

Ijraset Journal For Research in Applied Science and Engineering Technology
Productivity Improvement by Process Mapping in Sand and Casting Industry
Authors: Prof. Pratik Kamble, Mohammad Kaif Faiyaz Hakim
DOI Link: https://doi.org/10.22214/ijraset.2024.63302
Certificate: View Certificate
Abstract
This research paper presents a comprehensive investigation into the efficacy of process mapping as a means of enhancing productivity within the sand and casting industry. Through the meticulous analysis of current state maps and the strategic development of future state maps, this study identifies and addresses inefficiencies in foundry operations, offering practical suggestions for the integration of new technologies, reduction of takt time, and alleviation of bottlenecks. Additionally, employing methodologies such as Time Study with Process Improvement, Rapid Upper Limb Assessment (RULA) analysis, and Rejection Analysis, this research provides a multifaceted approach to process optimization. By synthesizing empirical findings and industry insights, this paper not only underscores the importance of process mapping in enhancing efficiency but also offers actionable strategies to streamline operations and elevate productivity within the sand and casting sector.
Introduction
I. INTRODUCTION
Industrial engineering is a multidisciplinary field that focuses on optimizing systems and processes within various industries to maximize efficiency, productivity, and quality. Combining principles from engineering, mathematics, and social sciences, industrial engineers analyse complex systems involving people, materials, information, equipment, and energy to improve overall performance. They employ techniques such as process optimization, workflow design, and resource management to streamline operations, reduce costs, and enhance competitiveness. Industrial engineers play a crucial role in areas such as manufacturing, logistics, healthcare, and service industries, where they design efficient production processes, develop supply chain strategies, and implement quality control measures to meet customer demands effectively. Their expertise in problem-solving, data analysis, and project management enables them to drive continuous improvement initiatives and innovation, ultimately contributing to the success and sustainability of organizations in today's dynamic and competitive business environment. A Value Stream Map (VSM) is a powerful Lean manufacturing tool utilized in industrial engineering to visually depict and analyse the flow of materials and information within a process from start to finish. It enables organizations to identify value-adding steps, as well as non-value- added activities that contribute to waste and inefficiencies. By mapping out the current state of the value stream, including processes, inventory levels, lead times, and information flow, VSM facilitates a comprehensive understanding of the existing operational landscape. This insight allows teams to pinpoint areas for improvement and develop strategies to streamline processes, reduce cycle times, minimize inventory, and optimize resource utilization. Additionally, a future state Value Stream Map is often created to illustrate the ideal state of operations, serving as a roadmap for implementing continuous improvement initiatives and achieving operational excellence.
II. COMPANY PROFILE
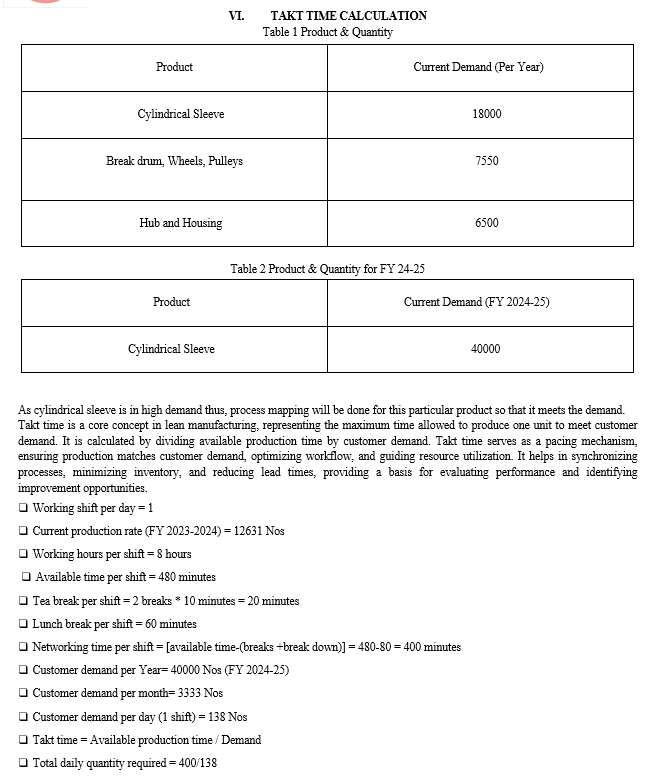
Siddasankalp Casting, Maharashtra in here all types of Steel Castings is being manufactured by using the synergy of skilled man power & fully fledged machinery. Besides a manufacturer, they are also steel casting suppliers based in India, they have a complete setup to manufacture castings of reliable quality that will exactly meet with Customer specifications. They manufacture Cylindrical Sleeve, Brake Drum, Pulleys, Hub Housing.
