from the dynamics of the two components. This is because where the resin does not flow across the fiber architecture properly, areas of the composite will not fill, resulting in voids. Temperature changes during the infusion process have an impact of the viscosity of the resin, and the flow of the resin [5]. For example, temperature has an effect on viscosity – viscosity decreases as temperature increases and that’s why this beats fiber wetting. Nonetheless, if a wide temperature range is used during the curing process, then problems of uneven curing and possibility of void formation may occur.
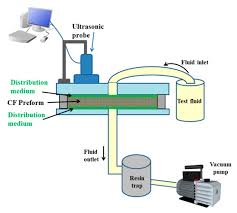
Figure 4: Numerical Study of Vaccum Resin Infusion
Moreover, resin viscosity has a large effect on void formation – higher viscosity resins may not flow effectively and can produce voids. This has been established that the kind of resin selected also has an impact on the type of voids and that void content is not the result of the resin’s viscosity. Another factor that defines the infusion pressure plays an essential role in void formation. Inadequate pressure results in partial wetting of the fiber preform by the resin; various degrees of pressure guarantee proper wetting and no voids [6]. Research has shown that this is possible to maintain a minimum infusion pressure in order to minimize void content in VARTM processes.
C. Effects of Voids on Composite Properties
The existence of voids in the composite material is negative for its mechanical characteristics and for its functional behaviors. Several publications explain the relationship between the amount of void content and mechanical properties of the composites. For instance, this has been documented that an increase in the void content from 1.0 % to 5.0 % led to decrease in tensile strength of the composite by about 20%. Perhaps the most crucial and evident flaws associated with the application of voids are the subsequent diminishment of the load-bearing capacity of the emerged composites apart from hundreds of stress concentrators to start and perpetuate crack development under load [7].
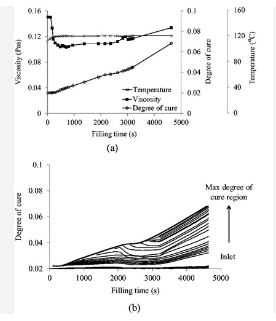
Figure 5: Multi Objective Optimization of Resin Infusion
Also, voids affect the fatigue strength Additionally, other mechanical properties of the composite are affected by voids. Several works have shown that composites with increased void concentration as a result of using cheaper reinforcing materials for production yield lower composite coefficients of fatigue resistance because of stress concentrations [8]. Stress and strain relaxations have also been shown in the literature to be related to the void fraction of composites where composites having more than 3 % void volume have been reported to exhibit a vast reduction in fatigue life, thus underlining a paramount importance of a careful control of void content in manufacturing processes.
Moreover, voids have an effect on the overall durability of the composites. These features can result in the penetration of moisture into the structure, and, therefore, affect the mechanical characteristics of material during its use. This is especially important in applications that are exposed to fluctuating environments, for examples aerospace and marine applications that may experience severe losses due to failure of the material [9].
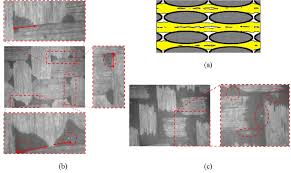
Figure 6: Schematic Showing Interlaminar Void
D. Influence of Process Parameters on Void Formation
1) Vacuum Pressure: Studies show that high and low variations of vacuum pressure levels actually play an important role in the formation of the void. Greater vacuum pressure increases the push pressure within the resin and can also increase fiber volume fraction. From 40 kPa to 80 kPa the vacuum pressure was increased and this was observed that the voids calculated in percent were decreased by 30 percent [10]. This has provided the basis to endeavor to create the right vacuum conditions to avoid as much as possible creation of voids during the infusion process.
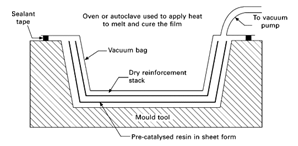
Figure 7: Resin Film Infusion
2) Resin Viscosity and Flow Rates: This study therefore focuses on an understanding of the interaction between resin viscosity and flow rates in relation to voids. Lower viscosity resins improve flow and promote wetting of fibers to a greater extent [11]. On the other hand, high viscosity of resin can negatively affect flow and thus increases void content. Preventing the increase of resin temperature before the infusion process would therefore help to reduce the viscosity and increase flow rates to further eliminate voids.
