

Ijraset Journal For Research in Applied Science and Engineering Technology
Review of Treatment Methods for Enhancing Recycled Concrete Aggregates Properties
Authors: Suyog Dharmadhikari, Sanjay. S. Jamkar
DOI Link: https://doi.org/10.22214/ijraset.2024.59486
Certificate: View Certificate
Abstract
The use of recycled concrete aggregates (RCA) as a potential substitute for natural aggregates in concrete production has been recommended by many research studies due to the environmental and cost benefits associated with it. However, due to RCA’s high-water absorption, its engineering properties are lower than natural aggregates (NA). Therefore, researchers have also suggested various pretreatment methods to enhance RCA\'s mechanical and durability properties, including thermal, mechanical, and chemical treatment. In this study, an attempt has been made to investigate the combined effect of heat, abrasion, and fly ash slurry pretreated RCA on the workability and compressive strength of recycled aggregate concrete (RAC) using superplasticizer for 0.4, 0.5, and 0.6 w/c ratio. The study results show that pretreatment of RCA along with the addition of superplasticizer can lead to higher workability and compressive strength of recycled aggregate concrete (RAC) compared to untreated RCA.
Introduction
I. INTRODUCTION
The last couple of years have witnessed tremendous increase in construction activities due to growing urbanization and higher demand for better infrastructural facilities in various cities across globe. This increase in construction activities has in turn raised demand for construction materials such as cement, aggregates and sand. Since aggregates constitute almost 70-75% volume of concrete, it plays major role in influencing mechanical and durability properties of finished concrete and has massive demand. Traditionally, natural aggregates such as gravel, crushed stone, shale have been used in concrete production due to their abundant supply. However, the ever-increasing demand for natural aggregates (Purushothaman, Amirthavalli, & Karan, 2014) is generating high pressure on naturally available resources leading to ecologically harmful practices such as stone quarrying and river dredging. Further, disposal of large quantities of construction waste in open landfills is also putting significant pressure on available spaces (M.O.Imam, Tafsirojjaman, & M.M.Rashid, 2014) Hence, researchers and environmentalists have been advocating usage of recycled concrete aggregates (RCA) as more sustainable substitute for natural aggregates for manufacturing concrete. Traditionally RCA have been used in low strength structural applications such as sub-base course for road surface, reclamation, roadside kerbs, architectural finishes and drainages (Dhir, Paine, Britto, & Exteberria, 2011). But, with the development of newer surface treatment methods over last few decades, many research studies have recommended use of RCA as core structural element.(Atmajayanti, Saragih, & Haryanto, 2018). Recycled concrete aggregates generates less CO2 emission as compared to natural aggregates when life cycle assessment is taken into account (Huang, Ding, Xiao, & Singh, 2019; Rampit, Smith, & Ray, 2020) and are more cost-effective alternative to natural aggregate (Rampit, Smith, & Ray, 2020).
The limitations of recycled concrete aggregate as structural material have been documented in numerous research studies conducted in past. Increase in replacement rate of natural aggregate (NA) with recycled concrete aggregate leads to high porosity (Gomez-Soberon, 2002), high permeability( (Dhir, Paine, Britto, & Exteberria, 2011) and decrease in density and specific gravity of recycled conrete aggregate (Ho, et al., 2013). Furthermore, RCA has rough, non-homogenous, granular or crystalline surface texture (Ouyang 2021, Ho, et al., 2013). The replacment of natural aggregates with recycled concrete aggregates leads to decrease in workability of fresh concrete. (J.Ismail, H.Younis, & M.Maruf, 2020) and reduction in compressive strength, modulus of elasticity and shear strength in hardenend concrete (Rahal, 2007). The inferior proprties of recycled concrete aggregates are mainly due to presence of adhered mortar on the surface of recycled concrete aggregates. This attached mortar is highly porous in nature because of which recycled concrete aggregate have high water absorption rate (Malesev, 2014) and weaker interfacial transition zone.
The water absorption rate of recycled concrete aggregate is influenced by various factors such as larger size aggregates (Guerzou, Abdelkader, & Gomes, 2018), quality of recycling procedure and strength of original concrete (R.V.Silva, Brito, & R.K.Dhir, 2014) . In order to improve recycled concrete aggregate properties, the interfacial transition zone needs to be strrengthened (Liu & Peng, 2018) through combination of pretreatment methods.
II. LITERATURE REVIEW
A review of different treatment methods proposed by researchers till date to improve physical and mechanical properties of recycled concrete aggregate is presented in the below section. The treatment methods have been classified into 3 categories viz thermal, mechanical and chemical.