III. PROBLEM STATEMENT
The sand and casting industry faces challenges stemming from inadequate visibility and understanding of the production process, resulting in inefficiencies, delays, and suboptimal resource utilization. Issues such as material flow management, lead time reduction, and maintaining consistent product quality persist due to the absence of a structured approach for analysis and optimization.
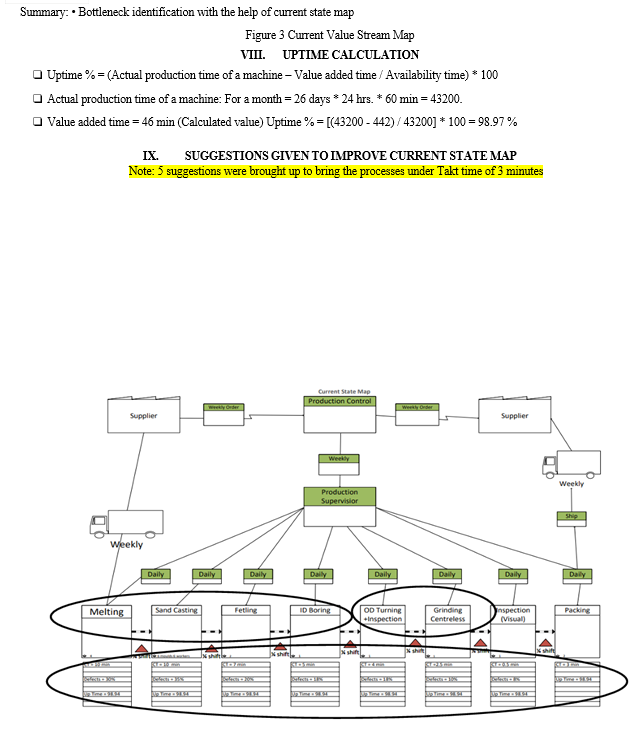
Bottlenecks, excessive inventory, and inconsistent workflow synchronization hinder productivity and increase costs, making it challenging to meet customer demands and remain competitive. Implementing Value Stream Mapping (VSM) is essential to address these challenges by visualizing, analysing, and improving the production process effectively.
IV. OBJECTIVE
- The primary objective is to identify and visualize current inefficiencies and bottlenecks within the sand and casting production process to understand areas for improvement.
- Identify and reduce non-value-added activities and unnecessary delays throughout the production process to minimize cycle times and increase throughput.
- Identify opportunities to reduce costs, such as inventory holding costs, overtime expenses, and rework costs, through process optimization and waste reduction.
- Develop standardized work procedures and best practices to ensure consistency, reliability, and repeatability in production operations.
- Evaluate and address ergonomic concerns within the production process to enhance worker safety, comfort, and efficiency, thereby reducing the risk of injuries and improving overall productivity
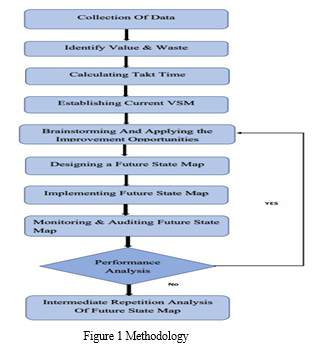
V. METHODOLOGY
- Defining the scope of the value stream, encompassing all processes involved in transforming raw materials into finished casted components. This includes activities such as sand preparation, moulding, melting, casting, finishing, and inspection.
- Collaborating with cross-functional teams to create a detailed map of the current state of the value stream. This involves capturing information on process steps, material flows, cycle times, inventory levels, and lead times using standardized symbols, icons.
- Analysing helps to identify opportunities for waste reduction and process improvement.
