

Ijraset Journal For Research in Applied Science and Engineering Technology
To Study and Investigate Wear Behavior of Zinc Plating on 316L SS by using Taguchi Optimization Method
Authors: Milind Arun Dadhe, U. V. Hambire, S. D. Ambekar
DOI Link: https://doi.org/10.22214/ijraset.2023.50362
Certificate: View Certificate
Abstract
Zinc Plating (Electroplating) is one of the most used coating method in the industries. Zinc plating is widely applied to almost all the metal parts manufactured in the industry. Industries faces the problem of metal part rusting and corroding after a specific time from installation of that part, which eventually leads to replacing the part or its maintenance either of this will cause the reduction in production or will cost for the metal part replacement. In this project work I have come with a solution for the problem of rusting and corrosion by using Taguchi Optimization, OVAT followed by L-9 Orthogonal Array and ANOVA. When the part is ready it must be zinc plated or electroplated at a specific thickness which we have studied in research work by testing the various thickness of 316L SS zinc plated specimens which give us a summary of what thickness will be the best to minimize the problem of rusting, so that once a metal part is installed in a industry it will not be frequently required to be maintained or replaced which will reduce the cost to industry for the maintenance and replacement and will not hinder the production line of a specific industry.
Introduction
I. INTRODUCTION
Now-a-days each and every industry want to make 100% use of the equipment they are buying and investing lots of money in the new technology enhanced devices. To generate the same revenue from the machine equipment they are continuing the production in shifts to meet the market and customer demand. One of the most common issue faced by industries is the maintenance time of a specific part after a specific period of time. When it comes to maintenance, the industries have to stop production line and give time to the maintenance which is not desired by any of the industries. The main problem which leads to maintenance or replacement of a part is the corrosion or rusting of a part which is subjected to various atmospheric conditions and lots of chemical reactions which causes the rapid rusting of a metal part. To overcome the problem of rusting we studied various specimens which were zinc plated and performed and analysis study which will show at what accurate parameter the zinc plating should be done and what is the best possible thickness a metal part should undergo to minimize the rusting and corrosion. For this analysis study we used Taguchi Optimization along with OVAT and L-9 Orthogonal Array to give a proper and scientific study report. Zinc plating also called as electroplating is a process of plating metal part at a convenient thickness which will protect the metal part from rusting and corroding. The metal which is being plated is called a substrate. The zinc plating forms a physical obstacle which avoids rust from reaching the underlying metal surface. The rusting and corrosion of a metal part occurs due to it is subjected to various atmospheric conditions. Corrosion is a natural process that converts refined metal into a more chemically stable oxide. It is a gradual deterioration of materials by chemical or electrochemical reaction with their environment. The main aim of the research work is to reduce the corrosion and rusting of a metal part installed in industry to a great extent so that there is no need of frequent maintenance which will reduce the lead time and will avoid the expenses spent on replacement of a particular part.
II. NEED FOR ZINC PLATING
As of now there are more than one plating techniques in the industries, the application of which depends on the use and requirement of the customers to fulfill their demand. Zinc plating is one of the most employed plating process amongst the all, the reason behind its wide application is low cost and easy availability of the raw material and the solutions required and a small investment with less infrastructure. Beyond this zinc plating process does not require any highly skilled worker because the process is easiest and can be understood working with the devices.

The parts which are manufactured in the industry from raw material undergo various intense processes from cutting to finishing where the part is subjects to various atmospheric conditions like high temperature and chemical interaction which changes the parts aesthetic as shown in the figure 1. Which is not desirable by the customers and its user.
If the same part is handed over to the customer he will not be delighted by the outer appearance of the part and beyond the outer appearance it is of major concern that its life after installation at a particular machine working part should be as much long as possible. But with the current appearance the part will be subjects to various atmospheric condition and it should withstand this, this is barely possible with any type of plating over its surface or specially zinc plating. When the part comes in contact with severe atmospheric condition its outer surface will get easily reacted to and it will cause various chemical and physical reaction over its surface leading the part to failure. The main possible reason is the corrosion of the surface which easily degrades the surface of metal part and causes unknown breakdown of the working part.

As shown in the above figure anyone with bare eyes can understand the difference between zinc plated material and un-plated material. But change in the aesthetic does not mean the material is well worsed to be used for any application hence to understand he zinc plating deeply, did performance analysis of the zinc plating at various parameters which is described further in the topic 4. Performance Analysis.