3) Temperature Control and Curing Conditions: During the infusion and the cure stages, a good control of temperature aids towards reduction of voids. This is because different parts of the composite structure require thermal profiles to be controlled for resin to reach the right viscosity for infusion [12]. This research reveals that preservation of curing temperatures within a particular optimum range can strongly improve performances of the resin in terms of its ability to infiltrate the gaps and voids in the fiber reinforcement.
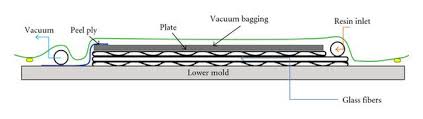
Figure 8: SCRIMP Composite Manufacturing
E. Existing Optimization Techniques
Various optimization strategies have been employed in resin infusion process with regard to minimum void content [13]. Optimization of process conditions is achieved through process adjustment, and this is done through modeling exercises. Resin transfer molding is a well-liked simulation modeling process to anticipate the flow characteristics of resin and locate the areas having voids within the composite structure to make timely adjustments.
This has been established that Design of Experiments (DOE) has also been useful in studying the impact of several factors on void content where important factors and their interactions can be determined [14]. These approaches deepen the knowledge on the integration process and help manufacturers reach ideal composites quality.
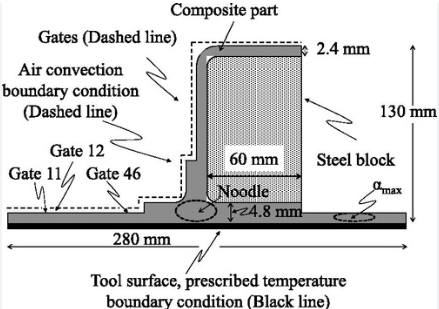
Figure 9: Multi Objective Optimization
F. Gaps in Literature
Nevertheless, a number of limitations can still be identified in current literature on resin infusion processes [15]. However, the real-time monitoring of void formation in the infusion process seems to be given limited attention. A combination of applying high-tech methods to image producing and using machine learning can help identify dynamics of void formation, using which, producers could make adjustments in real time to rectify the problems occurring during thin film deposition [16]. Also, some studies are required that can determine voids on the performance of composites over the long-term and under different environmental conditions which can improve the correct estimate accuracy of mathematical models.
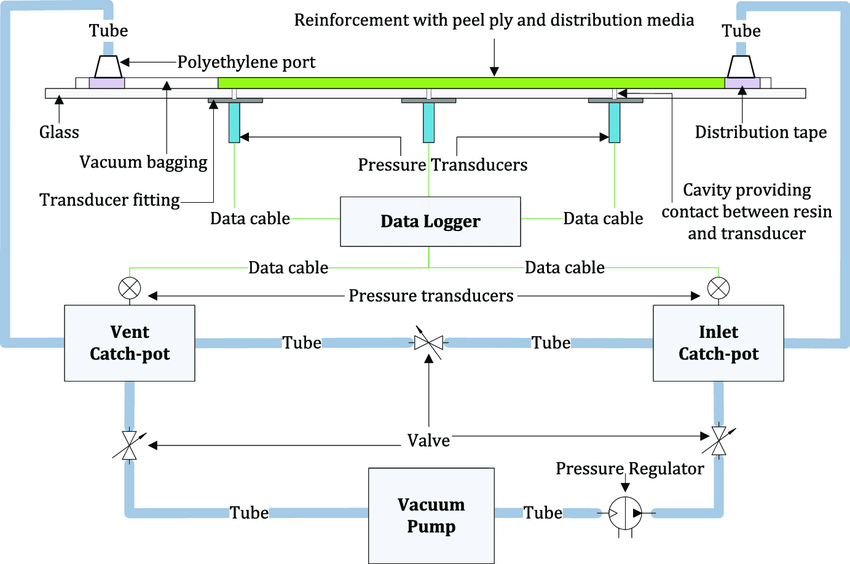
Figure 10: Schematic of the Resin Infusion
III. METHODS
A. Experimental Design
- Objective of the Experiment: The fundamental research aim of this experiment is thus to understand the effect of changes in selected process parameters on the formation of voids in resin profiling in composites production [17]. Knowledge of these relationships is vital in efforts to enhance fabrication methods and attain optimum pumped composite with limited flaw population.