A. Removal of Adhered Mortar
- Thermal Treatment Methods
a. Thermal Heating: The traditional heating method includes heating recycled concrete aggregates at temperature between 100-500OC for 1- 2 hours in either microwave oven or electric shaft rotor. When aggregates are heated at temperature greater than 300o C, thermal stresses are generated which results in gradual loosening and removal of attached mortar interface due to dehydration (Shima et al 2005). Koga demonstrated there is no significant deterioration in the properties such as density and water absorption when recycled aggregates are heated at temperature up to 500o C (Tateyashiki, 2001). However, heat treatment of recycled concrete aggregate above 900o C may cause damage to structure of aggregate and reduction in compressive strength by 17% (Pawluczuk, Boltryk, Wichrowska, & Jimenez, 2019) When recycled aggregates are heated between 0-350o C, the length and thickness of micro cracks in old ITZ decreases sharply. At higher temperature, the width and length of micro cracks in the old ITZ decreases but the pore size increases. Al –Bayati pre -treated RCA with 37% Hydrochloric acid and 99.7% Acetic acid at room temperature of 20o C and submerged the aggregates in distilled water before heating them at 250o C, 350o C and 500o C for 1 hour in electric oven. The authors concluded that heat treatment of RCA at 250o C offers most effective results with significant reduction in calcium (Ca) atom along with increase in Silicon (Si) atoms while heat treatment at higher temperature (350-5000 C) has negative impact on Ca/Si ratio (Al-Bayati et al 2016).
b. Microwave Heating: Microwave heating method consist of heating the recycled concrete aggregates in a prototype industrial microwave heating equipment leading to high differential thermal stresses at the interfacial transition zone between the aggregate and separation of mortar from the aggregate surface. The recovery rate for recycled concrete aggregate can be achieved 100% by pre-treating aggregate surface with silica fumes and fly ash and heating the surface modified aggregates for 180 sec(Choi, Lim, Choi, Kitagaki, & Noguchi, 2014).Choi et al further proposed coating of recycled aggregates with iron oxide and pozzolanic material for producing high quality recycled aggregates (Heesup, Kwon, Choi, & Kitagaki, 2016) Bru et al proposed microwave heating followed by impact crushing and mechanical scrubbing to be more effective treatment for removal of adhered mortar from the aggregate surface and producing high quality aggregates(Bru, Touze, Bourgeois, Lippiatt, & Menard, 2014 ).However, Perumal et al observed that microwave treatment may help to loosen the attached mortar on the surface of recycled concrete aggregate but does not remove it completely and this results in higher water absorption for the recycled concrete aggregate (Perumal, Korva, & Omran, 2021).
2. Mechanical Treatment Methods
a. Ball & milling method: The recycled aggregates are placed into Los Angles abrasion machine in which the drum is rotated at various rotations like 100,200,300,400and 500rpm for duration between 2-15 min. The scrubbing action of ball leads to gradual removal of adhered mortar from the aggregate surface. However, treating aggregates in abrasion device for higher duration may lead to microcracking of surface(Despotovic, 2016). An improvement of 25.79% in compressive strength, 30.05% in crushing strength, 26.45% in impact strength and 30.74% in abrasion resistance was observed by Ramasamy et al after implementing mechanical scrubbing method (Raman & V.Ramasamy, 2021)
b. Water Cleaning Treatment: In this method, recycled aggregates are immersed in ultrasonic water for 10 min to remove residual slurry and loose particles on the surface and improve the bond between new cement paste and recycled aggregate. Katz et al observed during cleaning process that recycled aggregate from low grade concrete requires more cleaning cycles as compared to higher grade concrete. Ultrasonic treatment method results in 3% increase in compressive strength of recycled concrete aggregate at 7 days and 7% increase at 28 days. One of the limitations of this method is that strong adhered mortar cannot be easily removed by this method (Katz, 2004).
3. Chemical Treatment
a. Acid Treatment Methods: Acid treatment is considered to be an effective treatment for removing the adhered mortar and improving the quality of RCA. When RCA are submerged in acid solution, the acid reacts with RCA constituents such as calcium oxide (CaO), aluminium oxide (Al2O3) and iron oxide (Fe2O3) due to which various products such as (Ca2+, Al3+, Fe3+ ) are generated which weakens the mortar and gradually removes the same. Previous research studies have shown that recycled concrete aggregates treated with acid solution exhibits low water absorption (Alodaini, Ridzuan, & Fauzi, 2018). A linear co-relationship between higher degree of HCL concentration treatment (10-12.8 mol) and subsequent improvement in aggregate crushing value, impact value and water absorption was demonstrated by Alodaini et.al(Alodaini, Ridzuan, & Fauzi, 2018). A significant improvement in mortar removal rate was achieved by Akbarnezhad et al by immersing the RCA into sulphuric acid with concentration of 3 molar and maintaining Vacid/VRCA ratio of 5. However, the study was confined to only granitic coarse aggregate (Akbarnezhad, Ong, Min-Hongzhang, & Zakari, 2013). A 14% higher compressive strength can be achieved by pre treatment of recycled concrete aggregate with hydrochloric acid mainly due to denser interface between aggregate and paste matrix (Kim, Hanif, Kazmi, & Munir, 2018). Al Bayati treated coarse recycled concrete aggregate (CRCA by soaking aggregates in solution containing 37 % Hydrochloric acid and 99.7% Acetic acid (C2H4O2) solution at 20o C for 24 hours and they were treated with 1 cycle of abrasion resistance test in Micro-Deval device. The authors recommended combination of acetic acid treatment along with ball milling method to be the most optimum method for treatment of CRCA. Saravanakumar et al found that pre-soaking of recycled concrete aggregate with 0.5 M HLC solution combined with 25% replacement of cement with GGBS or coating with silica fume can produce concrete with higher compressive and tensile strength, however the rate of gain of strength is gradual and maximum strength is obtained at later stage (P.Saravanakumar, D.Manoj, & S.Jagan, 2021; P.Saravanakumar, K.Abhiram, & B.Manoj, 2016).