III. ZINC AS A PLATING MATERIAL AND ITS APPLICATION
With the advanced technology there exists lots of modern solution to a modern problem. But nobody wants to do experiment with various method and don’t want to get involved in time consuming and costly testing processes hence they follow the most convenient process and the experimental work to be done is left for the researchers. Similar is the case for zinc plating, there are lots of plating method which will be giving various outputs both positive and negative, but zinc plating is used mostly. Zinc plating process got the popularity and is trusted by many of its users who suggests zinc plating as one of the most used and convenient process existing in the plating industry. Chhatrapati Sambhajinagar(Aurangabad) , Maharashtra which is considered a hub for production industries having three MIDC’s a center for production, uses zinc plating on a large scale. While getting our specimen plated there were parts in quintals and tons that were to be zinc plated, this is the impact of zinc plating we experienced. As it is being used for a long time now modifications are needed with changing customer demands. So to deal with the convenient plating with constant zinc thickness we performed the whole research on the parameter which influences the plating performance i.e Plating Thickness. Along with plating thickness we also tested for changing temperature and frequency of specimen on the tribometer test and analyzed the whole data with the use of minitab software which clearly summarized in the following report i.e Performance analysis.
Zinc is most commonly used for plating because it is the cheapest material available with good protection for the base metal from corrosion. The zinc plating on the metal part will react with the various atmospheric conditions and will form a oxide layer on the metal surface which will avoid the base material from getting damaged by corrosion and various reaction occurring on its surface and eventually it will expand the part life further. If the base metal is damaged it will cause a bigger problem, like stopping of production line for part replacement or maintenance which is mostly avoided by the use of proper thickness of zinc plating on the industrial parts.
IV. PERFORMANCE ANALYSIS
A. Introduction
One variable at a time in this analysis a range of values are considered to identify the actual range of the variables where the required or optimized value can be found. The factors for the OVAT analysis are Thickness, Frequency, Temperature and all other factors are kept constant. While conducting the experiment level of one variable is changed and the other two are kept constant five different coating Thickness were taken for experiment and then the wear rate was calculated for each.




F. Main Effects of Wear Rate
The effect of every control parameter (coating thickness, frequency and temperature) Wear Rate is examined from the Signal to Noise(S/N) ratio, which depicts the S/N ratio at every stage of control parameter. The control parameter effect is calculated by its stage varying figures. A large control parameter stage variation causes a larger effect on the Wear Rate. The F test is performed to find the importance which operating parameter have a important change in the performance appearances. The variation of operating parameter has important outcome on the performance appearances when the F figure is bigger.
These Taguchi results compared to the regression analysis show close agreement. The main effect diagrams for parameters such as Reinforcement, Frequency and Temp are obtained from the regression analysis using the Minitab Version 19 statistical software to predict the optimal level of measured response.
The main effect plots for mean of S/N ratio of Wear Rate is as shown in graph 4.4

A higher S/N ratio with better characteristics was used and was calculated with the help of the Minitab19 software for the experimental tests. The values of the complete S/N ratio are S/N ratio for the first test. From the graph 4.4, it is observed that the optimum Wear Rate was in the highest values of the in the response graph. The optimal input parameters were coating thickness 65µm (level 3), Temp 60oC (level 1) and Frequency 3Hz (level 1). The graph depicts the result of the control factors on s material. The configuration of the operating parameters with the maximum ratio continuously delivers the best quality with a least variation. The graph displays the relationship change when the control factor configuration was changed from one level to another.