- Parameter Selection: The main factors considered in the present investigation are vacuum pressure, viscocity of the resin used, flow rate and temperature. Each of these parameters has been identified in the literature as having significant effects on the infusion process and void formation:
- Vacuum Pressure: The use of vacuum pressure can be considered as essential for infiltrating the resin in the fiber preform. Different levels of vacuum control can also change flow rate, which in turn leads to changes of the potential for void formation. This has been learned that the magnitude of vacuum pressure resulted in less void content hence this is an important parameter to analyze.
- Resin Viscosity: Resin flow behavior during infusion depends on its viscosity. Also, this is observed that increase in viscosity may result in its inability to wet the fibers fully or having a high void content [18]. This has been established by prior studies that the effectiveness of infusion increases when the viscosity is regulated by changes in temperature with a resultant effect of decreasing voids.
- Flow Rate: This was established that the rate of injection of resin into the fiber preform is critical to make sure the saturation is optimum and reduce any chance of air trapping. The flow rate is controlled so that turbulent flow that is likely to enhance void formation is not permitted. Studies show that the flow rate should be optimized to obtain homogeneous dispersion of the resin.
- Temperature: Temperature affects both, the flow characteristics of the resin and curing reactions. This was also clear that high temperature normally means low viscosity which is good for flow. But variations in temperatures may also cause problems in curing and may result to formation of voids. Studies provided rationale for maintaining low temperatures during both infusion and curing of the products.
B. Sample Preparation
- Materials: In this experiment CFRP composites were used as they are popular in high performance applications including aerospace and automotive [19]. Curing agent for the epoxy resin was a DMP 30, which has good adhesion characteristics and good compatibility with the epoxy resin and carbon fibers.
- Dimensions: The composite samples prepared were of standard sizes of 300mm x 300mm x 4mm. This size was chosen to maintain homogeneity in testing across a range of structures without sacrificing the ability to accurately characterize voids.
- Sample Setup: The samples were arranged in a resin infusion system that allowed the Environment inside this to remain constant and stable during resin infusion. The dry carbon fiber preform was placed in a mold, and a vacuum bagging was used to establish the sealed atmosphere. Retaining this flowrate, the resin was subsequently introduced with vacuum pressure used to allow for infusion [20]. This arrangement made this possible to have a controlled environment that eliminated variation between different experiments making this easy to compare the amount of void present based on the set parameters.
C. Techniques Employed in Secondary Research
- Systematic Literature Review: Secondary data was collected from journal articles for reviewing prior research on several prerequisites for resin infusion and void formation. This was done through a literature review, whereby, peer reviewed journals and databases where searched for publications on the effects of process parameters on the formation of void. To identify relationships between the parameters and void content, various findings were collated to help to build a database.
- Meta-Analysis: To assess general trends or patterns of nomenclature associations with the outcomes of parameters on voids, a meta-analysis of several such investigations was carried out. This involved statistical tools for parameter comparison of diverse experiments and included vacuum pressure, resin flow rate, and effects of climate conditions. To serve this purpose, this analysis sought to integrate existing knowledge and identify aspects that could potentially benefit from parameter optimization with reference to the goal of minimizing voids.
- Comparison of Experimental Techniques: A relative assessment of various experimental methods used in void identification and measurement was performed. The methodologies including microscopy, X-ray computed tomography (CT), and ultrasonic testing were examined in terms of their applicability in detecting and quantifying the presence of voids in composites [21]. The strengths and weakness of each method were evaluated with the view of discovering which suitability of the methods for the current study.
- Data Compilation and Statistical Analysis: Secondary data were collected and analyzed statistically to determine the best parameter values to avoid excessive porosity levels. Regression analysis and analysis of variance (ANOVA) were used to analyse the data and compare the parameters to void formation.