- Gathering quantitative data on key performance metrics such as cycle times, lead times, defect rates, and resource utilization for each process step.
- Designing an ideal future state for the value stream, incorporating improvements 3 bottlenecks identified during the analysis of the current state.


Detail:
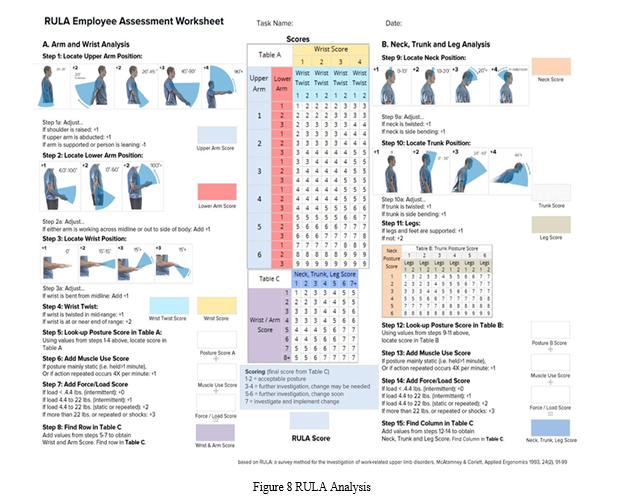
As the workers working positions were risky, we proposed idea of RULA (Rapid Upper Limb Assessment) analysis which is a systematic ergonomic assessment method used to evaluate and analyses the risk factors associated with musculoskeletal disorders (MSDs) in the upper limbs and neck. Developed by Lynn McAnarney and Nigel Corlett in 1993, RULA aims to identify and mitigate ergonomic hazards that may contribute to discomfort, pain, or injury among workers who perform repetitive or prolonged tasks involving the upper body. 18 During a RULA assessment, an ergonomics specialist or trained observer observes a worker's posture and movements while performing their tasks. The assessment involves a step-by-step process of analysing various aspects of the worker's posture, such as the position of the arms, wrists, neck, and back, as well as the force exerted and the frequency of movements. Based on these observations, a RULA score is calculated, which indicates the level of risk associated with the observed postures and movements. The RULA assessment provides valuable insights into ergonomic hazards and helps prioritize interventions to improve working conditions and reduce the risk of MSDs. By identifying high- risk postures and activities, organizations can implement ergonomic solutions such as redesigning workstations, providing ergonomic tools and equipment, and implementing training programs to promote proper posture and movement techniques. Ultimately, RULA assessment contributes to creating safer and healthier work environments, reducing the incidence of work-related injuries and promoting employee well-being.
Main objective:
• Identify Risk Factors • Evaluate Postures • Quantify Risk Levels• Promote Worker Health and Safety
X. TIME STUDY WITH PROCESS IMPROVEMENT
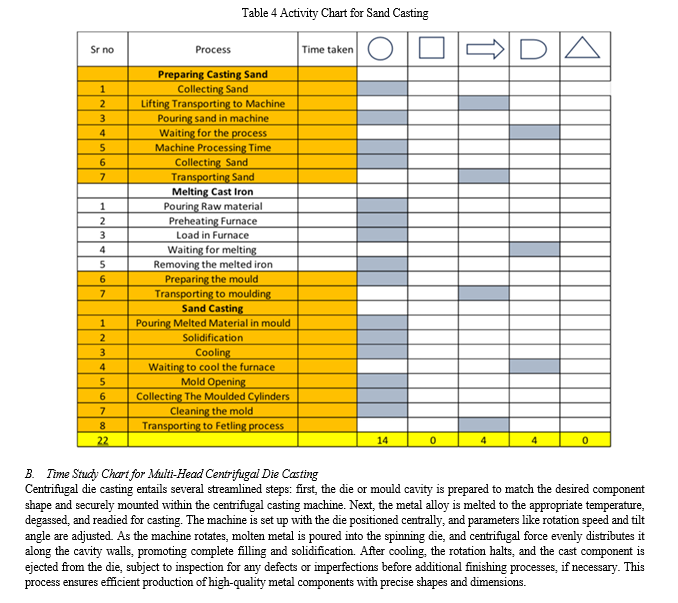
A. Time Study Chart for Sand Casting
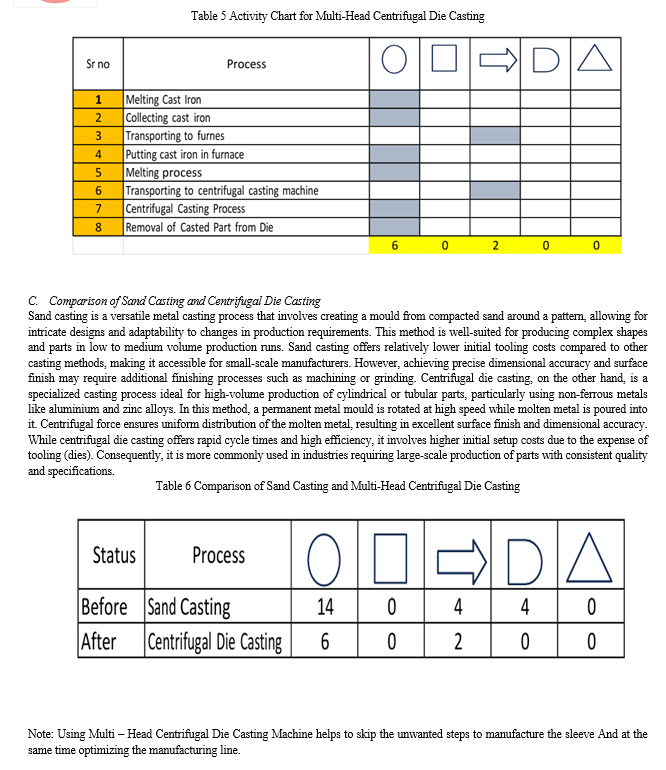