b. Combination of Thermal- Mechanical-Chemical Treatment: Wang et al proposed combination of chemical and mechanical treatment to improve the surface quality of recycled concrete aggregates. The method includes immersion of RCA’s in low concentration acetic acid solution (1-5%). During this phase, Acetic acid react with calcium hydroxide, calcium carbonate and calcium silicate hydrate thereby forming calcium ion (Ca2+) which helps to weaken the attached mortar. In the second phase RCA are treated in ball and milling machine so that most of the adhered mortar can be removed as shown in fig 7. The test results indicated 9.3%, 27.9% and 38.7% reduction in water absorption for RCA treated with 1%, 3% and 5% acetic acid solution followed by mechanical rubbing (Wang et al 2017). The similar recommendations were made by Perumal et al who proposed combination of carbonation and pozzolanic coating as more effective pre-treatment method as compared to applying only pozzolanic coating (Perumal, Korva, & Omran, 2021). Surface treatment of recycled concrete aggregates by heating the aggregates at 100oC followed by Los Angeles abrasion along with Acid treatment can lead to better mechanical performance and improved water absorption as compared to only thermal and mechanical treatment(Kencanawati, et al., 2017). Dilbas and Zakir carried out treatment of recycled concrete aggregate with ball & mill method followed by addition of silica fumes (SF) during mixing process and observed improvement in the mechanical properties such as compressive strength, split tensile strength and elastic modulus and reduction in water absorption ratio(Dilbas & Cakir, 2021).
4. Polymer Treatment
Spaeth and Tegguer observed reduction of almost 90% in water absorption and 20-22% in LA coefficient value of recycled concrete aggregate by treating surface of aggregate with different polymers such as alkylalkoxysilane (Silane), polydiorganosiloxanes (Siloxane) and combination of both silane and siloxane (Speath & Tegguer, 2013).
The application of polymer treatment such as polyvinyl alcohol helps in filling up the surface pores on recycled concrete aggregates which leads to better adherence between cement paste and aggregates (Kou & Poon, 2010; Li, Zhang, Wei, Xiong, & Li, 2020). Surface modification of recycled concrete aggregate using 1:20 alkaline organosilicone was also proposed by Cui et al to reduce slump loss of fresh concrete and improve mechanical and durability properties of recycled aggregate concrete (H.Z.Cui, Shi, Memon, Xing, & Tang, 2014).
However, polymer treatment is time consuming treatment and disposal of waste solution after treatment becomes challenge (Liang, Pan, Ma, & He, 2019)
5. Carbonation Treatment
Carbonation treatment consists of penetrating CO2 into concrete surface through diffusion mechanism. CO2 reacts with calcium hydroxide (Ca (OH)2) in moist conditions to form calcium carbonate (CaCO3) which results in increased compressive strength and reduced permeability of recycle aggregate concrete ( (Li, Poon, Xiao, & Xuan, 2017). Gombosuren et al observed decrease in water-absorption rate and improvement in mechanical properties of recycled aggregate concrete containing carbonated recycled fine aggregates. However, they also recommended that maximum replacement of recycled fine aggregates should be limited to 30% in concrete. The application of carbonation treatment does not lead to any significant improvement in durability properties of recycled aggregate concrete such as creep and shrinkage (Chinzorigt, et al., 2020) Radevic et al applied combination of acid treatment and accelerated carbonation to improve surface properties of RCA particles (4/8mm and 8/16 mm fraction). RCA were immersed in 0.1 mol HCL solution for 24 hours after which they were washed in distilled water and oven dried at 100o C. The oven dried aggregates were exposed to 4% CO2 content at temperature of 200 C and relative air humidity at 55%. The test results shows that post application of both acid and carbonation treatment, RCA water absorption decreased by 13.3% (for 4/8mm fraction) and 20% (for 8/16mm fraction). The oven dry density also increased by 1.4% (4/8mm fraction) and 0.4 % (8/16mm fraction) (Radevic et al 2017). The effect of combination of carbonation treatment with acetic acid and carbonation and lime on the mechanical properties of recycled aggregate concrete and stress strain behaviour was studied by Kazmi et al ( (Kazmi, Munir, Wu, & I.Patnaikuni, 2019). Luo recommended carbonation treatment of recycled concrete aggregate with pressure of 0.4MPa for 24 hours as optimum carbonation treatment to enhance compressive strength and decrease water absorption of recycled concrete aggregates (Luo, Wu, & Wu, 2018). The major constraint with carbonation treatment is that carbonation leads to corrosion of reinforcement steel which is why it is important to minimize the carbonation depth in recycled aggregate concrete. This can be achieved by lowering the water cement ratio by using admixtures and by controlling the quality of recycled aggregate (R.V.Silva, R.Neves, Brito, & Dhir, 2015)
6. Calcium Carbonate bio Deposition
Bio-deposition is an innovative and eco- friendly treatment for reducing water absorption and enhancing the quality of RCA. This method involves using bacteria to expedite formation of calcium carbonate (CaCO3) to fill or bind micro cracks of RCA which reduces porosity and wettability of recycled concrete aggregates (Qiu, Sheng, & En-Hua-Yang, 2014). Bio deposition has been considered as natural method by researchers because all the components used for cultivating substrates naturally occurs in the environment. Singh et al concluded that treatment of recycled concrete aggregate with ureolytic bacteria (B Pasteruii & B. sphaericus) shows better results as compared to non ureolytic bacteria (B.Cohnii). The authors also advocated soaking recycled concrete aggregate into the bacterial solution as compared to mixing process to improve the surface properties of recycled concrete aggregate (Singh, Bisht, Awasthy, Chaurasia, & Gupta, 2018). Zhu et al immersed the recycled mortar aggregates in a container containing bacterial culture solution of Bacillus alkalophilus and 15g/lit CaO2. The bacterial solution was mixed with culture medium containing sodium lactate, calcium chloride, sodium nitrate propane sulfonic acid at volume ratio of 1:9. The test results showed water absorption and crushing index of treated RCA was 40% and 15.8% lower than untreated RCA (Zhu et al 2019).