G. Analysis of Variance (ANOVA)
ANOVA, Fisher’s ratio (F) is known as the ratio of variance of the cutting parameter and the error variance. It is used to find whether the parameter has a significant result on the quality characteristic by comparing the F test value of the parameter with the standard F table value at the P significance level. If the P test value is less than F test the operating parameter is taken significant. Relevance of the models is tested by ANOVA. It is a statistical tool for testing the null hypothesis for planned experiments, in which more than a few unlike variables are considered simultaneously. ANOVA is used to rapidly examine the variances in the experiment using the Fisher test (F test). ANOVA examination makes it likely to observe that the value of p is less than 0.05 in the three parametric sources. It is hence clear that Reinforcement, Load and temp of the material have an impact on the buffs wheel material. The last column of collective ANOVA has shown the fraction of every factor in the overall variance that shows the degree of impact on the outcome. ANOVA results are shown in Table 4.7
Table 4.7 ANOVA result of Wear Rate
|
Source |
DF |
Adj SS |
Adj MS |
F-Value |
P-Value |
% Contribution |
|
Coating thickness |
2 |
0.20076 |
0.10038 |
9.11 |
0.038 |
37.47 |
|
Temperature |
2 |
0.08651 |
0.04326 |
3.92 |
0.041 |
16.14 |
|
Frequency |
2 |
0.22643 |
0.11321 |
10.28 |
0.016 |
42.26 |
|
Residual Error |
2 |
0.02202 |
|
|
|
|
|
Total |
8 |
0.53574 |
|
|
|
|
Data in table 4.7 shows that the coating thickness (37.47%), temp (16.14%) and frequency (42.26%) have more effect on the Wear Rate. Involvement of frequency (59.51%) is maximum of three parameters hence it is temperature is less influencing while frequency is more influencing parameter.
H. Regression model development for wear rate
Regression model has been established by Minitab 19 software. Replacing the experimental values of the parameters in regression equation, values for Wear Rate have been expected for total stages of study parameters. Graphical illustration depicts that expected and experimental value of Wear Rate relates with one other.
To establish the correlations between the parameters are (1) thickness, (2) Frequency, (3) temp , of material the model of multiple linear regressions was obtained using the statistical software.
Using "Minitab19". The final equation obtained is the following.
Mathematical models of Reinforcement, Load and temp is calculated using Minitab19 software and analysis of regression carried out to obtain the predicted value of Wear Rate.
Regression Equation
Regression Equation
|
Wear Rate |
= |
3.11 - 0.0243 Coating thickness + 0.0073 Temperature + 0.043 Frequency |
By the use of developed mathematical equation Table 4.8 shows comparison between experimentally measured and predicted Wear Rate.
Difference between Wear Rate values found using regression equation and experimental values for each experiment found less than 10%. Therefore, we can conclude the regression equation developed is valid. Graph 4.5 presents the graphical representation of experimental along with predicted values analysed using regression equation.
Table 4.8 Experimental and predicted values of Wear Rate
|
Sr. No. |
Experimental value |
Predicted value |
Error % |
|
1 |
2.0220 |
2.0921 |
7.51 |
|
2 |
2.7875 |
2.9971 |
9.76 |
|
3 |
2.3255 |
2.3942 |
5.11 |
|
4 |
2.3921 |
2.4201 |
7.51 |
|
5 |
2.4624 |
2.4020 |
9.11 |
|
6 |
2.6278 |
2.6178 |
2.11 |
|
7 |
2.2102 |
2.2102 |
5.72 |
|
8 |
2.0890 |
2.0791 |
3.78 |
|
9 |
2.1078 |
2.1978 |
4.11 |
Taguchi design and ANOVA gives mathematical model which predict the result nearly accurate. This can be due to this project deals the parameter level in very short range. Also every effort has done to maintain noise factors constant to greater level throughout experimentation Wear Rate decreases for first sample and increases for ninth sample because of experiment from 1-9 are the set of experiments from Taguchi design L9 array; every experiment has different level of parameters and having unique combination of parameter level. The contrast between experimental and predicted value of Wear Rate is as shown in graph 4.5.
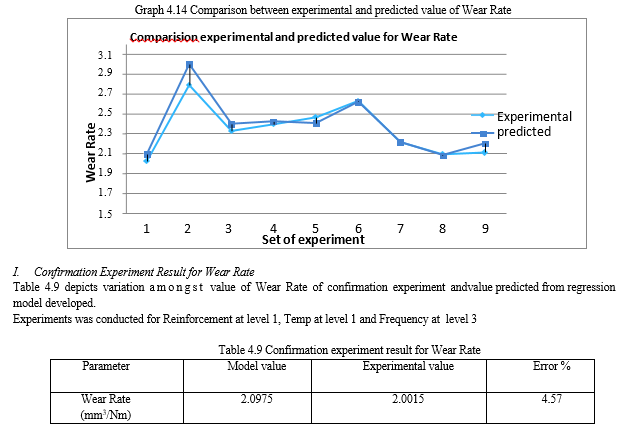
Confirmation experiment is carried by keeping parameters at optimal stages recommended by Taguchi method and the Wear Rate value found has been compared with value projected by the regression model keeping the parameters at similar levels. It is concluded that the variation amongst experimental result and the predicted result is 4.57%. Shows that the experimental value correlates with estimated value.