The Sand casting, a widely used method for manufacturing metal components, involves several sequential steps: first, a pattern representing the desired part shape is created from materials like wood, metal, or plastic. Then, this pattern is placed in a two-part mould box (cope and drag), and fine sand is packed tightly around it to form a mould. After removing the pattern, the two halves of the mould are assembled, and a pouring basin and runner system are created in the cope half to facilitate metal flow. Molten metal is then poured into the mould cavity, allowed to cool and solidify, and finally, the mould is broken to reveal the cast metal part. Excess material is removed, and any necessary finishing operations are performed to achieve the desired final product.
XI. RULA ANALYSIS
REBA (Rapid Entire Body Assessment) and RULA (Rapid Upper Limb Assessment) are ergonomic assessment tools widely used to evaluate the ergonomic risks associated with various work tasks. RULA focuses specifically on upper limb musculoskeletal disorders by assessing posture, force, and repetitive movements, while REBA extends this evaluation to include the entire body. Both tools aim to identify ergonomic hazards that could lead to discomfort, injury, or long-term musculoskeletal issues among workers. RULA analysis involves observing workers' postures and movements during a task, assigning scores based on the degree of risk associated with those postures, and then recommending corrective actions to reduce ergonomic risks. By examining factors such as joint angles, repetition, and force exertion, RULA helps identify high-risk activities and suggests interventions to minimize the likelihood of work-related injuries. The analysis typically involves trained ergonomic assessors who systematically evaluate various aspects of the task and provide recommendations tailored to improve ergonomics and reduce the risk of injury. Integrating RULA and REBA into workplace assessments can contribute significantly to improving occupational health and safety. By identifying and mitigating ergonomic risks, these assessments not only enhance worker well-being but also potentially increase productivity and reduce absenteeism due to work-related injuries. Moreover, by promoting ergonomic awareness and providing practical recommendations, organizations can create a safer and healthier work environment.
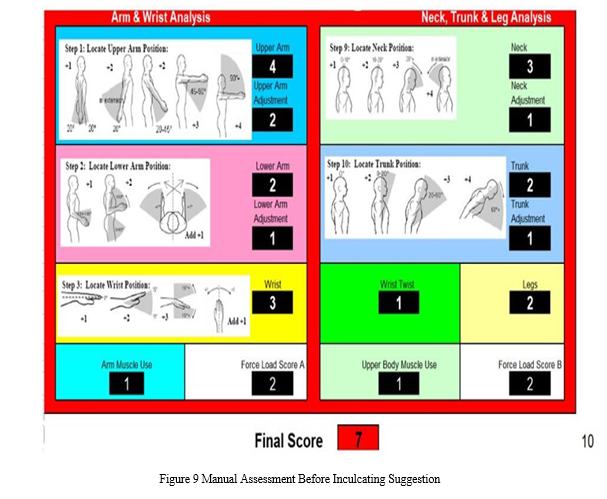
Note: RULA Analysis is done before inculcating suggestions and after inculcating suggestions and for analysis CATIA V5 and Manual RULA Assessment is done to get the safe RULA score.
