

Ijraset Journal For Research in Applied Science and Engineering Technology
Experimental Analysis and Process Parameter Optimization of Wooden Material on Wood Router
Authors: Vipul Rathod, Dr. Yogesh Kamble, Rohit Jadhav
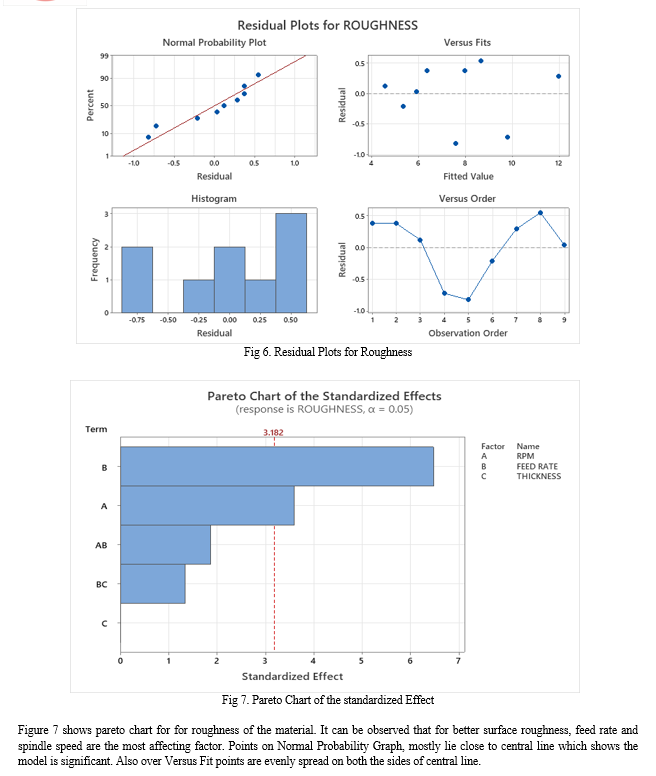
DOI Link: https://doi.org/10.22214/ijraset.2024.60827
Certificate: View Certificate
Abstract
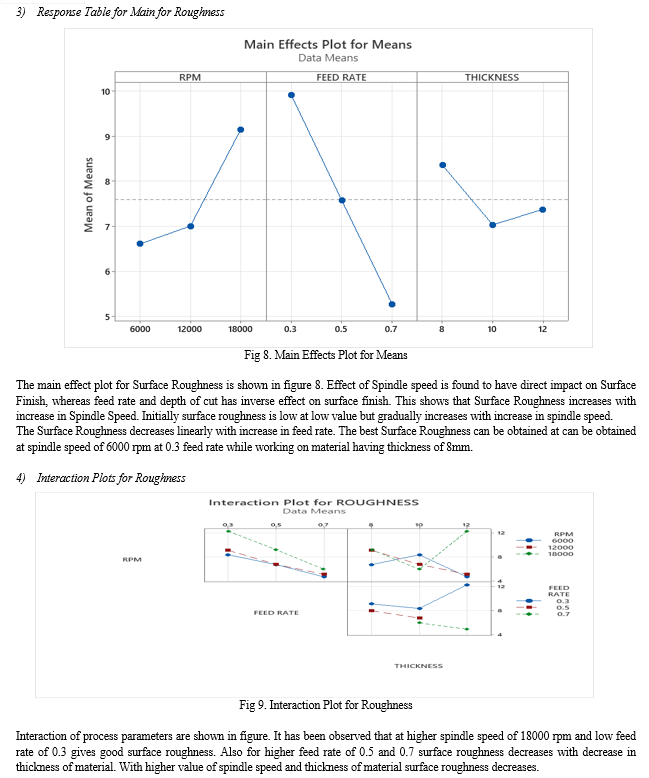
The area of customize design gave rise to different machines. Wood engraving or wood router machine is one of the development which can be used to perform operations like drilling, engraving, cutting etc on materials like wood, plastics, acrylics, PCB board etc. This paper discusses the effect of variable factors like spindle speed, feed rate and thickness of material on surface roughness and surface roundness of engraved surface. To calculate roundness or circularity of engraved surface co-ordinate measuring machine Zeiss Contura G2 is used that has least count of 0.0019 mm. For calculating roughness surface roughness tester MITITOYO SJ 210 is used that has least count of 0.0019 mm. It is found that machine shows 99.8% accuracy for diameter and 99.4% accuracy for height achieved.