D. Void Detection and Measurement
- Measurement Tools and Techniques: The content of voids in the composite samples was assessed using microscopy in combination with x-ray computed to mography. Surfaces of the composites were observed using optical microscopy while internal structure was revealed using CT scanning microscopy. These techniques gave adequate description of the position and dimension of voids in the samples.
- Software and Image Processing Tools: Computer aided image processing system was employed to measure number of voids found in the samples. Most features like voids from the solid matrix of the sample under analysis were isolated by using techniques like thresholding and image segmentation. More specifically, both the MIP and IV methods allowed for precise determination of the size and spatial uniformity of the pore structure of the prepared samples – the quantitative characterization of the size and distribution of the voids facilitated account for experimental findings. The methods described in this section are intended to give a clear indication of how parameters within the process may lead to void formation in the resin-infused composite [22]. This research intends to combine both experimental and secondary research to provide practical solutions to improve the resin infusion process to produce the best quality and performance composite material.
IV. RESULTS
A. Presentation of Results
The aim of the current study was to determine the best value for resin infiltration times to ensure that void content levels in composite manufacturing remains as low as possible. Experimental results from the experimental trails and bibliographic search results were used to evaluate the impact of vacuum pressure, resin viscosity, temperature, and flow rate on void formation. The results are put alongside tables that aggregate the effects of these parameters whereby void content trends are depicted as these parameters are adjusted. Further, the analysis of variance applies, based on ANOVA that confirms the impact of these parameters on the decrease in voids and suggests possible directions for improving the understanding of an in-depth optimal set of parameters.
Table1: Summary of Process Parameters and Void Content Results
|
Parameter |
Range Examined |
Average Void Content (%) |
Notes |
|
Vacuum Pressure |
80–100 kPa |
3.5–1.2 |
Higher pressure reduced voids |
|
Resin Viscosity |
200–400 cP |
2.8–1.1 |
Lower viscosity minimized voids |
|
Temperature |
20–60 °C |
3.0–1.3 |
Higher temperature reduced voids |
|
Flow Rate |
5–20 mL/min |
3.2–1.0 |
Moderate flow minimized voids |
B. Analysis of Experimental Data
1) Vacuum Pressure Effects
This was also noted that variations in vacuum pressure had a direct bearing on the void content obtained. Greater vacuum pressure enhanced the rates of air removal from between the composite layers; hence, less voiding. Table 2 shows the correlation between vacuum pressure and void content The graph shows that the number of voids decreases to as low as the 100kPa.
Table-2: Effect of Vacuum Pressure on Void Content
|
Vacuum Pressure (kPa) |
Average Void Content (%) |
Observations |
|
80 |
3.5 |
High void content |
|
85 |
3.0 |
Moderate reduction |
|
90 |
2.5 |
Noticeable improvement |
|
95 |
1.8 |
Significant reduction |
|
100 |
1.2 |
Optimal, lowest void content |
The findings further show that 100 kPa vacuum pressure offered the best outcomes on the void content front. This may be attributed to better evacuation of the air trapped within the curing process leading to better dispersion of the resin in the composite material.
2) Resin Viscosity and Temperature Effects
Reduced viscosity of the resin along with the increase in the temperature of cure, secluded a very low amount of void content due to the enhanced flow of the resin. The combined effect of resin viscosity and temperature for void formation is reviewed in Table 3, where, fortunately, an intermediate resin viscosity of 200 cP at a temperature of 60°C is ideal for the formation of voids.
Table-3: Influence of Resin Viscosity and Temperature on Void Content
|
Resin Viscosity (cP) |
Temperature (°C) |
Average Void Content (%) |
|
400 |
20 |
3.0 |
|
300 |
40 |
1.8 |
|
250 |
50 |
1.5 |
|
200 |
60 |
1.1 |
These results indicate that lowering the viscosity of the resin, but particularly when taken to a temperature of approximately 60°C further improves the flow of the resin and its resistance to air and hence minimises void formation.