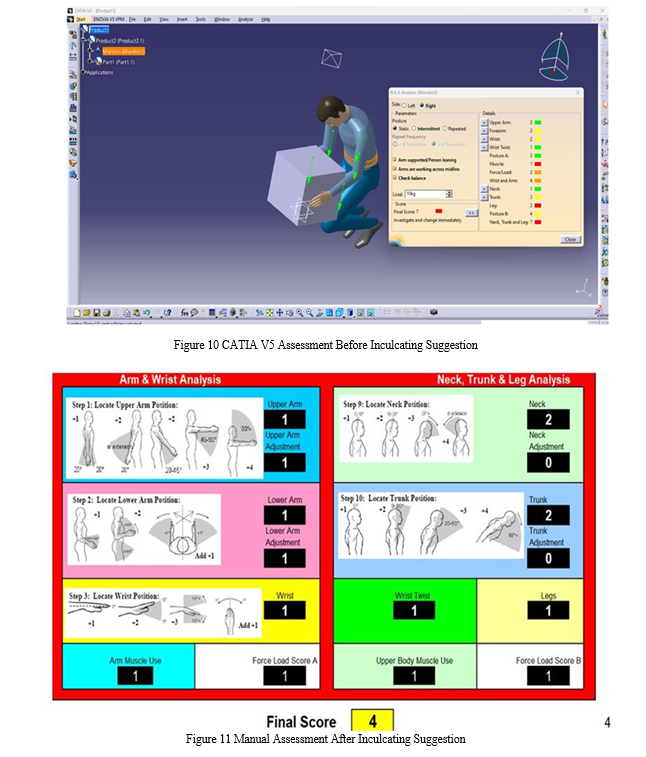
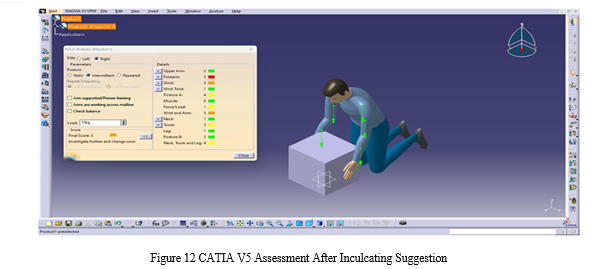
Note: After inculcating suggestion the RULA score is successfully reduced to 4 which implies that the processes are risk free for workers to work in.
XII. REJECTION ANALYSIS (REPORT: OPTIMIZATION OF CYLINDRICAL SLEEVE PRODUCTION PARAMETERS)
A. Introduction: Rejection Analysis
In manufacturing, rejection analysis plays a critical role in identifying and mitigating defects to improve product quality and efficiency. Understanding the root causes of defects enables targeted interventions and process optimizations. This report focuses on applying Design of Experiments (DOE) techniques to analyse rejection rates in cylindrical sleeve production and optimize key parameters to reduce defects.
B. Design of Experiments (DOE)
DOE is a structured approach to systematically investigate and optimize process parameters affecting product quality and performance. By varying key factors and observing their effects on the output (defect rate in this case), DOE helps identify optimal parameter settings that minimize defects and improve overall productivity.
C. L9 Array Observation Table
- Experimental Setup:
The following L9 array was used to study the effects of RPM (Revolutions Per Minute) and DOC (Depth of Cut) on defect rates in cylindrical sleeve production:
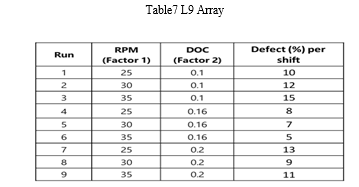
2. Observations:
• Based on the L9 array experiments, run 6 (35 RPM, 0.16 DOC) exhibited the lowest defect rate of 5%.