Introduction
I. INTRODUCTION
A wood router or wood engraving graving machine is used to engrave customize design on surface of wood. A wood router machine is capable of performing operations such as engraving, drilling, marking, cutting etc on different materials such as wood, PCB board, plastic, acrylics etc. This machine can be classified as numerical control that has fixed program that is pre-installed program and computer numeric control which allows user to load unload and modify the program into microprocessor memory as per the requirement. CNC machines are future proof.
Based material variable factors such as spindle speed, feed rate, thickness of material, number of cutting edges, type of tool, metal removal rate, accuracy and depth to be achieved is taken into account. CNC machine consist of a c ontrol box that consists of microcontroller and drivers for motors of the machine, a teach pendant to give commands and to load unload and modify the programs into microcontrollers memory in .dxf file format. It has VFD (Variable frequency drive) which allows to either increase or decrease spindle speed and cutting and speed during the operation. Machine has four stepper motors that helps to move spindle over the bed in possible working area. For X and Z direction it has one motor each and for Y direction it has two stepper motor that causes motion over the guiding rails. Spindle is mounted on gantry type support. For X and Y direction motion it has helical type Rake and Pinion mechanism and for z direction moment its uses ball screw mechanism. For experimentation three input parameters are taken into account. Spindle speed of 6000 rpm, 12000 rpm and 18000 rpm, feed rate 0.3 mm/ min, 0.5 mm/ min and 0.7 mm/ min and thickness of plywood to be 8, 10 and 12 mm.
Prashil N Patel et.al [1] Elaborates about building a three Axis CNC router machine that has three stepper motors setup. The machine is capable of performing operations like engraving, marking, cutting, drilling and milling on wooden material. It uses software that reads design in form of G-code and convert it into machine readable format which is in loaded into order now using GRBL software. Machine has a spindle that operates at 6 000 RPM speed. The machine has working area of 280 x 170 x 65 mm. Researchers found that machine gives 100% and 99.99% accuracy in depth and carving respectively.
K Bangse et.al [2] Discuss about building a small capacity CNC router machine having spindle that operates at 1200 RPM and working over area of 800 x 500 x 130 mm. This machine uses microcontroller ATMEGA 320 that allows to load unload and modify the program. CAD design file in .stl file format is sent to MACH3 software that convert it into machine readable file format and then this file is send to microcontrollers memory for further operations. This machines consists of BOB i.e; break out board to limit the possibility of feedback signal that may affect the machine. It is found that this machine shows 99.5% accuracy in X and Y direction and 96% accuracy in Z direction. This successfully claim to make an alternative machine for woods craftsmens in Bali that uses traditional way for engraving and design making on wood.
Huseyin Pelit et.al [3] Discussed about carrying experiment on wooden blocks of thermally treated wood of scotch pine estern beach and Linder wood and find relationship between influencing factor and parameter such as spindle speed, feed rate on surface roughness.
Wooden blocks where thermal treated by drying it at 0% moisture and heating them simultaneously from 170 degree Celsius, 290 degree Celsius to 210 degree Celsius after which water is spread to bring moisture in range of 4 to 6%. Experiments were carried out at spindle speed of 12000 RPM, 15000 RPM and 18000 RPM. Experiment was carried on using two different tools that is straight mill tool and spiral mill tool. It was found that spiral tool gives less surface roughness error than straight mill tool. Also claimed that with increase in spindle speed results 15% decrease of roughness error and increase in feet rate results into 21% decrease of roughness error.