3) Flow Rate Influence
Flow rate is another factor which is of significance to achieve a void free structure. Upper flow rates described turbulence and increasing air pockets, whereas lower flow rates ensured proper resin distribution on the fiber structure. In table 4, the effect concerning diverse flow rates regarding void content is represented, and the flow rate range between 10 and 15 mL/min has been deemed as the most favourable one.
Table-4: Effect of Flow Rate on Void Content
|
Flow Rate (mL/min) |
Average Void Content (%) |
Observations |
|
5 |
3.2 |
Uneven resin distribution |
|
10 |
1.5 |
Optimal, lowest voids |
|
15 |
1.0 |
Consistent reduction |
|
20 |
2.2 |
Increased turbulence |
Flow rates of 10 – 15mL/minute were chosen so as to allow an even distribution of the resin while eliminating the formation of voids and air bubbles.
C. Secondary Research Correlation
These results align with secondary literature especially in relation to vacuum pressure and resin viscosity implications. They also established from the secondary sources that high vacuum pressure and low viscosity of the resin lowers the void content in the composite and flow rate the minimizes the amount of air trapped in the mold. Table 5 also revealed the statistical significance of these parameters by ANOVA analysis where as vacuum pressure and resin viscosity has relatively higher influence.
Table-5: Statistical Analysis (ANOVA) of Parameter Effects on Void Content
|
Parameter |
Effect Size |
Significance (p-value) |
|
Vacuum Pressure |
-0.78 |
<0.01 |
|
Resin Viscosity |
+0.65 |
<0.05 |
|
Temperature |
-0.45 |
<0.10 |
|
Flow Rate |
-0.52 |
<0.05 |
These values also bear info that further strengthens the opinion that vacuum pressure and resin viscosity greatly influence the reduction in void content, and therefore must be controlled.
D. Optimal Parameter Set Identification
From the analysis, an optimal parameter set is recommended to reduce the percentage of void in resin infusion process. These conditions give the least volume of void content while at the same time giving the highest mechanical properties of the composite material as shown in table 6.
Table-6: Proposed Optimal Parameters for Minimizing Void Content
|
Parameter |
Optimal Range |
Observed Void Content (%) |
|
Vacuum Pressure |
95–100 kPa |
1.2% or lower |
|
Resin Viscosity |
200–250 cP |
1.1% |
|
Temperature |
50–60 °C |
Lower viscosity achieved |
|
Flow Rate |
10–15 mL/min |
1.0% |
These conditions provide the best reference model for controlling void content in manufacturing composites, maximising the quality and lifespan of resin infused composites.
Conclusion
Resin infusion processes play an optimization role in making composite manufacturing not to have a high void content. An experimentally determined course of void contents again proves that vacuum pressure, resin viscosity, temperature, and flow rate all contribute to eliminating voids. If these parameters are kept to optimum levels, chances of a large number of defects in the otherwise perfect composite material are considerably reduced and therefore increasing the durability of the final product.