7. Addition of Pozzolanic Material
Surface treatment of recycled concrete aggregate with Pozzolanic material such as fly ash (FA), silica fume (SF), GGBS, slag, and Metakaolin helps to fill the pores and micro cracks present on the RCA surface. Pozzolanic material reacts with calcium hydroxide Ca (OH)2 to develop hydrated calcium silicate (C-S-H) gel which ultimately helps to decrease the porosity of RCA and make ITZ’s dense and stronger (J.Ismail, H.Younis, & M.Maruf, 2020). The surface coating of recycled concrete aggregate with flyash using triple mixing method lead to improvement in mechanical and durability properties of recycled aggregate concrete due to pozzolanic effect of flyash (Maruthupandian & Parameswaran, 2014) Bui et al demonstrated decrease in water absorption rate and increase in compressive strength, elastic modulus and split tensile strength of recycled aggregate concrete by treating surface of RCA with solution of sodium silicate and silica fume and concluded that high percentage of amorphous silica contribute to the strength development in recycled aggregate concrete ((Bui, Satomi, & Takahashi, 2018). The effect of addition of silica fume on the compressive and tensile strength of recycled concrete aggregate is more significant at later stages of 90 days as compared to early age of 7 & 28 days(Cakir & Sofyanh, 2014). Similarly, higher concentration of silica fume at 60% was observed to be more effective in enhancing compressive strength of recycled aggregate concrete against 20% & 40% ( (Nguyen, Dinh, & Bui, 2020). Pozzolanic treatment in combination with other treatment methods such as carbonation can deliver better results in reducing water absorption capacity of recycled concrete aggregate and higher compressive strength of concrete (Perumal, Korva, & Omran, 2021).
Khaleel et al examined the effect of coating surface of recycled concrete aggregates with Nano silica (SIO2) particles and observed that nano particles provide filler effect and leads to surface densification of microstructure of recycled concrete aggregate (H.Younis & M.Mustafa, 2018). Large size nano silica particles are retained more on the concrete surface as compared to smaller size nano particles which leads to higher improvement in interfacial transition zone and subsequently higher compressive strength (Long, Xuan, Sojobi, & Liu, 2021). Nano-silica treatment leads to formation of C-S-H gel which provides better pozzolanic activity between cement paste and aggregate (Kutcharlapati, A.K.Sarkar, & Rajamane, 2011). Recycled concrete aggregates treated with Nano silica emulsion solution exhibits better interlocking and cohesiveness due to plugging of aggregate surface pores which helps to improve aggregate performance as pavement material (Kar, Giri, Panda, & Chattaraj, 2021). The gradual development of compressive strength with age and reduction in water absorption was observed in recycled concrete aggregate treated with flyash geopolymer slurry using triple stage mixing (Junak & Sicakova, 2017). The effectiveness of silica fume treatment method was more visible for crushed aggregates with rough, damaged and porous surfaces as compared to natural aggregates with solid and impervious surfaces (Katz, 2004). Pre-treatment of recycled concrete aggregate with combination of silica solution and cement slurry was proved to be effective in maintaining w/c ratio to 0.45 and achieve strength of 43.3MPa (Liang, Ye, Vernerey, & Xi, 2014).