II. MATERIALS AND METHOD
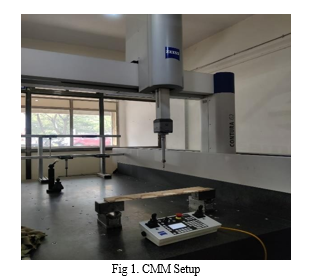
Experimentation setup consist of a Computer Numeric Control CNC wood router machine cutting machine which typically mounts a hand-held router as a spindle which is used for cutting various materials, such as wood, composites, aluminum, steel, plastics, glass, and foams.It can be used for engraving, cutting, reaming, marking, drilling and milling on wood acrylic and PCB materials. CNC Wood Router machine has working area of 1300 mm * 2500 mm * 800 mm within which the materials can be placed to carry out engraving operation. The system consist of spindle ( 3.5 KW), with spindle speed ranging from 6000 rpm to 18000 rpm. It used VFD ( Variable Frequency Drive) to maintain different spindle speeds. The spindle head is supported by gantry type columns support, which allows spindle head to move over the working area. For movement in X-Axis and Y-Axis direction it uses linear bearing rails and for Z-Axis movement it uses ball bearing setup for causing movements.
CNC uses internal microprocessor DSP A11 which has memory. First of all, the component to be manufactured is designed using the opensource software(ArtCam, InkScape) which supports image processing , then G-codes are generated and sent to the microcontroller through GRBL software using serial communication which then sends the signals to the actuators which performs the required motion on the job according to point coordinates. These software also allows setting up different parameters as well as simulate the process, tool path and the exact engraved part.
After generating of the design it is transferred to machines memory through pendrive. The machine supports the .dxf file format. The design can be loaded into its memory through the teach pendent that has provision to attach pendrive directly. Once the program is loaded, materials to be used is clamped within working area of machine. Tool used during process is steel made end mill drill bit having two cutting edges with diameter 6mm.
A. Coordinate Measuring Machine
CMM or Coordinate measuring Machine is used to measure geometry of objects. Coordinate Measuring Machine called Zeiss Contura G2 was used to find roundness, height achieved. Tip of CMM consist of ball ruby probe. Sensor used here is fixed passive sensor made of ruby, it has about 20,736 position with 2.5* increments. It has ability to work over area of 1000 mm * 2100 mm * 800 mm. it shows accuracy of 0.0019mm.

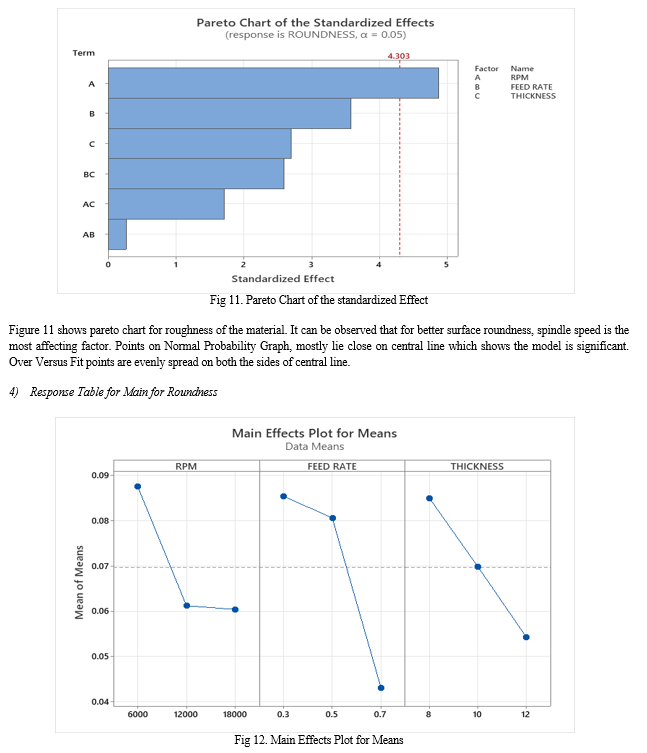
The main effect plot for Surface Roundness is shown in figure. This shows that Surface Roundness decreases with increase in Spindle Speed. Initially surface roundness is high at low value but gradually decreases with increase in spindle speed. The Surface Roundness decreases with increase in feed rate. The best Surface Roundness can be obtained at can be obtained at spindle speed of 6000 rpm at 0.3 feed rate while working on material having thickness of 8mm.