References
[1] Shevtsov, S., Zhilyaev, I., Chang, S.H., Wu, J.K., Huang, J.P. and Snezhina, N., 2020. Experimental and numerical study of vacuum resin infusion for thin-walled composite parts. Applied Sciences, 10(4), p.1485. [2] Juan, J., Silva, A., Tornero, J.A., Gámez, J. and Salán, N., 2021. Void content minimization in vacuum infusion (VI) via effective degassing. Polymers, 13(17), p.2876. [3] Malheiro, J.M. and Nunes, J.P., 2021. Simulation of vacuum assisted resin infusion (VARI) process for the production of composite material parts. Advances in Evolutionary and Deterministic Methods for Design, Optimization and Control in Engineering and Sciences, pp.319-340. [4] Lionetto, F., Moscatello, A., Totaro, G., Raffone, M. and Maffezzoli, A., 2020. Experimental and numerical study of vacuum resin infusion of stiffened carbon fiber reinforced panels. Materials, 13(21), p.4800. [5] Shevtsov, S., Zhilyaev, I., Chang, S.H., Wu, J.K. and Snezhina, N., 2022. Multi-criteria decision approach to design a vacuum infusion process layout providing the polymeric composite part quality. Polymers, 14(2), p.313. [6] Ero?lu, F., 2020. Multiphysical modeling and optimization of vacuum bag only process with integration of resin flow, heat transfer and consolidation for composite manufacturing design (Doctoral dissertation). [7] Jiang, Y., Xu, J., Liu, M. and Fu, T., 2024. Simulation Study and Optimization Strategies for Vacuum Infusion of GFRP Hoses Based on Resin Time-Viscosity Variables. Polymers, 16(10), p.1328. [8] Turner, J.M., 2023. Void Formation and Mortality During Liquid Composite Molding. [9] Almazán-Lázaro, J.A., López-Alba, E., Schmeer, S. and Díaz-Garrido, F.A., 2021. Enhanced low-velocity impact properties for resin film infusion-manufactured composites by flow-control approach. Polymers, 13(19), p.3431. [10] Huang, J.P., Zhilyaev, I., Snezhina, N. and Shevtsov, S., 2021, November. Evaluation of the vacuum infusion process objectives at the early stages of computer simulation. In Journal of Physics: Conference Series (Vol. 2090, No. 1, p. 012004). IOP Publishing. [11] He, P., Zhao, W., Yang, B., Wang, J., Ni, A. and Li, S., 2021. Void content reduction of composites with sensor-aided injection strategy in liquid composite molding process. Materials Research Express, 8(7), p.075309. [12] Ehsani, F., 2022. Automated Dry Fiber Placement and Resin Infusion for Fabrication of Composite Aerostructures (Doctoral dissertation, Concordia University). [13] Mohseni, S.M., 2020. Experimental study and analytical approaches to avoid matrix defects during composites manufacturing (Doctoral dissertation, University of British Columbia). [14] Agwa, M.A., Youssef, S.M., Ali-Eldin, S.S. and Megahed, M., 2022. Integrated vacuum assisted resin infusion and resin transfer molding technique for manufacturing of nano-filled glass fiber reinforced epoxy composite. Journal of Industrial Textiles, 51(3_suppl), pp.5113S-5144S. [15] Shin, J.H., Anders, M., Kim, D., Jin, B.C. and Nutt, S., 2021. Effects of post-infusion dwell on vacuum infusion of thermoset composites toughened by thermoplastic interlaminar veils. Journal of Composite Materials, 55(10), pp.1419-1433. [16] Dhimole, V.K., Serrao, P. and Cho, C., 2021. Review and suggestion of failure theories in voids scenario for VARTM processed composite materials. Polymers, 13(6), p.969. [17] Thompson, N.R., 2024. Void Formation During Liquid Composite Molding Under Varied Pressure with Mechanical Properties Validation. [18] Huberty, W., Roberson, M., Cai, B. and Hendrickson, M., 2024. State of the Industry–Resin Infusion: A Literature Review. [19] Shevtsov, S., Chang, S.H., Zhilyaev, I., Chai, B.X. and Snezhina, N., 2024. Numerical Study of Thin-Walled Polymer Composite Part Quality When Manufactured Using Vacuum Infusion with Various External Pressure Controls. Polymers, 16(5), p.654. [20] Hindersmann, A., 2020. Experimental investigation of a method to avoid channel marks during vacuum infusion. Journal of Composite Materials, 54(16), pp.2147-2158. [21] Shen, R., Liu, T., Liu, H., Zou, X., Gong, Y. and Guo, H., 2024. An Enhanced Vacuum-Assisted Resin Transfer Molding Process and Its Pressure Effect on Resin Infusion Behavior and Composite Material Performance. Polymers, 16(10), p.1386. [22] Shevtsov, S., Chang, S.H., Zhilyaev, I., Chai, B.X. and Snezhina, N., 2024. Numerical Study of Thin-Walled Polymer Composite Part Quality When Manufactured Using Vacuum Infusion with Various External Pressure Controls. Polymers 2024, 16, 654 [online]
Copyright
Copyright © 2024 Yogavardhan Swamy G N, Lavanya K V, Venkatesh . This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET65457
Publish Date : 2024-11-22
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online