8. Sodium Silicate Solution
Pre-treatment of recycled concrete aggregate with 10%, 20% and 30% sodium silicate and metasilicate solution can increase 28 days compressive strength of concrete to 25 MPa from 16Mpa. However, this increase in compressive strength was highest when the replacement percentage of recycled concrete aggregate was limited to 15% ( (Misra, Kalra, & Bansal, 2017)
9. Mixing Methods
The mix design methods using recycled concrete aggregates have been proposed by various researchers. Tam et al proposed two stage mixing method in which addition of water in concrete mix takes place in 2 stages. In the first stage, water is added to form thin coat of cement slurry to fill up the cracks and voids on the surface of recycled concrete aggregates. In the second stage remaining water is added to complete the mixing process. The packing density method in which smaller voids are filled up with cement paste leading to minimum voids, lesser cement content and maximum density was studied by Huang et al (Huang, Lin, Tan, & Singh, 2017). The other mixing methods such as Direct Weight Replacement (DWR), Equivalent Mortar Replacement (EMR) and Direct Volume Replacement (DVR) have been studied by previous researchers and it has been observed that DVR method gives better workability conditions as compared to other 2 methods but in terms of compressive strength and modulus of elasticity not much difference was observed in the 3 mixing methods. Pradhan and Barai proposed particle packing method (PPM) of design mix along with two stage mixing method for producing RCA concrete. This method involves identifying proportion of coarse and fine aggregates in such a way that there are minimum voids in between large particles and higher packing density reducing the demand of binder and water. The PPM method of mix design has no significant effect on workability of RCA concrete, but higher values were observed for 7- and 28-days compressive strength, tensile strength and flexural strength (Pradhan et al 2017). The higher compressive strength of 85Mpa was also obtained by Mwasha et al using silica fume treated aggregate with packing density of 78.3%. However, the relationship between mortar paste and recycled aggregate size was not taken into consideration by the authors ( (Mwasha & Ramnath, 2018).Ahimoghadam et al concluded that RCA concrete mixes prepared using Equivalent volume (EV) method demonstrates better workability, compressive strength and lower carbon footprints ( (F.Ahimoghadam, Sanchez, Souza, & Andrade, 2020).
In this experimental study, effectiveness of 3 different combination of treatment methods with variations in fine and coarse aggregates was studied at medium targeted workability. Based on the above review of various pre-treatment treatment methods carried out by the author, the treatment methods selected were:
a. Microwave heating and abrasion
b. Microwave heating, abrasion & silica fume coating
c. Microwave heating, abrasion & fly ash coating.
These combinations of methods have been selected based on ease of operations, availability of materials & equipment and their effectiveness in enhancing properties of recycled concrete aggregate as recommended by previous research studies (Shaban et al 2019, Tam et 2021). The performance parameter selected for comparing the efficiency of treatment includes % reduction in water absorption of recycled concrete aggregates.
III. EXPERIMENTATION PROGRAM
A. Recycled Concrete Aggregates
The recycled concrete aggregates required for the experimentation were collected from demolition concrete waste of 2 story building in Aurangabad. The concrete blocks were crushed at crusher plant into combined various sizes and later on separated into 20mm, 10mm and 6mm size aggregates. The sieve analysis of 10mm and 20mm size aggregates was carried out in accordance with guidelines of IS 2386:1963 and grading percentage for both 10mm & 20mm was finalized according to IS 383:1970. The physical properties of natural aggregates & recycled concrete aggregates including specific gravity and water absorption were obtained in accordance with IS 2386-1 1963 as shown in table1.
|
|
Specific Gravity |
Water Absorption (%) |
Bulk density |
|
NCA |
|
|
|
|
10mm |
2.9 |
1.42 |
1.50 |
|
20mm |
2.94 |
1.2 |
1.55 |
|
RCA |
|
|
|
|
10mm |
2.54 |
4.72 |
1.31 |
|
20mm |
2.53 |
3.1 |
1.38 |
Table1: Physical properties of recycled concrete aggregates
B. Treatment Methods of RCA
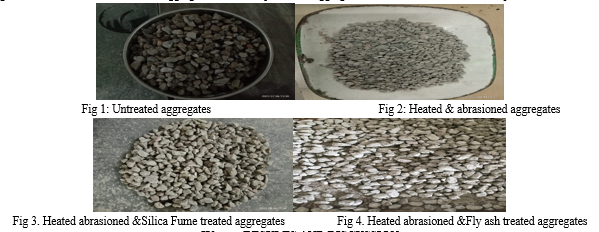
The treatment method employed for recycled concrete aggregates consisted of (i) Heat and abrasion treatment (ii) Heat, abrasion & Silica fume treatment (iii) Heat, abrasion & Fly ash treatment. The objective of 1st method was to remove the attached mortar from the surface of recycled concrete aggregate and second and third methods were used to fill the pores of adhered mortar.
In the heat treatment method, the recycled concrete aggregates were heated in oven at 350 0 C for 2 hours for most effective removal of adhered mortar (Tam et. Al, 2021). After 2 hours, the aggregates were removed from the oven and allowed to cool down at lab temperature. The heat-treated aggregates were then abrasioned in Los Angeles abrasion machine according to guidelines of IS 2386 part 4. The heated and abrasioned aggregates were washed to remove surface impurities and allowed to dry for 30 minutes. Figure 2 shows the heated and abrasioned aggregates. These aggregates were graded and immersed in 2 different slurry solutions containing cement and silica fume and cement and fly ash. The slurry proportions are given in below section.
C. Slurry Prepration
The volume of slurrry for both silica fume and flyash was taken as 15% of total volume of aggregates. The percentage of flyash: cement and silica fume:cement was taken as 70%: 30% in slurry volume so that the effect of flyash and silica fume becomes more visible compared to cement. The slurry treatment was applied to recycled concrete aggregate in batches with each batch consisting of 27 kg of aggregates. For each batch of 27 kg aggregates, water was taken as 1300 lit, fly ash and silica fume was taken as 1300 kg, and cement was taken as 557gm. The above proportions were arrived at based on number trials on how effectively the aggregates were coated. The silica fume and fly ash coated aggregates were then removed from the oven and allowed to cool down. Figure1,2 3 & 4 shows the untreated aggregates as well as pretreated aggregates coated with various forms of pretreatment.