V. FUTURE SCOPE:
Zinc Plating performed at the thickness of experimentally studied level can give way better performance than the conventional coating thickness which is being used for last few years which is imperior. The further tests can be performed for various materials for various application of the metal part being coated.
VI. ACKNOWLEDGEMENT
I would like to express my deepest gratitude and sincere thanks to my guide Dr. U. V. Hambire, Mechanical Engineering Department, Government College of Engineering, Aurangabad for his valuable time and keen interest in my research work. His intellectual advice has helped me in the every step of my research work and motivated my efforts.
Conclusion
From the experimentation it is practically proven that zinc coating besides conventional zinc plating a slight change in the plating thickness can give the best performance of the part. We took three parameters viz. Coating thickness, Frequency and Temperature and performed the OVAT for all the three parameters and found the most suitable level for further optimization as shown in the graphical representation done for the three parameters elaborated in the performance analysis part. Then performed L-9 orthogonal array by considering the three levels of the parameter where the graph showed drastic change. Then putting the three parameters(Coating thickness, Frequency and Temperature) as input found the required output responses as Signal to Noise(S/N) ratio and wear rate for that level. ANOVA test was performed to get the values using F-test and P-test to the desired condition and the summary of ANOVA is represented in the subsequent table all these testing and the results were calculated by using Minitab-19 Software. After these we used the regression equation to find the predicted value and performed the practical tests on tribometer to get the experimental values and compared both the findings and found that there is 4.74 % difference in the values and hence it is practically proven that the coating thickness in zinc plating has a positive effect on the wear rate of the base material on which it is done.
References
[1] Yi Wang, Study on Influence Factors of zinc layer thickness via Response Surface Method, Taguchi Method and Genetic Algorithm. Industrial Engineering & Management 7: 245 [2] O.S.I. Fayomi, A.A. Sode, B.U. Anyanwu, A.A. Ayoola, M.O. Nkiko, K.M. Oluwasegun, D.O. Alkhuele & D.E. Ighravwe (2021): Experimental studies and influence of process factor on zinc-nickel based coating on mild steel, Advances in Materials and Processing Technologies, DOI: 10.1080/2374068X.2021.1896863 [3] O.S.I Fayomi and A.P.I Popoola, An Investigation of the Properties of Zn Coated Mild Steel. Int. J. Electrochem. Sci., Vol. 7, 2012 [4] Nelly Boshkova, Kamelia Kamburova, Nikola Koprinarov, Mariana Konstantinova, Nikolai Boshkov, and Tsetska Radeva. Obtaining and Corrosion Performance of Composite Zinc Coatings with Incorporated Carbon Spheres. Coatings 2020, 10, 665; doi:10.3390/coatings10070665 www.mdpi.com/journal/coatings. [5] Ravindranath B. S., Murthy B. R. N., Ramu H. C. and Sandeep Nambiar S. Process Parameters Optimization of Pin and Disc Wear Test to Minimize the Wear Loss of General-Purpose Aluminium grades by Taguchi and Simulation through Response Surface Methodology. EngineeredScience DOI: https://dx.doi.org/10.30919/es8d597 [6] Olawale S. Fatoba and Esther T. Akinlabi. Effect of process parameters on the microstructure, hardness and wear resistance properties of Zn-Sn-Ti coatings on AISI 1015 steel: laser alloying technique. Int. J. Surface Science and Engineering, Vol. 11, No. 6, 2017 [7] Martin Gagné. Zinc Castings for Automotive Applications. https://www.researchgate.net/publication/267992480. DOI: 10.4271/2011-01-1087 [8] Kartik Jain Karan Jain. Acid Zinc Plating Process: A review and experiment of the effect of various bath parameters and additives (i.e. brighteners, carriers, levelers) on throwing power. 2021 IJCRT | Volume 9, Issue 10 October 2021 | ISSN: 2320-2882
Copyright
Copyright © 2023 Milind Arun Dadhe, U. V. Hambire, S. D. Ambekar. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET50362
Publish Date : 2023-04-12
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online