• This represents a significant improvement compared to other runs and indicates the effectiveness of this parameter combination.
3. Finalization of Parameters:
After analysing the experimental results, it is recommended to finalize the following parameters for cylindrical sleeve production:
• RPM (Revolutions Per Minute): 35 RPM • DOC (Depth of Cut): 0.16 • The combination of 35 RPM and 0.16 DOC resulted in a 50% reduction in defect rates compared to other parameter combinations. • These parameters provide optimal conditions for achieving the desired defect rate and improving overall production quality.
XIII. FUTURE STATE MAP
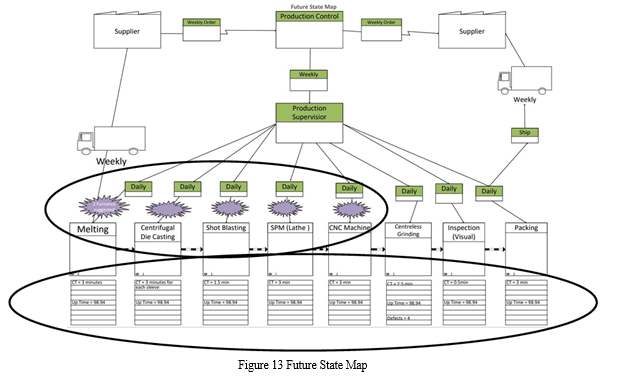
In the envisioned future state map, the process undergoes a significant transformation aimed at optimizing efficiency and streamlining operations. Through meticulous analysis and strategic planning, key improvements have been identified and integrated into the workflow to enhance productivity and minimize waste. Notably, steps have been taken to standardize processes and ensure consistent uptime across various stages of production. This is exemplified by the remarkable uptime rate of 98.94% consistently maintained throughout the entire production line, indicating a robust system resilient to downtime disruptions. Each component of the process, from melting and centrifugal die casting to shot blasting and CNC machining, operates seamlessly with minimal cycle times, underscoring the commitment to maximizing throughput and reducing lead times. Moreover, the future state map embodies a holistic approach to quality control and 19 customer satisfactions. By incorporating regular inspection checkpoints and rigorous quality assurance measures, the production line strives to deliver products of impeccable quality, meeting or exceeding customer expectations. This commitment to quality extends beyond the manufacturing process, encompassing meticulous packing procedures and timely shipping schedules to ensure that orders are fulfilled promptly and accurately.
• Inculcating above suggestions the cycle time has been reduced and the processes are under the takt time calculated.
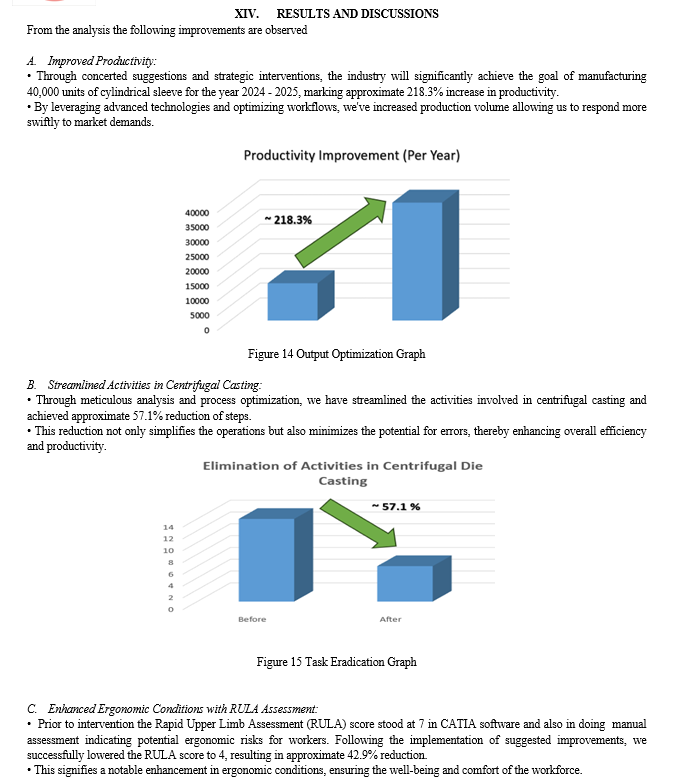
XV. RESULTS AND DISCUSSIONS
A. Conclusion:
Value stream mapping tools can be used effectively in any kind of sectors as these are the world class manufacturing tools. The prime objectives of the project for using value stream mapping tools are as follows:
- To use the tools in identifying, quantifying and minimizing major wastes in a foundry production line.