IV. RESULTS AND DISCUSSION
A. Water Absorption
The water absorption results for treated and untreated aggregates are shown in figure 5 below. The water absorption for untreated 20mm and 10mm recycled concrete aggregate was observed to be 3.4% and 4.7%. The high water absorption was due to porosity of attached mortar on the surface of aggregate. The properties of treated recycled concrete aggregate provided with heat, abrasion & silica fume/flyash was measured. The average water absorption for only heated & abrasioned 10mm & 20mm aggregate was 3.29% and 3.15% . The average water absorption for heat treated, abrasioned and silica fume coated 10mm & 20mm aggregate was 2.8 and 3.1% and for heat treated, abrasioned and flyash coated 10mm & 20mm aggregate was 2.9% & 3.2% respectively.

The effect of 3 different types of pre-treatments on the water absorption and compressive strength of recycled concrete aggregate was assessed. The pre-treatment methods were heat treatment, abrasion treatment and coating of aggregates with silica fume and flyash Based on the experimental results, following conclusions can be drawn:
- The water absorption of untreated 10mm and 20mm recycled concrete aggregate was 4.72 % and 3.1% which is higher than water absorption of 1.42% and 1.2% for 10mm & 20mm natural aggregates. The higher water absorption was mainly due to presence of cement mortar attached to the surface of recycled concrete aggregate.
- Although reduction in water absorption was observed for all 3 treatment methods as compared to untreated aggregates, highest reduction of 51% was observed for heated, abrasioned & silica fume treated 10mm aggregates followed by 47% for heated, abrasioned and flyash treated 10mm aggregates and 35% in heated and abrasioned 10mm aggregates. This was mainly due to pozzolanic effect provided by both silica fume and fly ash improvement in surface density of recycled concrete aggregates due to formation of C-S-H layer
V. FUTURE SCOPE
The current study focused on enhancement in properties of recycled concrete aggregate using combination of heat, abrasion and fly ash pretreatment. The future scope of study may include studying the effects of other combination of pretreatment methods such as heat, abrasion and GGBS or heat, abrasion and rice husk ash on the engineering properties of recycled concrete aggregate.
Conclusion
The application of recycled concrete aggregate as substitute to natural aggregate in construction projects is beneficial proposition for both industry as well as environment. In addition to recycled aggregates, other waste materials such as fly ash can also be used to manufacture concrete which is not only sustainable but also satisfies basic engineering requirements.
References
[1] A.A, A., A.R.M., R., & M.A.M, F. (2018). Removal of old adhered mortar from crushed concrete waste aggregate (CCWA) with different HCl molarities and its effect on CCWA properties. International Journal of Engineering & Technology , 5950-5959. [2] Akbarnezhad, A., Ong, K., Min-Hongzhang, & Zakari, M. H. (2013). Acid Treatment Technique for Determining the Mortar Content of Recycled Concrete Aggregate. Journal of Testing & Evaluation , 1-11. [3] Atmajayanti, A. T., Saragih, C. D., & Haryanto, Y. (2018). The effect of recycled coarse aggregate (RCA) with surface treatment on concrete mechanical Properties. International Concference Rehabilitation and Maintenance in Civil Engineering (pp. 1-8). Solo Baru: MATEC Web of Conference. [4] Biswal, U. S., & Dinakar, P. (2022). Influence of Metakaolin and Silica Fume on the Mechanical and Durability Performance of High-Strength Concrete Made with 100% Coarse Recycled Aggregate. Journal of Hazardous Toxic Radioactive Waste , 1-16. [5] Bru, K., Touze, S., Bourgeois, F., Lippiatt, N., & Menard, Y. (2014 ). waste, Assessment of a microwave-assisted recycling process for the recovery of high-quality aggregates from concrete. International Journal of Mineral Processing , 90-96. [6] Bui, N. K., Satomi, T., & Takahashi, H. (2018). ENHANCEMENT OF RECYCLED AGGREGATE CONCRETE PROPERTIES BY A NEW TREATMENT METHOD . International Journal of GEOMATE , 68-76. [7] Cakir, O., & Sofyanh, O. O. (2014). Influence of silica fume on mechanical and physical properties of recycled aggregate concrete. Housing and Building National Research Center , 157-166. [8] Choi, D. (2018). Strength, shrinkage and creep of concrete including CO2 treated recycled coarse aggregate. Cement and Concrete Research , 1-15. [9] Choi, H., Lim, M., Choi, H., Kitagaki, R., & Noguchi, T. (2014). Using Microwave Heating to Completely Recycle Concrete. Journal of Environmental Protection , 583-596. [10] Despotovic, I. (2016). THE IMPROVEMENT OF RECYCLED CONCRETE AGGREGATE – A REVIEW PAPER. 