Conclusion
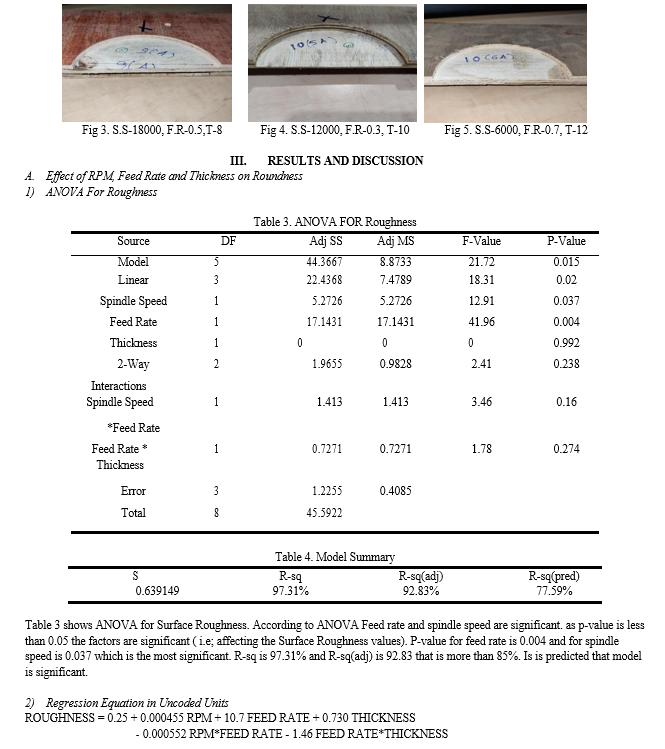
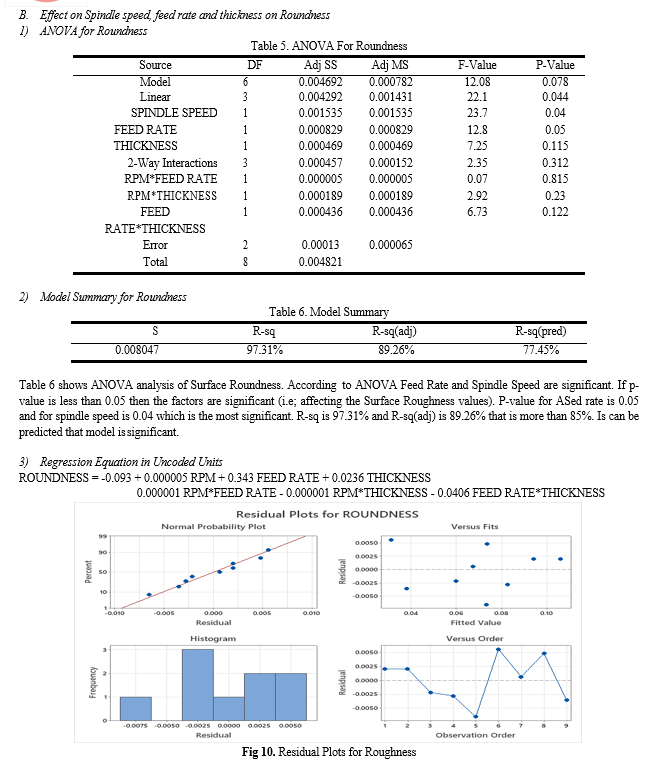
1) ANOVA for roughness shows p-value for spindle speed and feed rate as 0.037 and 0.004 which is less than 0.005. it can be concluded that spindle speed and feed rate are the influencing factors that influences feed rate 2) It is observed that at spindle speed of 18000 rpm and feed rate of 0.3 mm we get least roughness error. At highest spindle speed and lowest feed rate gives better value of surface roughness. 3) ANOVA for roundness shows p-value for spindle speed as 0.004 that is significant as a result it can be concluded that spindle speed is the influencing factors that influences feed rate. 4) It is observed that at spindle speed of 18000 rpm and feed rate of 0.7 mm we get least roughness error. 5) At spindle speed of 12000 rpm and 0.7 mm feed rate we get large value of roughness and roundness error. 6) It is found at highest spindle speed of 18000 RPM and feed rate of 0.3 mm/min we will get best possible results. 7) Materials when removed in direction of particles packed gives better surface finish than that when removed against the direction of particles packed. Number of cutting edges and material of tool used influences overall surface finish of engraved part. 8) Accuracy for diameter and height is found to be 99.8% and 99.4% respectively as per the values calculated on CMM Machine.