- To quantify the variety of products generated at each manufacturing processes within the foundry line.
- To formulate practical means of reducing the identified major wastes by reducing excess inventory, defects and unnecessary activities
- The aim is to reduce lead time for process improvement.
- To quantify by rank the seven wastes of lean within the foundry line.
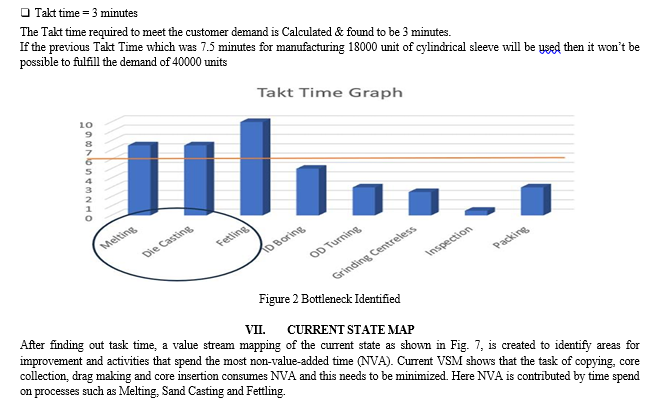
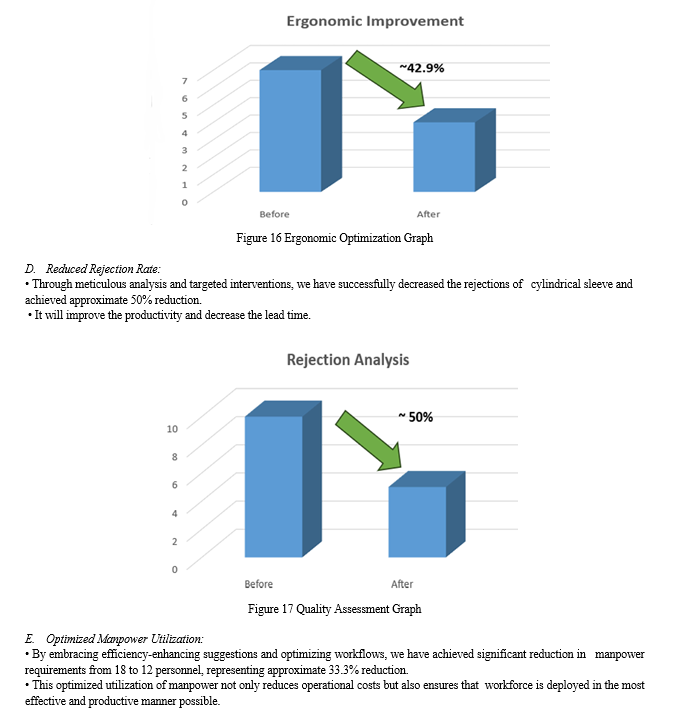
The results of Process activity mapping shows increase of approximately 20% productivity compared to current process mapping. It is possible to reduce the chances of defects at the generic origin sources i.e., at melting, sand casting, fettling, IS Boring and OD turning and by controlling the melting parameters. In this study bottleneck product is identified. The key sources for internal scraps are identified and these are analysed and improvement is carried out in these areas. Also, there is 83% of manpower reduction which will certainly profitable for the company. After that future state quality filter map with findings are presented. Future state map revealed that if the company follows the future state map and optimize their production line then they could easily achieve their yearly target. It is however to be noted that there is a significant cost to carry out any required changes but the increased throughput against takt time will pay back for investment. Previously the RULA score was 7 which means that the worker’s health factor was at risk upon revaluation after the implementation of suggestions, a notable improvement in ergonomic conditions was observed. The RULA score decreased from 7 to 4 which is 43% of improvement, reflecting a significant reduction in ergonomic risk factors. This improvement suggests a positive impact on the overall well-being and safety of employees, also the time study in sand casting process was approximately 73% which after adopting suggestion came down to approximately 39 % which is an significant number achieved for achieving the takt time.