4th International conference Contemporary Achievements in Civil Engineering, (pp. 443-454). Subotica. [11] Dhir, R., Paine, K., Britto, J. d., & Exteberria, M. (2011). Use of Recycled and Secondary Aggregates in Concrete: An Overview. Researchgate , 1-29. [12] Dilbas, H., & Cakir, O. (2021). Physical and Mechanical Properties of Treated RecycledAggregate Concretes: Combination of MechanicalTreatment and Silica Fume. Journal of Materials in Civil Engineering , 1-10. [13] F.Ahimoghadam, Sanchez, L., Souza, D. D., & Andrade, G. (2020). Influence of the Recycled Concrete Aggregate Features on the Behavior of Eco-Efficient Mixtures. Journal of Materials in Civil Engineering , 1-12. [14] Gomez-Soberon, J. M. (2002). Porosity of recycled concrete with substitution of recycled concrete aggregate An experimental study. Cement and Concrete Research , 1-11. [15] Guerzou, T., Abdelkader, M., & Gomes, J. P. (2018). Study of concretes properties based on pre-saturated recycled aggregates. Journal of Materials and Engineering Structures , 279-288. [16] Gupta, S., & Bisht, V. (2018). Studies on performance enhancement of recycled aggregate by incorporating bio and nano materials. Construction and Building Materials , 217-226. [17] H.Younis, K., & M.Mustafa, S. (2018). Feasibility of Using Nanoparticles of SiO2 to Improve the Performance of Recycled Aggregate Concrete. Advances in Materials Science and Engineering , 1-11. [18] H.Z.Cui, Shi, X., Memon, S. A., Xing, F., & Tang, W. (2014). Experimental Study on the Influence of Water Absorptionof Recycled Coarse Aggregates on Propertiesof the Resulting Concretes. Journal of Material in Civil Engineering , 1-9. [19] Heesup, C., Kwon, S., Choi, H., & Kitagaki, R. (2016). Mechanical characteristics and recoverability of low-quality crushed coarse aggregate by surface modification and microwave heating. Journal of Asian Concrete Federation , 24-30. [20] Ho, N. Y., Lee, Y. P., Lim, W. F., Zayed, T., Chew, K. C., Low, G. L., et al. (2013). Efficient Utilization of Recycled Concrete Aggregatein Structural Concrete. Journal of Materials in Civil Engineering , 318-327. [21] Huang, Q., Lin, L., Tan, E. L., & Singh, B. (2017). Mix Design of Recycled Aggregate Concrete Using Packing Density Method . 1st International Conference on Structural Engineering Research (iCSER 2017) (pp. 49-55). Sydney: Global Circle for Scientific Technological and Management Research. [22] Ismail, S., & Ramli, M. (2014). Mechanical strength and drying shrinkage properties of concrete containing treated coarse recycled concrete aggregates. Construction and Building Materials , 726-739. [23] Huang K.,Ding T., Xiao J.,SIngh A. (2019). Modification on Recycled Aggregates and its Influence on Recycled Concrete. SUSTAINABLE BUILT ENVIRONMENT CONFERENCE 2019 (pp. 1-8). Graz: IOP Publishing. [24] J.Ismail, A., H.Younis, K., & M.Maruf, S. (2020). Recycled Aggregate Concrete Made with Silica Fume: Experimental Investigation. Civil Engineering and Architecture , 1136-1143. [25] Jagan, V. M., & V.Ramasamy. (2021). Various treatment techniques involved to enhance the recycled coarse aggregate in concrete: A review. Materials Today , 1-9. [26] Junak, J., & Sicakova, A. (2017). Concrete Containing Recycled Concrete Aggregate with Modified Surface. Procedia Engineering , 1-8. [27] Kar, D., Giri, J. P., Panda, M., & Chattaraj, U. (2021). Investigations on Stone Matrix Asphalt Mixes ContainingRecycled Concrete Aggregate Treated with Nanosilica. Journal of Materials in Civil Engineering , 1-10. [28] Katz, A. (2004). Treatments for the Improvement of Recycled Aggregate. Journal of Materials in Civil Engineering , 597-603. [29] Kazmi, S. M., Munir, M., Wu, Y., & I.Patnaikuni. (2019). t. 2cvnd International Conference on Sustainable Building Material (pp. 633-645). Eindhoven: Eindhoven University of Technology. [30] Kencanawati, N. N., Akmaluddin, Merdana, N., Nuraida, N., Hadi, I. R., & Shigeishi, M. (2017). Improving of recycled aggregate quality by thermal-mechanical - chemical process. Procedia Engineering , 640-644. [31] Kim, Y., Hanif, A., Kazmi, S., & Munir, M. (2018). Properties Enhancement of Recycled Aggregate Concrete Through Pretreatment of Coarse Aggregates – Comparative Assessment of Assorted Techniques. Journal of Cleaner Production , 1-11. [32] Kou, S.-C., & Poon, C.-S. (2010). Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cement and Concrete Composites , 649-654. [33] Kumar, R., Pal, S., Jadaun, N., & Rohit. (2019). PERFORMANCE OF POLYMER TREATED RECYCLED CONCRETE AGGREGATE UNDER DIFFERENT CURING CONDITION OF CONCRETE. Materials Science , 1-12. [34] Kutcharlapati, S., A.K.Sarkar, & Rajamane, N. (2011, January). Nanosilica Improves Recycled Concrete Aggregates. New Building Materials & Construction World . [35] Li, L., Poon, C. S., Xiao, J., & Xuan, D. (2017). Effect of Carbonated Recycled Coarse Aggregate on the Dynamic Compressive Behaviour of Recycled Aggregate Concrete. Construction & Building Materials , 1-11 [36] Li, P., Zhang, D., Wei, D., Xiong, J., & Li, J. (2020). Effect of Chemical Enhancing-Technology on the Properties of Recycled Aggregate. Advances in Civil Engineering , 1-9. [37] Liang, C., Pan, B., Ma, Z., & He, Z. (2019). Utilization of CO2 curing to enhance the properties of recycled aggregate and prepared concrete: A review. Cement and Concrete Composites , 1-14. [38] Liang, Y.-c., Ye, Z. -m., Vernerey, F., & Xi, Y. (2014). Development of Processing Methods to Improve Strength of Concrete with 100% Recycled Coarse Aggregate. Journal of Material in Civil Engineering , 1-9. [39] Liu, Y., & Peng, P. (2018). Review of Failure Mechanism and Modification Research of Recycled Aggregate Concrete . Advances in Engineering Research , 1-9. [40] Long, L., Xuan, D., S.H.Chu, & Poon, C. S. (2021). Modification of recycled aggregate by spraying colloidal nano silica and silica fume. Materials and Structures , 1-15. [41] Long, L., Xuan, D., Sojobi, A., & Liu, S. (2021). Efficiencies of carbonation and nano silica treatment methods in enhancing the performance of recycled aggregate concrete. Construction and Building Materials , 1-11. [42] Long, L., Xuan, D., Sojobi, A., Liu, S., S.H.Chu, & Poon, C. S. (2021). Development of nano-silica treatment methods to enhance recycled aggregate concrete. Cement and Concrete Composites , 1-28. [43] Luo, S., Wu, W., & Wu, K. (2018). Effect of recycled coarse aggregates enhanced by CO2 on the mechanical properties of recycled aggregate concrete. IOP Conference Series:Materials Science and Engineering (pp. 1-9). Fuzhou: IOP Publishing Ltd [44] M.O.Imam, Tafsirojjaman, & M.M.Rashid. (2014). TREATMENT OF RECYCLED AGGREGATE BY IMPREGNATION OF OPC TO IMPROVE CONCRETE PROPERTIES. 2nd International Conference on Advances in Civil Engineering (pp. 601-606). Chittagong: Researchgate. [45] Malesev, M. (2014). Properties of Recycled Aggregate Concrete. Contemporary Materials , 239-249 [46] Maruthupandian, S., & Parameswaran, L. (2014). Durability Properties of Recycled Aggregate Concrete Containing Flyash. 2nd International Congress on Durability of Concrete (pp. 1-14). New Delhi: Norwegian Concrete Association. [47] Mi, R., Pan, G., & Kuang, T. (2021). Reducing the Carbonation Zone and Steel Corrosion Zone Widths of Recycled Aggregate Concrete by Optimizing Its Mixing Process. Journal of Material in Civil Engineering , 1-12. [48] Misra, A. K., Kalra, M., & Bansal, S. (2017). Influence of polymer treatment on strength and water absorption capacity of recycled aggregate concrete. International Journal of Sustainable Building Technology and Urban Developement , 81-91. [49] Mwasha, A., & Ramnath, R. (2018). Manufacturing Concrete with High Compressive Strength Using Recycled Aggregates. Journal of Materials in Civil Engineering , 1-10 [50] Nedeljkovic, M., Visser, J., Savija, B., Valcke, S., & Schlangen, E. (2021). Use of fine recycled aggregates in concrete: A critical review. Journal of Building Engineering , 1-27. [51] Nguyen, H. A., Dinh, N. N., & Bui, P. T. (2020). Effect of surface treatment of recycled concrete aggregate by cement silica fume slurry on compressive strength of concrete . Journal of Materials and Engineering Structures , 591-596. [52] Ogawa, H., & Nawa, T. (2012). Improving the Quality of Recycled Fine Aggregates by Selective Removal of Brittleness Defects. Journal of Advanced Concrete Technology , 395-410. [53] P.Saravanakumar, D.Manoj, & S.Jagan. (2021). Properties of concrete having treated recycled coarse aggregate and slag . Revista de la Construccion , 249-258. [54] P.Saravanakumar, K.Abhiram, & B.Manoj. (2016). Properties of treated recycled aggregates and its influence on concrete strength characteristics. Construction & Building Materials , 611-617. [55] P.Subramanian, S.Gobiraja, Pravinkumar, A., S.Mohanraj, & S.Kannan. (2019). New Investigation of Recycle Concrete Aggregate. Second International Conference on Nexgen Technologies (pp. 1131-1139). Tiruchengode: Conferenceworld. [56] Pawluczuk, E., Boltryk, M., Wichrowska, K., & Jimenez, J. (2019). The Influence of Heat and Mechanical Treatment of Concrete Rubble on the Properties of Recycled Aggregate Concrete. Materials Journal , 1-25. [57] Perumal, P., Korva, A., & Omran, M. (2021). SUSTAINABLE TREATMENT METHODS FOR RECYCLED CONCRETE AGGREGATE. YCRETS (pp. 80-87). South Africa: YCRETS.
Copyright
Copyright © 2024 Suyog Dharmadhikari, Sanjay. S. Jamkar. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET59486
Publish Date : 2024-03-27
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online