References
[1] Design and development of portable 3 Axis CNC Router machine; Prashil N Patel, Shreyas D Pavagadhi, Dr. Shailee G Acharya (2019) [2] Design and fabrication of a CNC Router machine for wood engraving, K Bangse, A Wibolo, I K E H Wiryanta (2020) [3] Surface roughness of thermally treated wood cut with different parameters in in CNC Router machine, Huseyin Pelit, Mustafa Korkmaz, Mehmet Budakc (2021) [4] Low cost open source based CNC Router for machining contours, Aniket Suryawanshi, D S S Sudhakar, Bhushan T Patil (2020) [5] Guide to calculate speed and feed, CNC Router bits [6] CNC router machine, Mohammad Yousef Samench, Mohammad Sameer Masoud (2013) [7] Application of CNC Router 3 Axis for making of engraved granite or marble, S Suharto, S Suryanto, S Sarana, K Purbono (2019) [8] Design and manufacturing of cutting motion control system on 3 Axis router machine for wood carving, Sugiharto, Rachmad Hartono, Gatot Santoso, Toto Supriyono, Muhammad Gia Pratama, Nizar Darmawan, Irfan Feriawan (2020) [9] Analysis of surface roughness in selected wood spaces after working on a CNC wood worker centre, Grzegorz Pinkowski, Waldemar Szymanski, Tomasz Nosowski (2012) [10] An investigation effect of machining parameters on CNC Router, Dhruv H Patel, V N Patni (2014) [11] Automatic Mini CNC machine for PCB drawing and drilling, Kajal J Madekar, Kranti R Nanaware, Pooja R Phadtare, Vikas S Mane (2016) [12] Implementation 3 Axis CNC Router for small scale industry, R Ginting, S Hadiyoso, S Aulia (2017) [13] Sergej .N. Gregoriev, Georgi .M. Martinov, 2016, “Control platform for decomposition and synthesis of specialized CNC system,” ELSEVIER. [14] Khan, Mehtab, Hasan and Hussain, 2014, “Design And Fabrication Of A Cnc Machine For Engraving And Drilling,” International Interdisciplinary Journal of Scientific Research. [15] C. Cosereanu, \"Complex ormament machining process on CNC Router,\" Pro Ligno, vol. 10, 2014. [16] F. Abdullah, \"Building a Three-Axis CNC Milling Machine Control System,\" International Journal of Artificial Intelligence and Mechatronics, vol. 3, no. 1, pp. 28 - 36, 2014. [17] R. Ginting, \"Implementation 3-Axis CNC Router for Small Scale Industry,\" International Journal of Applied Engineering Research, vol. 12, no. 17, pp. 6553-6558, 2017. [18] Y. M. Hasan, \"Implementation and Manufacturing of a 3-Axes Plotter Machine by Arduino and CNC Shield,\" in 2018 International Conference on Engineering Technologies and their Applications (ICETA), 2018. [19] V. V. Athani, Stepper Motors: Fundamentals, Applications And Design, New Delhi: New Age International limited Publishing, 2005. [20] T. Y. Mon, \"Design and Implementation of Microcontroller Based Stepper Motor Control System for 3-Axis Airfoil Maker CNC Machine,\" International Journal of Scientific and Research Publications, vol. 8, no. 9, pp. 92- 99, 2018. [21] A. Nassehi, \"Toward interoperable CNC manufacturing,\" International Journal of Computer Integrated Manufacturing, vol. 21, no. 2, pp. 222– 230, 2008. [22] Paulo, Rogério and Maria, 2010, “Prototype CNC Machine Design,” International Conference on Industry Applications.
Copyright
Copyright © 2024 Vipul Rathod, Dr. Yogesh Kamble, Rohit Jadhav. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET60827
Publish Date : 2024-04-23
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online