B. Future Scope:
The future of the sand and casting industry is characterized by a paradigm shift towards digitalization, sustainability, and innovation. Advanced technologies such as 3D printing, robotics, and IoT-driven monitoring systems are revolutionizing traditional casting processes, enabling higher precision, efficiency, and cost-effectiveness. Additionally, a growing emphasis on sustainability is driving the adoption of eco-friendly practices, including the use of recycled materials, cleaner production methods, and energy-efficient processes.
This dual focus on technology and sustainability not only enhances the industry's competitiveness but also aligns with global efforts towards environmental conservation and resource efficiency. Moreover, collaborative research initiatives and partnerships between industry players, academia, and government bodies are driving innovation and knowledge-sharing within the sector. These collaborations foster the development of new materials, casting techniques, and quality control measures, ensuring that the industry remains at the forefront of technological advancement. By leveraging these opportunities for digital transformation, sustainability, and collaboration, the sand and casting industry is poised for continued growth and resilience in the face of evolving market dynamics and regulatory pressures.
References
[1] Belokar, R. M., Kharb, S. S., & Kumar, V. (2012). \"An Application of Value Stream Mapping In Automobile Industry: A Case Study.\" International Journal of Innovative Technology and Exploring Engineering (IJITEE), 1(2), 231-236. [2] Samad, M. A., et al. (2013). \"Value Stream Mapping To Reduce Manufacturing Lead Time In A Semi-Automated Factory.\" Asian Transactions On Engineering, 2(6), 22- 28. [3] Gracanina, D., Buchmeister, B., & Lalic, B. (2014). \"Using Cost-Time Profile for Value Stream Optimization.\" Procedia Engineering, 69, 1225–1231. [4] Rahani, A. R., & al-Ashraf, M. (2012). \"Production Flow Analysis through Value Stream Mapping: A Lean Manufacturing Process Case Study.\" Procedia Engineering, 41, 1727–1734. [5] Al-Odeh, M., et al. (2014). \"Value Stream Mapping: Recreating an Industrial Environment in an Educational Setting.\"\\ Proceedings of The (2014) IAJC/ISAM Joint International Conference. ISBN: 978-1-60643-379-9. [6] Sheth, P. P., et al. (2014). \"Value Stream Mapping: A Case Study of Automotive Industry.\" Ijret, 2321-7308. [7] Ali, R. M., et al. (2014). \"Dynamic Lean Assessment for Takt Time Implementation.\" Procedia CRIP, 17, 577-581. [8] Gohane, G. M., Bonde, A. S., & Sable, C. S. (2015). \"Improvement of Productivity Using Value Stream Mapping.\" IJSRD - International Journal for Scientific Research & Development, 2(8), 1-5. [9] Reddy, G. S., Lingareddy, H., & Jagadeeshwar, K. (2013). \"Value Stream Mapping In A Manufacturing Industry.\" International Journal of Advanced Engineering Technology, 4(2), 20-23. [10] Bose V, B., & Anilkumar, K. N. (2013). \"Reducing rejection rate of castings using Simulation Model.\" Proceedings of International Conference on Energy and 41 Environment, International Journal of Innovative Research in Science, Engineering and Technology, 2(1), 589-597. [11] Solding, P., & Gullandar, P. (2009). \"Concepts for Simulation Based Value Stream Mapping.\" Proceedings of the 2009 Winter Simulation Conference, 2231-2237. [12] Xia, W., & Sun, J. (2013). \"Simulation guided value stream mapping and lean improvement: A case study of a tubular machining facility.\" Journal of Industrial Engineering and Management, JIEM, 456-476. [13] Kumar, S. S., & Kumar, M. P. (2014). \"Cycle Time Reduction of truck body assembly in an automobile industry by lean principles.\" Procedia Materials science, 5, 1853-1862.
Copyright
Copyright © 2024 Prof. Pratik Kamble, Mohammad Kaif Faiyaz Hakim . This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET63302
Publish Date : 2024-06-15
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online